一种锅形靶材和法兰的连接方法与流程
1.本发明涉及靶材领域,具体涉及一种锅形靶材和法兰的连接方法。
背景技术:
2.hcm系列靶材是一种锅形异形靶材,锅体部分为溅射区域,材质通常为铜、钽等。此类靶材在使用过程中通过法兰与机台装配,但是由于法兰和靶材的材质往往并不相同,尤其是钽锅形靶材和钛法兰,二者的熔点差异很大,钽的熔点高达2995℃,而钛的熔点只有1660℃,常用的焊接方法通常为电子束焊接、热等静压焊接与电子束焊接混合使用等,较难在异形靶材中连接两种材料,并且焊缝形貌比较差,焊接结合率比较低。
3.cn114713960a公开了一种锅型靶材的焊接方法,所述焊接方法包括将支撑件和锅型靶材采用电子束焊接;所述支撑件从外到内依次包括第一环和第二环;所述第二环的材质与所述锅型靶材的材质相同;所述锅型靶材设置有环形台阶;所述环形台阶的内圆直径<所述第二环的内圆直径。该方法虽然可以将靶材和支撑件连接,但是本质上还是无法克服异种金属熔点不同的问题,无法进一步提升焊接结合率。
4.cn114603243a公开了一种锅型靶材的焊接方法,焊接方法包括:将锅型靶材和支撑件采用电子束进行焊接,焊接中材质熔点高的焊接面设置有斜面;斜面的竖直长度为4-7mm;斜面的高度为0.2-0.5mm;电子束焊接包括第一焊接、第二焊接、第三焊接和第四焊接;第一焊接为对非斜面的焊接面进行焊接;第二焊接为对距离斜面0.4-0.8mm的端面进行焊接;第三焊接为对距离斜面0.6-1.2mm的端面进行焊接;第四焊接为对锅型靶材和支撑件间的缝隙进行焊接。该方法采用斜面结构促进钽靶材和钛支撑件高效焊接,但是由于钽和钛的熔点差距较大,难以进一步提升焊接结合率。
5.因此,提供一种锅形靶材和法兰的连接方法具有重要意义。
技术实现要素:
6.针对以上问题,本发明的目的在于提供一种锅形靶材和法兰的连接方法,与现有技术相比,本发明提供的连接方法操作简单,焊接结合率高,并且焊缝形貌良好。
7.为达到此发明目的,本发明采用以下技术方案:
8.本发明提供一种锅形靶材和法兰的连接方法,所述连接方法包括以下步骤:
9.(1)沿锅形靶材的锅体外壁的周向加工一圈圆形的装配槽;
10.(2)将法兰进行机加工,然后沿法兰的径向均分,得到形状完全相同第一法兰和第二法兰;所述第一法兰和第二法兰的形状均为半圆形;
11.(3)将步骤(2)得到的所述第一法兰和第二法兰分为左右两部分插入步骤(1)得到的所述装配槽中,然后依次进行第一电子束焊接、第二电子束焊接和第三电子束焊接,得到连接法兰的锅形靶材。
12.本发明提供的连接方法通过将第一法兰和第二法兰插入装配槽中,然后依次进行第一电子束焊接、第二电子束焊接和第三电子束焊接,焊接点为第一法兰和第二法兰的连
接处,由此可见,本发明通过设计装配槽可以将靶材和法兰的焊接转化为第一法兰和第二法兰之间的焊接,而法兰和靶材通过插入的方式进行有效连接,克服了靶材和法兰熔点不同造成焊接不良的问题,本发明中第一法兰和第二法兰之间的焊接结合率远大于靶材和法兰之间的焊接结合率。
13.优选地,步骤(1)所述锅形靶材的材质包括钽。
14.优选地,步骤(1)所述装配槽的深度为3.5-4.5mm,例如可以是3.5mm、3.6mm、3.7mm、3.8mm、3.9mm、4mm、4.1mm、4.2mm、4.3mm、4.4mm或4.5mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
15.优选地,步骤(1)所述装配槽的直径为396-400mm,例如可以是396mm、397mm、398mm、399mm或400mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
16.优选地,步骤(2)所述法兰的材质包括钛。
17.优选地,步骤(2)所述第一法兰和第二法兰的外径均为468-472mm,例如可以是468mm、469mm、470mm、471mm或472mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
18.优选地,所述第一法兰和第二法兰的高度均为28-32mm,例如可以是28mm、29mm、30mm、31mm或32mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
19.优选地,步骤(3)所述第一电子束焊接包括:对第一法兰和第二法兰超出装配槽部分的上端连接处进行第一电子束焊接。
20.优选地,所述第一电子束焊接的束流为70-80ma,例如可以是70ma、72ma、74ma、76ma、78ma或80ma,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
21.本发明优选控制第一电子束焊接的束流在特定范围,可以进一步提升焊接结合率。
22.优选地,所述第一电子束焊接的线速度为15-20mm/s,例如可以是15mm/s、16mm/s、17mm/s、18mm/s、19mm/s或20mm/s,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
23.本发明优选控制第一电子束焊接的线速度在特定范围,可以进一步提升焊接结合率。
24.优选地,步骤(3)所述第二电子束焊接包括:对第一法兰和第二法兰超出装配槽部分的下端连接处进行第二电子束焊接。
25.优选地,所述第二电子束焊接的束流为70-80ma,例如可以是70ma、72ma、74ma、76ma、78ma或80ma,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
26.本发明优选控制第二电子束焊接的束流在特定范围,可以进一步提升焊接结合率。
27.优选地,所述第二电子束焊接的线速度为15-20mm/s,例如可以是15mm/s、16mm/s、17mm/s、18mm/s、19mm/s或20mm/s,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
28.本发明优选控制第二电子束焊接的线速度在特定范围,可以进一步提升焊接结合率。
29.优选地,步骤(3)所述第三电子束焊接包括:对第一法兰和第二法兰侧面的连接处
进行第三电子束焊接。
30.优选地,所述第三电子束焊接的束流为70-80ma,例如可以是70ma、72ma、74ma、76ma、78ma或80ma,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
31.本发明优选控制第三电子束焊接的束流在特定范围,可以进一步提升焊接结合率。
32.优选地,所述第三电子束焊接的线速度为15-20mm/s,例如可以是15mm/s、16mm/s、17mm/s、18mm/s、19mm/s或20mm/s,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
33.本发明优选控制第三电子束焊接的线速度在特定范围,可以进一步提升焊接结合率。
34.作为本发明的优选技术方案,所述连接方法包括以下步骤:
35.(1)沿锅形靶材的锅体外壁的周向加工一圈圆形的装配槽,所述锅形靶材的材质包括钽,所述装配槽的深度为3.5-4.5mm,直径为396-400mm;
36.(2)将法兰进行机加工,然后沿法兰的径向均分,得到形状完全相同第一法兰和第二法兰,所述第一法兰和第二法兰的形状均为半圆形,所述法兰的材质包括钛,所述第一法兰和第二法兰的外径均为468-472mm,所述第一法兰和第二法兰的高度均为28-32mm;
37.(3)将步骤(2)得到的所述第一法兰和第二法兰分为左右两部分插入步骤(1)得到的所述装配槽中,然后在束流为70-80ma,线速度为15-20mm/s的条件下对第一法兰和第二法兰超出装配槽部分的上端连接处进行第一电子束焊接,再在束流为70-80ma,线速度为15-20mm/s的条件下对第一法兰和第二法兰超出装配槽部分的下端连接处进行第二电子束焊接,之后在束流为70-80ma,线速度为15-20mm/s的条件下对第一法兰和第二法兰侧面的连接处进行第三电子束焊接,得到连接法兰的锅形靶材。
38.相对于现有技术,本发明具有以下有益效果:
39.本发明提供的锅形靶材和法兰的连接方法通过将第一法兰和第二法兰插入装配槽中,然后依次进行第一电子束焊接、第二电子束焊接和第三电子束焊接,能够克服靶材和法兰熔点不同导致焊接结合率下降的问题,并且焊缝形貌良好,出现缺陷的概率大大降低,第一法兰和第二法兰的焊接结合率可以达到86%以上,在较优条件下,可以达到100%。
附图说明
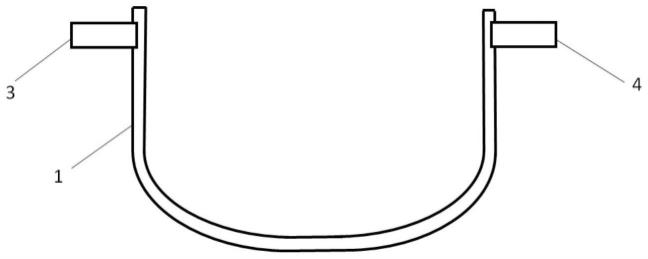
40.图1是本发明实施例1中所述锅形靶材和法兰的连接示意图;
41.图2是本发明实施例1中所述含有装配槽的锅形靶材的示意图;
42.图3是本发明实施例1中所述第一法兰和第二法兰的结构示意图;
43.其中:1-锅形靶材;2-装配槽;3-第一法兰;4-第二法兰。
具体实施方式
44.下面通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
45.实施例1
46.本实施例提供一种锅形靶材和法兰的连接方法,所述连接方法包括以下步骤:
47.(1)沿锅形靶材1的锅体外壁的周向加工一圈圆形的装配槽2,所述锅形靶材1的材质为钽,所述含有装配槽2的锅形靶材1的示意图如图2所示,所述装配槽2的深度为4mm,直径为398.4mm;
48.(2)将法兰进行机加工,然后沿法兰的径向均分,得到形状完全相同第一法兰3和第二法兰4,所述第一法兰3和第二法兰4的结构示意图如图3所示,所述第一法兰3和第二法兰4的形状均为半圆形,所述法兰的材质为钛,所述第一法兰3和第二法兰4的外径均为470mm,所述第一法兰3和第二法兰4的高度均为30mm;
49.(3)将步骤(2)得到的所述第一法兰3和第二法兰4分为左右两部分插入步骤(1)得到的所述装配槽2中,所述锅形靶材1和法兰的连接示意图如图1所示,然后在束流为75ma,线速度为17mm/s的条件下对第一法兰3和第二法兰4超出装配槽2部分的上端连接处进行第一电子束焊接,再在束流为75ma,线速度为17mm/s的条件下对第一法兰3和第二法兰4超出装配槽2部分的下端连接处进行第二电子束焊接,之后在束流为75ma,线速度为17mm/s的条件下对第一法兰3和第二法兰4侧面的连接处进行第三电子束焊接,得到连接法兰的锅形靶材1。
50.实施例2
51.本实施例提供一种锅形靶材和法兰的连接方法,所述连接方法包括以下步骤:
52.(1)沿锅形靶材的锅体外壁的周向加工一圈圆形的装配槽,所述锅形靶材的材质为钽,所述装配槽的深度为3.5mm,直径为400mm;
53.(2)将法兰进行机加工,然后沿法兰的径向均分,得到形状完全相同第一法兰和第二法兰,所述第一法兰和第二法兰的形状均为半圆形,所述法兰的材质为钛,所述第一法兰和第二法兰的外径均为468mm,所述第一法兰和第二法兰的高度均为32mm;
54.(3)将步骤(2)得到的所述第一法兰和第二法兰分为左右两部分插入步骤(1)得到的所述装配槽中,然后在束流为70ma,线速度为20mm/s的条件下对第一法兰和第二法兰超出装配槽部分的上端连接处进行第一电子束焊接,再在束流为70ma,线速度为20mm/s的条件下对第一法兰和第二法兰超出装配槽部分的下端连接处进行第二电子束焊接,之后在束流为70ma,线速度为20mm/s的条件下对第一法兰和第二法兰侧面的连接处进行第三电子束焊接,得到连接法兰的锅形靶材。
55.实施例3
56.本实施例提供一种锅形靶材和法兰的连接方法,所述连接方法包括以下步骤:
57.(1)沿锅形靶材的锅体外壁的周向加工一圈圆形的装配槽,所述锅形靶材的材质为钽,所述装配槽的深度为4.5mm,直径为396mm;
58.(2)将法兰进行机加工,然后沿法兰的径向均分,得到形状完全相同第一法兰和第二法兰,所述第一法兰和第二法兰的形状均为半圆形,所述法兰的材质为钛,所述第一法兰和第二法兰的外径均为472mm,所述第一法兰和第二法兰的高度均为28mm;
59.(3)将步骤(2)得到的所述第一法兰和第二法兰分为左右两部分插入步骤(1)得到的所述装配槽中,然后在束流为80ma,线速度为15mm/s的条件下对第一法兰和第二法兰超出装配槽部分的上端连接处进行第一电子束焊接,再在束流为80ma,线速度为15mm/s的条件下对第一法兰和第二法兰超出装配槽部分的下端连接处进行第二电子束焊接,之后在束流为80ma,线速度为15mm/s的条件下对第一法兰和第二法兰侧面的连接处进行第三电子束
焊接,得到连接法兰的锅形靶材。
60.实施例4
61.本实施例提供一种锅形靶材和法兰的连接方法,与实施例1的相比的区别仅在于第一电子束焊接的束流为60ma。
62.实施例5
63.本实施例提供一种锅形靶材和法兰的连接方法,与实施例1的相比的区别仅在于第一电子束焊接的束流为90ma。
64.实施例6
65.本实施例提供一种锅形靶材和法兰的连接方法,与实施例1的相比的区别仅在于第一电子束焊接的线速度为10mm/s。
66.实施例7
67.本实施例提供一种锅形靶材和法兰的连接方法,与实施例1的相比的区别仅在于第一电子束焊接的线速度为25mm/s。
68.对比例1
69.本对比例提供一种锅形靶材和法兰的连接方法,与实施例1的相比的区别仅在于将法兰和靶材在束流为75ma,线速度为17mm/s的条件下直接进行电子束焊接,得到连接法兰的锅形靶材。
70.对实施例1-7和对比例1中的焊接结合率采用c型超声波探伤仪进行测定,结果如表1所示。
71.表1
[0072] 焊接结合率/%实施例1100实施例2100实施例3100实施例490实施例591实施例685实施例786对比例160
[0073]
从表1可以看出以下几点:
[0074]
(1)从实施例1-7的数据可以看出,本发明提供的连接方法中第一法兰和第二法兰的焊接结合率可以达到86%以上,在较优条件下,可以达到100%。
[0075]
(2)综合比较实施例1和实施例4-5的数据可以看出,实施例1中第一电子束焊接的束流为75ma,相较于实施例4-5中分别为60ma和90ma而言,实施例1中的焊接结合率明显高于实施例4-5,由此表明,本发明优选控制第一电子束焊接的束流,可以进一步提升焊接结合率。
[0076]
(3)综合比较实施例1和实施例6-7的数据可以看出,实施例1中第一电子束焊接的线速度为17mm/s,相较于实施例6-7中分别为10mm/s和25mm/s而言,实施例1中的焊接结合率明显高于实施例6-7,由此表明,本发明优选控制第一电子束焊接的线速度,可以进一步
提升焊接结合率。
[0077]
(4)综合比较实施例1和对比例1的数据可以看出,对比例1与实施例1相比的区别仅在于将法兰和靶材直接进行电子束焊接,实施例1中的焊接结合率明显高于对比例1,由此表明,本发明提供的连接方法可以避免异种金属熔点不同造成焊接不良的问题,大大提高了焊接结合率。
[0078]
综上所述,本发明提供的锅形靶材和法兰的连接方法操作简单,并且大大提高了焊接效果。
[0079]
申请人声明,以上所述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,所属技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1