一种改善R2高速钢轧辊工作防打滑的方法与流程
本发明涉及高速钢轧辊防打滑,具体为一种改善r2高速钢轧辊工作防打滑的方法。
背景技术:
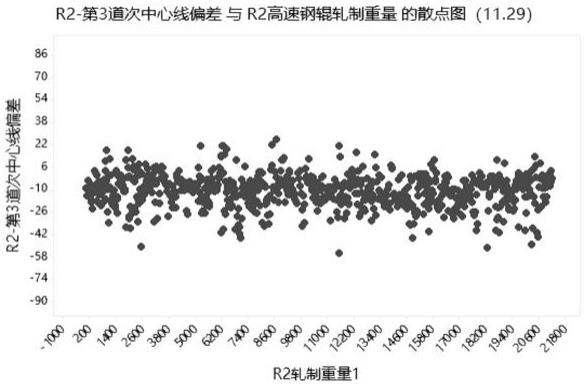
1、由于磨削工艺原因,传统热轧产线r2工作辊粗糙度均控制在3.1um以内。通过试验当r2高速钢辊粗糙度<3.1um,上机后会出现辊面辊面打滑现象(轧制吨位3500-6500吨严重),r2第3道次中心线偏差所示,严重影响轧制稳定性。
2、研国内股份1880热轧、武钢股份等少数钢厂在使用r2高速钢辊,现控制r2高速钢新辊粗糙度在2.5-3.0um,且一般在前8000吨轧制时,会出现打滑跑偏,影响轧制稳定性。接下来2次使用采用旧辊局部磨削,即保留上次轧辊中心粗糙辊面来控制打滑。但使用第3次时,还是需要将辊面全部磨削,当新辊采用粗糙度2.5-3.0um时,面临打滑风险,此时一般通过计划编排、粗轧减水降速等方式控制打滑,对轧制稳定性、成品质量有一定的风险影响。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种改善r2高速钢轧辊工作防打滑的方法,解决了上述背景技术中所存在的问题。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:一种改善r2高速钢轧辊工作防打滑的方法,包括以下步骤:
5、s1、将砂轮转速由10m/sec,逐步向8m/sec、7m/sec调整,并验证砂轮极限最小砂轮转速,随着砂轮转速减少,粗糙度会越来越大,试验对应3.1um、3.5um、3.7um;
6、s2、将最后磨削光刀次数由1次,调整为2次,辊面磨削粗糙度会更均匀,磨削程度更彻底;
7、s3、连续进刀由0.048mm逐步调整至0.060mm,最后光刀节段辊面粗超度变大,对应整个辊面3.7um逐步提升至>4.1um。
8、(三)有益效果
9、本发明提供了一种改善r2高速钢轧辊工作防打滑的方法,具备以下有益效果:
10、本发明通过对砂轮转速、连续进刀、磨削道次进行调试,粗糙度成功突破>3.7um,并稳定>4.0um,通过验证在机试验有效改善了r2工作打滑难题,使r2高速钢辊轧制稳定受控。
技术特征:
1.一种改善r2高速钢轧辊工作防打滑的方法,其特征在于,包括以下步骤:
技术总结
本发明涉及高速钢轧辊防打滑技术领域,且公开了一种改善R2高速钢轧辊工作防打滑的方法,包括以下步骤:S1、将砂轮转速由10m/sec,逐步向8m/sec、7m/sec调整,并验证砂轮极限最小砂轮转速,随着砂轮转速减少,粗糙度会越来越大,试验对应3.1um、3.5um、3.7um;S2、将最后磨削光刀次数由1次,调整为2次,辊面磨削粗糙度会更均匀,磨削程度更彻底;S3、连续进刀由0.048mm逐步调整至0.060mm,最后光刀节段辊面粗超度变大,对应整个辊面3.7um逐步提升至>4.1um。本发明通过对砂轮转速、连续进刀、磨削道次进行调试,粗糙度成功突破>3.7um,并稳定>4.0um,通过验证在机试验有效改善了R2工作打滑难题,使R2高速钢辊轧制稳定受控。
技术研发人员:曾龙华,赵毅,李自强,吴真权,王波,赵金凯
受保护的技术使用者:宝钢湛江钢铁有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!