一种高效的磁组件加工设备的制作方法
1.本发明涉及磁组件技术领域,具体涉及一种高效的磁组件加工设备。
背景技术:
2.磁组件作为一种小型断路器内常用的配件,其包括线圈、接线板与静触头,在加工磁组件时需要将线圈两端的引脚分别和线圈与接线板焊接,为了提升磁组件的加工效率,通常采用自动化设备来进行加工,现有技术中的磁组件加工设备一般设置转盘且在转盘边缘设置夹具,将磁组件在逐个工站中传递并进行装配及焊接,但是现有转盘上缺少对各夹具实时检测监控的装置,无法及时检测出故障进行排除,影响生产效率,而且缺少用来对线圈、接线板与静触头进行送料的高效送料工站,整个设备加工效率低且无法保证成品质量。
技术实现要素:
3.本发明的目的是为了克服现有技术存在的缺点和不足,而提供一种高效的磁组件加工设备。
4.本发明所采取的技术方案如下:一种高效的磁组件加工设备,所述磁组件包括接线板、静触头与线圈,所述线圈一端延伸有第一引脚与接线板焊接,另一端延伸有第二引脚与静触头焊接,其包括主转盘与驱动主转盘转动的主转盘驱动装置,所述主转盘的边缘安装有多个磁组件夹具,所述主转盘外侧依次设置有接线板送料工站、静触头送料工站、线圈送料工站、第一焊接工站、第二焊接工站、出料工站、控制系统以及警示器,并由磁组件夹具将半成品在上述工站中依次传递,所述主转盘上设置有副转盘与驱动副转盘转动的副转盘驱动装置,所述副转盘边缘安装有与所述控制系统连接的接线板与静触头检测装置、线圈定位与检测装置、成品检测装置和夹具检测装置,所述接线板与静触头检测装置位于静触头送料工站与线圈送料工站之间,所述线圈定位与检测装置位于线圈送料工站与第一焊接工站之间,所述成品检测装置位于第二焊接工站与出料工站之间,所述夹具检测装置位于出料工站与接线板送料工站之间;所述磁组件夹具包括有接线板夹持机构、线圈夹持机构与静触头夹持机构;所述接线板送料工站包括有接线板振动盘、接线板输送机构、接线板直线错位机构与接线板夹取机构,所述接线板输送机构一端与接线板振动盘连接,另一端与接线板直线错位机构联动,所述接线板直线错位机构将接线板输送机构上的接线板顶起供接线板夹取机构夹取并移动至磁组件夹具的接线板夹持机构;所述静触头送料工站包括有静触头振动盘、静触头输送机构、静触头旋转错位机构、静触头推入机构与静触头夹取机构,所述静触头输送机构一端与静触头振动盘连接,另一端与静触头旋转错位机构联动,所述静触头旋转错位机构将静触头输送机构上的静触头旋转错位至静触头推入机构,由其将静触头推动至供静触头夹取机构夹取并移动至磁组件夹具的静触头夹持机构;所述线圈送料工站包括有线圈振动盘、线圈输送机构、线圈翻转机构与线圈夹取
机构,所述线圈输送机构一端与线圈振动盘连接,另一端与线圈翻转机构联动,所述线圈翻转机构夹取线圈输送机构上的线圈翻转至供线圈夹取机构夹取并移动至磁组件夹具的线圈夹持机构;所述第一焊接工站用于对静触头与第二引脚进行焊接,所述第二焊接工站用于对接线板与第一引脚进行焊接;所述出料工站包括有出料旋转夹手、接料管道、分料机构与多个储料容器,所述出料旋转夹手具有对磁组件夹具上的磁组件夹取的抓取位置和将抓取的磁组件丢入接料管道的出料位置,所述控制系统控制分料机构将磁组件分别放入不同的储料容腔。
5.所述磁组件夹具包括有基座与夹具驱动件,所述接线板夹持机构包括有设置在基座一侧的接线板固定块,所述基座与接线板固定块之间设置有接线板活动块,所述接线板活动块底部与基座之间设置有用于弹性支撑接线板活动块的弹性组件,所述接线板活动块上设置有接线板限位部与接线板夹持组件,所述接线板夹持组件包括有接线板夹持块、铰接于接线板夹持块的接线板压块与接线板联动块,所述接线板联动块与接线板夹持块之间设置有接线板齿轮,所述接线板联动块与接线板夹持块上均设置有与所述接线板齿轮配合的直齿部,所述接线板联动块与所述夹具驱动件连接,所述接线板活动块内设置有供接线板联动块与接线板夹持块滑移的接线板通道;所述线圈夹持机构包括有设置在基座上的线圈固定夹块与铰接在基座上的线圈活动夹块,所述线圈活动夹块一端与基座之间设置有线圈弹性件;所述静触头夹持机构包括有设置在基座内的静触头夹持块、铰接在静触头夹持块上的静触头压块、静触头限位块、第一静触头齿轮、第二静触头齿轮、第一静触头联动块与第二静触头联动块,所述静触头夹持块与第一静触头联动块均设置有与第一静触头齿轮配合的直齿部,所述静触头限位块与第二静触头联动块均设置有与第二静触头齿轮配合的直齿部,所述第一静触头联动块与第二静触头联动块均与夹具驱动件连接,所述基座内设置有供静触头夹持块、静触头限位块、第一静触头联动块与第二静触头联动块滑移的静触头通道。
6.还包括有与所述线圈活动夹块联动的线圈夹持打开组件,所述线圈夹持打开组件包括有张开支架、铰接在张开支架上的张开打铁和驱动张开打铁的驱动电机。
7.所述接线板输送机构包括有接线板直振装置与设置在接线板直振装置上的接线板直振轨道,所述接线板直振轨道设置有与控制系统连接的接线板满料检测装置,所述接线板直振轨道设置有与接线板适配的接线板限位槽;所述接线板直线错位机构包括有设置在接线板直振轨道一端的接线板错位板、与接线板错位板连接的接线板滑块、设置有滑轨的接线板安装板以及用于驱动接线板滑块在滑轨上移动的接线板驱动件,所述接线板错位板上设置有与接线板适配的接线板错位槽,所述接线板错位槽一侧设置有与控制系统连接的接线板检测装置;所述接线板夹取机构包括有可横向调节与纵向调节的接线板调节底座,所述接线板调节底座上设置有接线板夹持手。
8.所述静触头输送机构包括有静触头直振装置与设置在静触头直振装置上的静触头直振轨道,所述静触头直振轨道上设置有与控制系统连接的静触头满料检测装置,所述静触头直振轨道上设置有与静触头适配的静触头限位槽;
所述静触头旋转错位机构包括有错位转盘、驱动错位转盘旋转的静触头驱动件和静触头固定板,所述错位转盘上设置有与静触头适配的第一错位通槽,所述静触头推入机构包括有与第一错位通槽适配的错位推片和驱动错位推片移动的错位驱动件,所述静触头固定板设置有静触片夹持槽和用于供错位推片穿过的第二错位通槽,所述静触头夹取机构包括有可横向调节与纵向调节的静触头调节底座,所述静触头调节底座上设置有静触头夹持手。
9.所述线圈输送机构包括有线圈直振装置与设置在线圈直振装置上的线圈直振轨道,所述线圈直振轨道上设置有线圈限位杆和与控制系统连接的线圈检测装置,所述线圈翻转机构包括有线圈翻转电机和与线圈翻转电机连接的线圈翻转块,所述线圈翻转块上设置有线圈抓取夹爪,所述线圈夹取机构包括有可横向调节与纵向调节的线圈调节底座,所述线圈调节底座上设置有线圈夹持手。
10.所述接线板与静触头检测装置用于检测经过的磁组件夹具上是否有接线板与静触头,并将信号反馈至控制系统进行对应操作;所述线圈定位与检测装置用于检测经过的磁组件夹具上是否有线圈以及将线圈相对接线板与静触头位置进行校准,并将信号反馈至控制系统进行对应操作;所述成品检测装置用于检测经过的磁组件夹具上磁组件是否存在缺陷,若检测不合格,将信号反馈至控制系统控制出料旋转夹手将其丢入储存废料的储料容腔;所述夹具检测装置用于检测经过的磁组件夹具上是否为空的。
11.所述线圈定位与检测装置包括与所述副转盘连接的检测支架,所述检测支架上设置有检测滑轨与检测滑块,所述检测滑块上设置有检测安装板,所述线圈定位与检测装置包括设置在检测安装板上线圈检测器与设置在线圈检测器两侧的线圈引脚定位杆,所述线圈引脚定位杆靠近磁组件夹具一端设置有引脚定位槽。
12.所述副转盘还设置有焊接辅助夹持机构,所述焊接辅助夹持机构包括有夹持底座,所述夹持底座上设置有夹持滑轨,所述夹持滑轨设置有第一夹持滑块与第二夹持滑块,所述第一夹持滑块与第二夹持滑块上均设置有限位夹块。
13.所述出料旋转夹手包括可横向调节与纵向调节的出料调节底座,所述出料调节底座上设置有旋转夹持手,所述分料机构包括有若干分料管道以及与个分料管道连接的分料驱动组件,所述分料驱动组件用于推动分料管道移动使不同的分料管道与接料管道对接。
14.本发明的有益效果如下:本发明中设置有多种检测装置对整个加工过程进行有效检测与实时监控,而且将检测装置设置在副转盘上,在主转盘转动时可自转保持各检测装置与各工站之间的相对位置不变,提升设备加工稳定性,提高成品质量,同时设置有线圈、接线板与静触头的高效送料工站,各送料工站均采用振动盘整料,再由直振装置配合对应轨道及进行输送,之后设置有专门的机构将不规则形状的各零件呈水平状态放置到夹具的相应位置进行焊接,提升焊接的稳定性与准确率,提高加工效率。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,根据
这些附图获得其他的附图仍属于本发明的范畴。
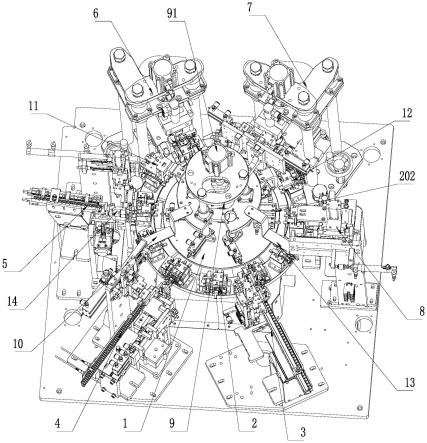
16.图1为本发明的示意图;图2为本发明中接线板送料工站的示意图;图3为本发明中接线板送料工站的局部示意图一;图4为本发明中接线板送料工站的局部示意图二;图5为本发明中静触头送料工站的示意图;图6为本发明中静触头送料工站的部分示意图;图7为本发明中线圈送料工站的示意图;图8为本发明中磁组件夹具的部分爆炸图;图9为本发明中磁组件夹具的示意图;图10为本发明中线圈定位与检测装置的示意图;图11为本发明中线圈夹持打开组件与磁组件夹具配合的示意图;图12为本发明中焊接辅助夹持机构的示意图;图13为本发明中出料工站的局部示意图一;图14为本发明中出料工站的局部示意图二;图15为本发明中磁组件的示意图。
具体实施方式
17.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。
18.需要说明的是,本发明实施例中所有使用“第一”和“第二”的表述均是为了区分两个相同名称非相同的实体或者非相同的参量,可见“第一”“第二”仅为了表述的方便,不应理解为对本发明实施例的限定,后续实施例对此不再一一说明。
19.本发明所提到的方向和位置用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「内」、「外」、「顶部」、「底部」、「侧面」等,仅是参考附图的方向或位置。因此,使用的方向和位置用语是用以说明及理解本发明,而非对本发明保护范围的限制。
20.如图1至图15所示,为本发明提供的一种实施例图中各振动盘未画出:一种高效的磁组件加工设备,所述磁组件包括接线板a1、静触头a2与线圈a3,所述线圈a3一端延伸有第一引脚a31与接线板a1焊接,另一端延伸有第二引脚a32与静触头a2焊接。
21.本加工设备包括主转盘1与驱动主转盘1转动的主转盘驱动装置,主转盘驱动装置采用本领域常用的驱动机构,比如电机配合带轮传动与齿轮传动使主转盘旋转,所述主转盘1的边缘安装有多个磁组件夹具2,所述主转盘1外侧依次设置有接线板送料工站3、静触头送料工站4、线圈送料工站5、第一焊接工站6、第二焊接工站7、出料工站8、控制系统以及警示器,并由磁组件夹具2将半成品在上述工站中依次传递,其中警示器与控制系统连接,警示器可以为警报灯、警示音等。
22.所述主转盘1上设置有副转盘9与驱动副转盘9转动的副转盘驱动装置91,所述副转盘9边缘安装有与所述控制系统连接的接线板与静触头检测装置10、线圈定位与检测装置11、成品检测装置12和夹具检测装置13,所述接线板与静触头检测装置10位于静触头送料工站4与线圈送料工站5之间,所述线圈定位与检测装置11位于线圈送料工站5与第一焊
接工站6之间,所述成品检测装置12位于第二焊接工站7与出料工站8之间,所述夹具检测装置13位于出料工站8与接线板送料工站3之间;多种检测装置对整个加工过程进行有效检测与实时监控,而且将检测装置设置在副转盘上,在主转盘转动时可自转保持各检测装置与各工站之间的相对位置不变,提升设备加工稳定性,提高成品质量。
23.所述磁组件夹具2包括有接线板夹持机构、线圈夹持机构与静触头夹持机构;磁组件夹具2作为整个设备联动的基准,将磁组件逐个在工站中传递并进行装配及焊接。
24.所述接线板送料工站3包括有接线板振动盘、接线板输送机构32、接线板直线错位机构33与接线板夹取机构34,所述接线板输送机构32一端与接线板振动盘连接,另一端与接线板直线错位机构33联动,所述接线板直线错位机构33将接线板输送机构32上的接线板顶起供接线板夹取机构34夹取并移动至磁组件夹具2的接线板夹持机构;所述静触头送料工站4包括有静触头振动盘、静触头输送机构42、静触头旋转错位机构43、静触头推入机构44与静触头夹取机构45,所述静触头输送机构42一端与静触头振动盘连接,另一端与静触头旋转错位机构43联动,所述静触头旋转错位机构43将静触头输送机构42上的静触头旋转错位至静触头推入机构44,由其将静触头推动至供静触头夹取机构45夹取并移动至磁组件夹具2的静触头夹持机构;所述线圈送料工站5包括有线圈振动盘、线圈输送机构52、线圈翻转机构53与线圈夹取机构54,所述线圈输送机构52一端与线圈振动盘连接,另一端与线圈翻转机构53联动,所述线圈翻转机构53夹取线圈输送机构52上的线圈翻转至供线圈夹取机构54夹取并移动至磁组件夹具2的线圈夹持机构;本设备设置有线圈、接线板与静触头的高效送料工站,各送料工站均采用振动盘整料,再由直振装置配合对应轨道及进行输送,由于线圈、接线板与静触头均为不规则形状,在经过振动盘整料后会以不同状态在对应输送机构上输送,为了便于在磁组件夹具上焊接,最好将接线板与静触头均水平放置,再将线圈放置在上面,保证焊接稳定性,因此设置有专门的机构使各零件呈水平状态安装到夹具的相应位置,可以保证成品的质量。
25.所述第一焊接工站6用于对静触头与第二引脚进行焊接,所述第二焊接工站7用于对接线板与第一引脚进行焊接;焊接工站采用本领域中焊接精度高、稳定性好的焊接装置,由于焊接时比较消耗时间,因此设置两个焊接工站分工焊接,不要焊接完一处再移动至另一处焊接,提升焊接效率,还能避免焊接头在移动过程中导致焊接位置偏差,保证产品的一致性。
26.所述出料工站8包括有出料旋转夹手81、接料管道82、分料机构83与多个储料容器,所述出料旋转夹手81具有对磁组件夹具2上的磁组件夹取的抓取位置和将抓取的磁组件丢入接料管道82的出料位置,所述控制系统控制分料机构83将磁组件分别放入不同的储料容腔,储料容腔有成品储料容腔、废品储料容腔等。
27.所述磁组件夹具2包括有基座201与夹具驱动件202,夹具驱动件202采用气缸或者液压缸,所述接线板夹持机构包括有设置在基座201一侧的接线板固定块203,所述基座201与接线板固定块203之间设置有接线板活动块204,所述接线板活动块204底部与基座201之间设置有用于弹性支撑接线板活动块204的弹性组件205,弹性组件205包括固定柱与套设在固定柱上的弹簧,所述接线板活动块204上设置有接线板限位部206与接线板夹持组件207,所述接线板夹持组件207包括有接线板夹持块208、铰接于接线板夹持块208的接线板压块209与接线板联动块210,所述接线板联动块210与接线板夹持块208之间设置有接线板
齿轮211,所述接线板联动块210与接线板夹持块208上均设置有与所述接线板齿轮211配合的直齿部212,所述接线板联动块210与所述夹具驱动件202连接,所述接线板活动块204内设置有供接线板联动块210与接线板夹持块208滑移的接线板通道213;在接线板夹取机构34将接线板夹取移动时,夹具驱动件202驱动接线板联动块210前移,通过齿轮与齿条部的配合,接线板夹持块208会后移,接线板夹取机构34即可将接线板放置在接线板限位部206上,之后夹具驱动件202驱动接线板联动块210后移,接线板压块209会抵压在接线板上。
28.所述线圈夹持机构包括有设置在基座201上的线圈固定夹块214与铰接在基座201上的线圈活动夹块215,所述线圈活动夹块215一端与基座1之间设置有线圈弹性件216;本装置还包括有与所述线圈活动夹块215联动的线圈夹持打开组件14,所述线圈夹持打开组件14包括有张开支架141、铰接在张开支架141上的张开打铁142和驱动张开打铁142的驱动电机143。在本实施例中,线圈夹持打开组件14有两个,一个设置在线圈送料工站5处,在线圈夹取机构54抓取线圈时,驱动电机143驱动张开打铁142挤压线圈活动夹块215下部,使线圈活动夹块215与线圈固定夹块214分离,这样就能无阻碍的将线圈的螺旋部放入线圈固定夹块214与线圈活动夹块215之间,可以避免线圈夹取机构54直接将线圈按压进入线圈固定夹块214与线圈活动夹块215之间导致线圈被挤压变形,影响成品质量;另一个线圈夹持打开组件14设置在出料工站8处。
29.所述静触头夹持机构包括有设置在基座201内的静触头夹持块217、铰接在静触头夹持块217上的静触头压块218、静触头限位块219、第一静触头齿轮220、第二静触头齿轮221、第一静触头联动块222与第二静触头联动块223,所述静触头夹持块217与第一静触头联动块222均设置有与第一静触头齿轮220配合的直齿部,所述静触头限位块219与第二静触头联动块223均设置有与第二静触头齿轮221配合的直齿部,所述第一静触头联动块222与第二静触头联动块223均与夹具驱动件202连接,所述基座201内设置有供静触头夹持块217、静触头限位块219、第一静触头联动块222与第二静触头联动块223滑移的静触头通道224;在静触头夹取机构45抓取静触头时,夹具驱动件202驱动第一静触头联动块222与第二静触头联动块223同时前移,在齿轮与直齿部的配合下,静触头夹持块217与静触头限位块219后移,此时即可将静触头无阻碍的放置在基座201的静触头限位部中,静触头限位部为使静触头保持水平状态的限位凹槽,之后夹具驱动件202驱动第一静触头联动块222与第二静触头联动块223同时后移,静触头压块218与静触头限位块219前移对静触头进行固定。
30.所述接线板输送机构32包括有接线板直振装置321与设置在接线板直振装置321上的接线板直振轨道322,其中接线板直振装置321与接线板直振轨道322的上料结构为本领域常用的结构,所述接线板直振轨道322设置有与控制系统连接的接线板满料检测装置323,所述接线板直振轨道322设置有与接线板适配的接线板限位槽324,接线板满料检测装置323在检测到接线板直振轨道322上无法在存放接线板时会阻断接线板振动盘供料;所述接线板直线错位机构33包括有设置在接线板直振轨道322一端的接线板错位板331、与接线板错位板331连接的接线板滑块332、设置有滑轨的接线板安装板333以及用于驱动接线板滑块332在滑轨上移动的接线板驱动件334,所述接线板错位板331上设置有与接线板适配的接线板错位槽335,所述接线板错位槽335一侧设置有与控制系统连接的接线板检测装置336;所述接线板夹取机构34包括有可横向调节与纵向调节的接线板调节底座341,所述接线板调节底座341上设置有接线板夹持手342,接线板错位板331可以升起将接线板顶到接
线板夹持手342处。
31.所述静触头输送机构42包括有静触头直振装置421与设置在静触头直振装置421上的静触头直振轨道422,所述静触头直振轨道422上设置有与控制系统连接的静触头满料检测装置423,所述静触头直振轨道422上设置有与静触头适配的静触头限位槽424;所述静触头旋转错位机构43包括有错位转盘431、驱动错位转盘431旋转的静触头驱动件432和静触头固定板433,所述错位转盘431上设置有与静触头适配的第一错位通槽434,所述静触头推入机构44包括有与第一错位通槽434适配的错位推片441和驱动错位推片441移动的错位驱动件442,所述静触头固定板433设置有静触片夹持槽434和用于供错位推片441穿过的第二错位通槽435,所述静触头夹取机构45包括有可横向调节与纵向调节的静触头调节底座451,所述静触头调节底座451上设置有静触头夹持手452,送料时,第一错位通槽434与静触头限位槽424对齐,静触头输送机构42将静触头输送至第一错位通槽434内,静触头驱动件432使错位转盘431旋转,让第一错位通槽434与错位推片441对齐,错位驱动件442将静触片向前推动移动穿过第二错位通槽435至静触片夹持槽434。
32.所述线圈输送机构52包括有线圈直振装置521与设置在线圈直振装置521上的线圈直振轨道522,所述线圈直振轨道522上设置有线圈限位杆523和与控制系统连接的线圈检测装置524,所述线圈翻转机构53包括有线圈翻转电机531和与线圈翻转电机531连接的线圈翻转块532,所述线圈翻转块532上设置有线圈抓取夹爪533,所述线圈夹取机构54包括有可横向调节与纵向调节的线圈调节底座541,所述线圈调节底座541上设置有线圈夹持手542,线圈抓取夹爪533抓取线圈直振轨道522上的线圈,通过线圈翻转电机531翻转,再由线圈夹持手542夹持移动至磁组件夹具上2。
33.在本实施例中,检测装置可以采用ccd视觉检测或者红外距离检测等本领域常用的检测装置,所述接线板与静触头检测装置10用于检测经过的磁组件夹具上是否有接线板与静触头,并将信号反馈至控制系统进行对应操作,具体的,若无接线板与静触头,则直接转过后续工站,到对应送料工站;所述线圈定位与检测装置11用于检测经过的磁组件夹具上是否有线圈、以及将线圈相对接线板与静触头位置进行校准,若检测到无线圈,则直接转过后续工站,到线圈送料工站;所述成品检测装置12用于检测经过的磁组件夹具上磁组件是否存在缺陷,如焊点不符合,若检测不合格,将信号反馈至控制系统控制出料旋转夹手将其丢入储存废料的储料容腔;所述夹具检测装置13用于检测经过的磁组件夹具上是否为空的。
34.所述线圈定位与检测装置11包括与所述副转盘9连接的检测支架111,所述检测支架111上设置有检测滑轨112与检测滑块113,所述检测滑块113上设置有检测安装板114,所述线圈定位与检测装置11包括设置在检测安装板114上线圈检测器115与设置在线圈检测器115两侧的线圈引脚定位杆116,所述线圈引脚定位杆116靠近磁组件夹具2一端设置有引脚定位槽117,保证焊接位置准确。
35.所述副转盘9还设置有焊接辅助夹持机构91,所述焊接辅助夹持机构91包括有夹持底座911,所述夹持底座911上设置有夹持滑轨912,所述夹持滑轨912设置有第一夹持滑块913与第二夹持滑块914,所述第一夹持滑块913与第二夹持滑块914上均设置有限位夹块
915,且在焊接辅助夹持机构91上还设置有通电检测装置,通过限位夹块915将电流通入焊接后的磁组件。
36.所述出料旋转夹手81包括可横向调节与纵向调节的出料调节底座811,所述出料调节底座811上设置有旋转夹持手812,所述分料机构83包括有若干分料管道831以及与个分料管道831连接的分料驱动组件832,所述分料驱动组件832用于推动分料管道移动使不同的分料管道与接料管道82对接;在本实施例中,可横向调节与纵向调节的调节底座可采用气缸配合滑轨与滑块,为本领域常用的结构,不做详述。
37.以上所揭露的仅为本发明较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1