一种汽车轴瓦配件压制加工装置
本发明涉及加工装置领域,具体是涉及一种汽车轴瓦配件压制加工装置。
背景技术:
1、轴瓦是滑动轴承和轴颈接触的部分,形状为瓦状的半圆柱面,非常光滑,一般用青铜、减摩合金等耐磨材料制成,在特殊情况下,可以用木材、工程塑料或橡胶制成。轴瓦有整体式和剖分式两种,整体式轴瓦通常称为轴套。整体式轴瓦有无油沟和有油沟两种。轴瓦与轴颈采用间隙配合,一般不随轴旋转。
2、目前轴瓦都需要人工参与,不能实现自动化生产轴瓦,生产效率低,而且缺少定位装置,导致产品合格率低。
技术实现思路
1、基于此,有必要针对现有技术问题,提供一种汽车轴瓦配件压制加工装置。
2、为解决现有技术问题,本发明采用的技术方案为:
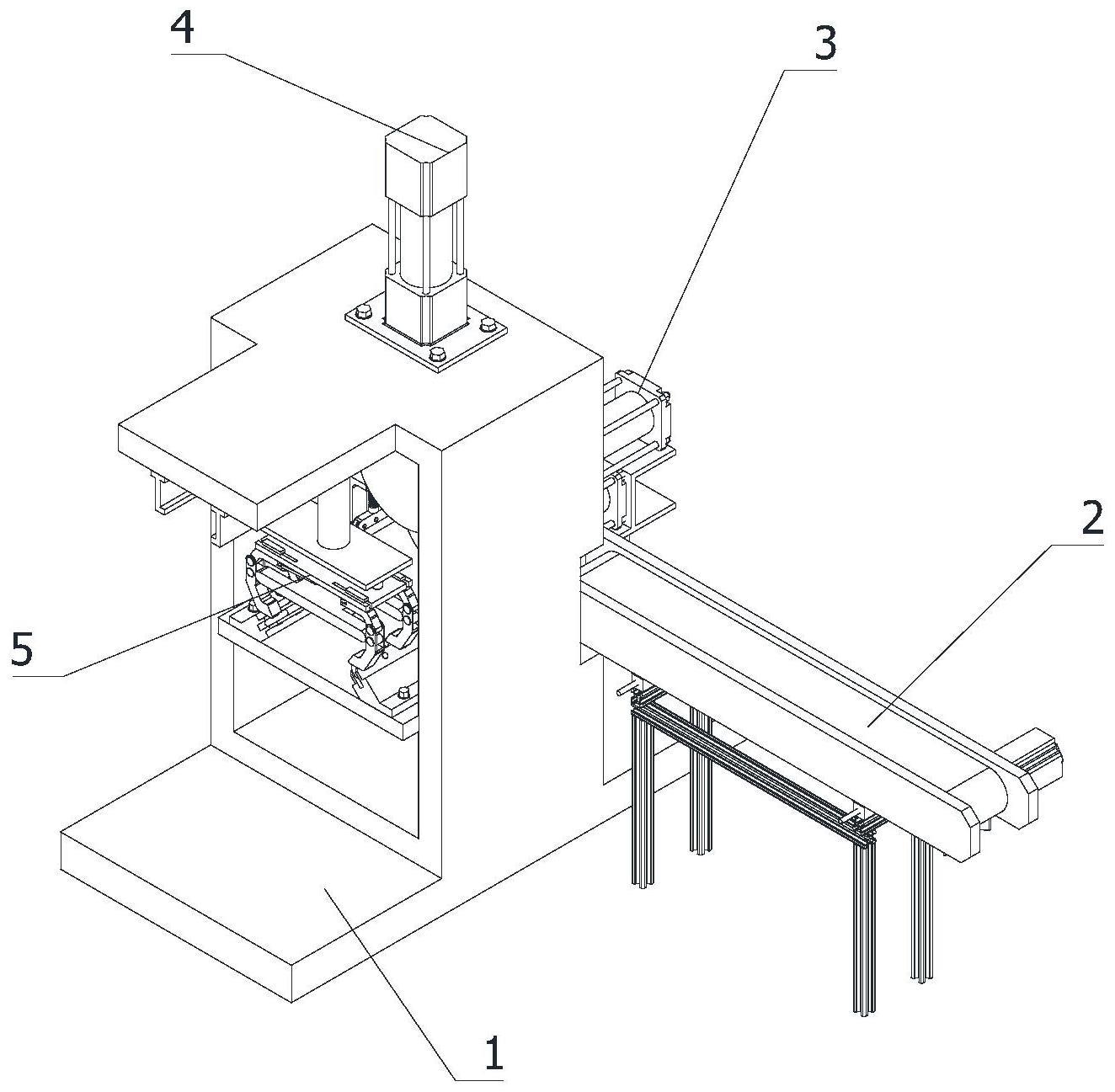
3、一种汽车轴瓦配件压制加工装置,包括机架、进料系统、上料系统、成型系统、出料系统,进料系统固定设置在机架的一侧,进料系统包括带式传输机、电机和第一安装架,带式传输机安装在第一安装架上,电机固定安装在第一安装架上,电机的输出端与带式传输机传动连接,带式传输机的输送末端与上料系统连接,上料系统包括备料台、第一气动推杆、第一推板和第二安装架,第二安装架固定安装在机架上,第一气动推杆固定安装在第二安装架上,第一气动推杆的输出端与第一推板固定连接,备料台固定安装在机架上,第一推板与备料台滑动连接,成型系统包括第二气动推杆、压块和定型底座,第二气动推杆固定安装在机架的上端,第二气动推杆的输出端与压块固定连接,定型底座设置在压块的下方固定安装在机架上,定型底座上开设有定型槽,定型槽尺寸与压块尺寸配合设置,出料系统包括第三气动推杆和第二推板,第三气动推杆设置在第二气动推杆的正下方,第三气动推杆固定安装在第二安装架上,第三气动推杆的输出端与第二推板固定连接,第二推板与定型底座上的定型槽滑动连接。
4、优选的,所述成型系统还包括第一定位块和第二定位块,第一定位块是l形状,第一定位块安装在定型底座上定型槽的一侧,第二定位块是l形状,第二定位块安装在定型底座上定型槽的另一侧。
5、优选的,所述成型系统还包括第一辅助压紧机构和第二辅助压紧机构,第一辅助压紧机构设置在定型底座的一侧,第一辅助压紧机构包括第一支架和第一弹性压紧块,第一支架固定安装在定型底座的一侧,第一弹性压紧块的一端与第一支架固定连接,第一弹性压紧块的另一端抵紧在定型底座上,第二辅助压紧机构设置在定型底座的另一侧,第二辅助压紧机构包括第二支架和第二弹性压紧机构,第二支架固定安装在定型底座的另一侧,第二弹性压紧机构的一端与第二支架固定连接,第二弹性压紧机构的另一端抵紧在铁皮毛料上。
6、优选的,所述第一弹性压紧块包括第一导套、第一压力弹簧和第一压爪,第一压爪的上端设置有第一导柱,第一导套的一端固定安装在第一支架上,第一导套的另一端套设在第一导柱上,第一导套和第一压爪通过第一压力弹簧连接,所述第二弹性压紧块包括第二导套、第二压力弹簧和第二压爪,第二压爪的上端设置有第二导柱,第二导套的一端固定安装在第二支架上。
7、优选的,所述第一辅助压紧机构还包括第一橡胶轮,第一橡胶轮至少具有一个,第一橡胶轮安装在第一压爪的下部,所述第二辅助压紧机构还包括第二橡胶轮,第二橡胶轮至少具有一个,第二橡胶轮安装在第二压爪的下部。
8、优选的,所述出料系统还包括第一辅助出料轨道和第二辅助出料轨道,第一辅助出料轨道和第二辅助出料轨道分别对称设置在定型底座出料端的两侧,第一辅助出料轨道包括第一导轮安装座和第一轨道轮,第一导轮安装座固定安装在机架上,第一轨道轮安装在第一轨道轮安装座上,第二辅助出料轨道包括第二导轮安装座和第二轨道轮,第二导轮安装座固定安装在机架上,第二轨道轮安装在第二轨道轮安装座上。
9、优选的,所述出料系统还包括移料系统,移料系统包括移动机构、夹紧机构和连接轴,移动机构包括移动轨道和电动小车,移动轨道安装在机架的顶部,电动小车滑动设置在移动轨道内,夹紧机构设置在电动小车的正下方,电动小车和夹紧机构通过连接轴固定连接。
10、优选的,所述夹紧机构包括夹爪、活动块、连接板、安装板、传动块、四个连接杆和动力系统,夹爪具有四个,四个夹爪的中部分别与连接板的四个角铰接,活动块具有四个,四个活动块的一端分别与四个夹爪的顶部铰接,四个活动块的另一端分别通过四个连接杆与传动块传动连接,传动块安装在安装板的下部,动力系统固定安装在安装板的上部,动力系统的输出端与传动块传动连接。
11、优选的,所述活动块的上部设置有滑块,所述安装板上开设有四个滑槽,每两组滑槽在同一条直线上,活动块上的滑块与安装板上的滑槽相互配合。
12、优选的,所述动力系统包括第四气动推杆、齿条、固定滑座和齿轮,第四气动推杆固定安装在安装板上,第四气动推杆的输出端与齿条的一端固定连接,齿条滑动设置在固定滑座上,固定滑座固定安装在安装板上,齿轮与传动块固定连接,齿轮与齿条啮合。
13、本申请相比较于现有技术的有益效果是:
14、1.本申设置进料系统、上料系统、成型系统和出料系统,实现了轴瓦配件的自动化压制,提高生产效率;
15、2.本申请设置第一定位块、第二定位块、第一辅助压紧机构和第二辅助压紧机构,对铁皮毛料起到定位作用,提高了产品的合格率。
技术特征:
1.一种汽车轴瓦配件压制加工装置,其特征在于,包括机架(1)、进料系统(2)、上料系统(3)、成型系统(4)、出料系统(5),进料系统(2)固定设置在机架(1)的一侧,进料系统(2)包括带式传输机(2a)、电机(2b)和第一安装架(2c),带式传输机(2a)安装在第一安装架(2c)上,电机(2b)固定安装在第一安装架(2c)上,电机(2b)的输出端与带式传输机(2a)传动连接,带式传输机(2a)的输送末端与上料系统(3)连接,上料系统(3)包括备料台(3a)、第一气动推杆(3b)、第一推板(3d)和第二安装架(3e),第二安装架(3e)固定安装在机架(1)上,第一气动推杆(3b)固定安装在第二安装架(3e)上,第一气动推杆(3b)的输出端与第一推板(3d)固定连接,备料台(3a)固定安装在机架(1)上,第一推板(3d)与备料台(3a)滑动连接,成型系统(4)包括第二气动推杆(4a)、压块(4b)和定型底座(4c),第二气动推杆(4a)固定安装在机架(1)的上端,第二气动推杆(4a)的输出端与压块(4b)固定连接,定型底座(4c)设置在压块(4b)的下方固定安装在机架(1)上,定型底座(4c)上开设有定型槽(4c1),定型槽(4c1)尺寸与压块(4b)尺寸配合设置,出料系统(5)包括第三气动推杆(5a)和第二推板(5b),第三气动推杆(5a)设置在第二气动推杆(4a)的正下方,第三气动推杆(5a)固定安装在第二安装架(3e)上,第三气动推杆(5a)的输出端与第二推板(5b)固定连接,第二推板(5b)与定型底座(4c)上的定型槽(4c1)滑动连接。
2.根据权利要求1所述的一种汽车轴瓦配件压制加工装置,其特征在于,所述成型系统(4)还包括第一定位块(4d)和第二定位块(4e),第一定位块(4d)是l形状,第一定位块(4d)安装在定型底座(4c)上定型槽(4c1)的一侧,第二定位块(4e)是l形状,第二定位块(4e)安装在定型底座(4c)上定型槽(4c1)的另一侧。
3.根据权利要求1所述的一种汽车轴瓦配件压制加工装置,其特征在于,所述成型系统(4)还包括第一辅助压紧机构(4f)和第二辅助压紧机构(4g),第一辅助压紧机构(4f)设置在定型底座(4c)的一侧,第一辅助压紧机构(4f)包括第一支架(4f1)和第一弹性压紧块(4f2),第一支架(4f1)固定安装在定型底座(4c)的一侧,第一弹性压紧块(4f2)的一端与第一支架(4f1)固定连接,第一弹性压紧块(4f2)的另一端抵紧在定型底座(4c)上,第二辅助压紧机构(4g)设置在定型底座(4c)的另一侧,第二辅助压紧机构(4g)包括第二支架(4g1)和第二弹性压紧机构,第二支架(4g1)固定安装在定型底座(4c)的另一侧,第二弹性压紧机构的一端与第二支架(4g1)固定连接,第二弹性压紧机构的另一端抵紧在铁皮毛料上。
4.根据权利要求3所述的一种汽车轴瓦配件压制加工装置,其特征在于,所述第一弹性压紧块(4f2)包括第一导套(4f21)、第一压力弹簧(4f22)和第一压爪(4f23),第一压爪(4f23)的上端设置有第一导柱(4f231),第一导套(4f21)的一端固定安装在第一支架(4f1)上,第一导套(4f21)的另一端套设在第一导柱(4f231)上,第一导套(4f21)和第一压爪(4f23)通过第一压力弹簧(4f22)连接,所述第二弹性压紧块(4g2)包括第二导套(4g21)、第二压力弹簧(4g22)和第二压爪(4g23),第二压爪(4g23)的上端设置有第二导柱(4g231),第二导套(4g21)的一端固定安装在第二支架(4g1)上。
5.根据权利要求4所述的一种汽车轴瓦配件压制加工装置,其特征在于,所述第一辅助压紧机构(4f)还包括第一橡胶轮(4f24),第一橡胶轮(4f24)至少具有一个,第一橡胶轮(4f24)安装在第一压爪(4f23)的下部,所述第二辅助压紧机构(4g)还包括第二橡胶轮(4g24),第二橡胶轮(4g24)至少具有一个,第二橡胶轮(4g24)安装在第二压爪(4g23)的下部。
6.根据权利要求1所述的一种汽车轴瓦配件压制加工装置,其特征在于,所述出料系统(5)还包括第一辅助出料轨道(5c)和第二辅助出料轨道(5d),第一辅助出料轨道(5c)和第二辅助出料轨道(5d)分别对称设置在定型底座(4c)出料端的两侧,第一辅助出料轨道(5c)包括第一导轮安装座(5c1)和第一轨道轮(5c2),第一导轮安装座(5c1)固定安装在机架(1)上,第一轨道轮(5c2)安装在第一轨道轮(5c2)安装座上,第二辅助出料轨道(5d)包括第二导轮安装座(5d1)和第二轨道轮(5d2),第二导轮安装座(5d1)固定安装在机架(1)上,第二轨道轮(5d2)安装在第二轨道轮(5d2)安装座上。
7.根据权利要求6所述的一种汽车轴瓦配件压制加工装置,其特征在于,所述出料系统(5)还包括移料系统(5e),移料系统(5e)包括移动机构(5e1)、夹紧机构(5e2)和连接轴(5e3),移动机构(5e1)包括移动轨道(5e11)和电动小车(5e12),移动轨道(5e11)安装在机架(1)的顶部,电动小车(5e12)滑动设置在移动轨道(5e11)内,夹紧机构(5e2)设置在电动小车(5e12)的正下方,电动小车(5e12)和夹紧机构(5e2)通过连接轴(5e3)固定连接。
8.根据权利要求7所述的一种汽车轴瓦配件压制加工装置,其特征在于,所述夹紧机构(5e2)包括夹爪(5e21)、活动块(5e22)、连接板(5e23)、安装板(5e24)、传动块(5e25)、四个连接杆(5e26)和动力系统(5e27),夹爪(5e21)具有四个,四个夹爪(5e21)的中部分别与连接板(5e23)的四个角铰接,活动块(5e22)具有四个,四个活动块(5e22)的一端分别与四个夹爪(5e21)的顶部铰接,四个活动块(5e22)的另一端分别通过四个连接杆(5e26)与传动块(5e25)传动连接,传动块(5e25)安装在安装板(5e24)的下部,动力系统(5e27)固定安装在安装板(5e24)的上部,动力系统(5e27)的输出端与传动块(5e25)传动连接。
9.根据权利要求8述的一种汽车轴瓦配件压制加工装置,其特征在于,所述活动块(5e22)的上部设置有滑块(5e221),所述安装板(5e24)上开设有四个滑槽(5e241),每两组滑槽(5e241)在同一条直线上,活动块(5e22)上的滑块(5e221)与安装板(5e24)上的滑槽(5e241)相互配合。
10.根据权利要求8所述的一种汽车轴瓦配件压制加工装置,其特征在于,所述动力系统(5e27)包括第四气动推杆(5e271)、齿条(5e272)、固定滑座(5e273)和齿轮(5e274),第四气动推杆(5e271)固定安装在安装板(5e24)上,第四气动推杆(5e271)的输出端与齿条(5e272)的一端固定连接,齿条(5e272)滑动设置在固定滑座(5e273)上,固定滑座(5e273)固定安装在安装板(5e24)上,齿轮(5e274)与传动块(5e25)固定连接,齿轮(5e274)与齿条(5e272)啮合。
技术总结
本发明涉及加工装置领域,具体是涉及一种汽车轴瓦配件压制加工装置,包括机架、进料系统、上料系统、成型系统、出料系统,进料系统固定设置在机架的一侧,进料系统包括带式传输机、电机和第一安装架,带式传输机安装在第一安装架上,上料系统包括备料台、第一气动推杆、第一推板和第二安装架,成型系统包括第二气动推杆、压块和定型底座,定型底座上开设有定型槽,出料系统包括第三气动推杆和第二推板。本申设置进料系统、上料系统、成型系统和出料系统,实现了轴瓦配件的自动化压制,提高生产效率;本申请设置第一定位块、第二定位块、第一辅助压紧机构和第二辅助压紧机构,对铁皮毛料起到定位作用,提高了产品的合格率。
技术研发人员:陈振涛,章海
受保护的技术使用者:浙江海洋大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!