一种高光洁度放电方法及其装置与流程
1.本发明涉及电火花线切割机技术领域,尤其涉及一种高光洁度放电方法及其装置。
背景技术:
2.电火花线切割机产生的脉冲电源一头连接着需要被加工的工件,而另外一头连接着用来切割工件的钼丝,在电极丝(负极)与被加工工件 (正极)之间形成一定的电压差,并产生放电现象,利用瞬时高温,使被加工工件局部材料剥离母体及气化。
3.加工过程中生产的蚀除产物如果不及时排出被冲液带走,会在电火花放电处积累,改变极间介质的组成,降低绝缘强度,每次火花放电后的保证一定的间隔时间,使得冲液既能够将蚀除产物冲走为此,我们提出了一种高光洁度放电方法及其装置。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种高光洁度放电方法及其装置。
5.为了实现上述目的,本发明目的之一在于:
6.一种高光洁度放电装置,包括电火花线切割机、控制柜、电极丝,所述控制柜包括控制模块,所述电火花线切割机包括中走丝电火花线切割机,所述控制柜的一侧安装有脉冲电源,所述脉冲电源上并联有电感和反向二极管。
7.优选的,所述脉冲电源的正极连与被加工的工件电性连接,所述脉冲电源的负极与电极丝电性连接。
8.优选的,所述电极丝包括钼丝。
9.本发明目的之二在于:提供了一种高光洁度放电方法,包括上述中任意一项所述一种高光洁度放电装置,包括如下方法步骤:
10.(一)、组装阶段:
11.s1、将电极丝安装在电火花线切割机,然后被加工的工件固定在电火花线切割机的工位台上;
12.(二)、元器件连接阶段:
13.s2、将脉冲电源的正极连与被加工的工件电性连接,脉冲电源的负极与电极丝电性连接;
14.(三)、精加工阶段:包括放电通道建立、电感充电、电感放电;
15.s3、放电通道建立,打开脉冲电源,并关闭开关,进行电火花加工,同时电感充电,当电极丝靠近被加工的工件进行放电加工;
16.s4、脉冲电源控制截止时,电感进行续流放电,使钼丝和工件产生交流变化的电流;
17.(四)、高光洁阶段:
18.s5、电感放电时产生交流变化的电流,并快速的放电,冲液对电极丝和被加工工件进行冲刷。
19.本发明提出的一种高光洁度放电方法及其装置,有益效果在于:
20.在脉冲电源中改进控制模块,对放电电压进行瞬态快速上升,提高放电通道建立的速度。在脉冲电源上并联电感和反向二极管,用开关控制,精加工时闭合开关,达到交流变化的电流,使放电容易且在冲液的配合下排渣干净,提高表面高光洁度效果。
附图说明
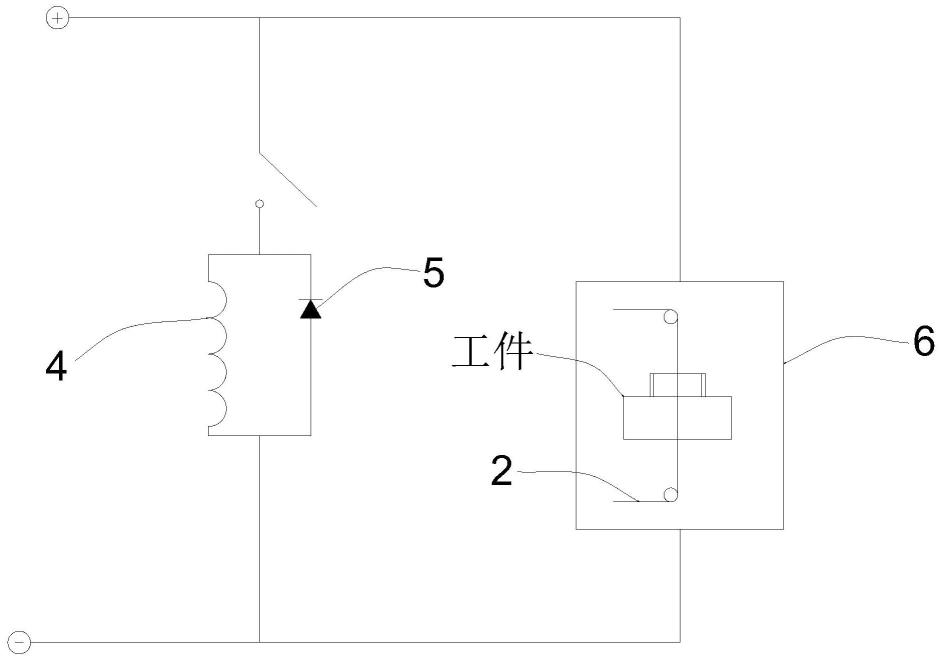
21.图1为本发明提出的一种高光洁度放电方法及其装置的脉冲电源、反向二极管、电感电路图;
22.图2为本发明提出的一种高光洁度放电装置结构示意图;
23.图3为本发明提出的一种高光洁度放电装置图2中a处放大结构示意图;
24.图4为本发明提出的一种高光洁度放电方法及其装置电感与反向二极管与线路板安装结构示意图。
25.图中:1、电火花线切割机;2、电极丝;3、控制柜;4、脉冲电源; 5、反向二极管;6、电感。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
27.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.参照图1-4,本实施例目的在于,提供了一种高光洁度放电装置,包括电火花线切割机1、控制柜3、电极丝2,控制柜3包括控制模块,电火花线切割机1包括中走丝电火花线切割机,控制柜3的一侧安装有脉冲电源4,脉冲电源4是提供击穿放电间隙中加工介质所需要的电压,并在间隙击穿后电能转换成热能熔化蚀除金属材料,脉冲电源4上并联有电感 6和反向二极管5,在脉冲电源4上并联电感6和反向二极管5,用开关控制,精加工时闭合开关,达到交流变化的电流,从而放电容易且排渣干净,提高加工零件表面的精度。
29.中走丝电火花线切割机,中走丝电火花线切割机是将慢走丝线切割机的切割工艺融入到快走丝线切割机中,从而达到多次切割和无条纹切割要求,一般选用钼丝作为电极丝2。中走丝兼顾了慢走丝和快走丝二者在切割工件时的优点,即在多次切割过程中,第一次采用快走丝的高速进行粗切割,第二次及后面几次采用慢走丝的低速进行精修与精磨。
30.脉冲电源4的正极连与被加工的工件电性连接,脉冲电源4的负极与电极丝2电性连接,在电极(负极)与被加工工件(正极)之间形成一定的电压差,电极丝2包括钼丝,钼丝可以对工件进行脉冲火花放电蚀除、切割金属成型。
31.本实施例目的在于,一种高光洁度放电方法,包括上述中任意一项一种高光洁度放电装置,包括如下方法步骤:
32.(一)、组装阶段:
33.s1、将电极丝2安装在电火花线切割机1,然后被加工的工件固定在电火花线切割机1的工位台上;
34.(二)、元器件连接阶段:
35.s2、将脉冲电源4的正极连与被加工的工件电性连接,脉冲电源4的负极与电极丝2电性连接;
36.(三)、精加工阶段:包括放电通道建立、电感6充电、电感6放电;
37.s3、放电通道建立,打开脉冲电源4,并关闭开关,进行电火花加工,同时电感充电,当电极丝靠近被加工的工件进行放电加工;
38.s4、脉冲电源控制截止时,电感进行续流放电,使钼丝和工件产生交流变化的电流;
39.(四)、高光洁阶段:
40.s5、电感6放电时产生交流变化的电流,并快速的放电,冲液对电极丝2和被加工工件进行冲刷。
41.工作原理及优点:将电极丝2安装在电火花线切割机1,然后被加工的工件固定在电火花线切割机1的工位台上,将脉冲电源4的正极连与被加工的工件电性连接,脉冲电源4的负极与电极丝2电性连接,打开脉冲电源4,并关闭开关,进行电火花加工,第一阶段由于在脉冲电源4中控制模块增加的反向二极管5,反向二极管5的正极接在低电位端(被加工工件),负极接在高电位端(电极丝2),此时反向二极管5在正向低电压作用区域,隧道电流很小,此时反向二极管5处于截止状态,这种连接方式,称为反向偏置。当负端截止时,电感6的续流使反向二极管5正向导通,随加工电压极性变化,去加工液的电离效应,从而提高放电通道建立的速度。反向电压的产生,使放电容易且在冲液的配合下排渣干净,提高表面高光洁度效果。
42.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种高光洁度放电装置,包括电火花线切割机(1)、控制柜(3)、电极丝(2),所述控制柜(3)包括控制模块,其特征在于,所述电火花线切割机(1)包括中走丝电火花线切割机,所述控制柜(3)的一侧安装有脉冲电源(4),所述脉冲电源(4)上并联有电感(6)和反向二极管(5)。2.根据权利要求1所述的一种高光洁度放电装置,其特征在于,所述脉冲电源(4)的正极连与被加工的工件电性连接,所述脉冲电源(4)的负极与电极丝(2)电性连接。3.根据权利要求1所述的一种高光洁度放电装置,其特征在于,所述电极丝(2)包括钼丝。4.一种高光洁度放电方法,包括权利要求1-3中任意一项所述一种高光洁度放电装置,包括如下方法步骤:(一)、组装阶段:s1、将电极丝(2)安装在电火花线切割机(1),然后被加工的工件固定在电火花线切割机(1)的工位台上;(二)、元器件连接阶段:s2、将脉冲电源(4)的正极连与被加工的工件电性连接,脉冲电源(4)的负极与电极丝(2)电性连接;(三)、精加工阶段:包括放电通道建立、电感(6)充电、电感(6)放电;s3、放电通道建立,打开脉冲电源(4),并关闭开关,进行电火花加工,同时电感(6)充电,当电极丝(2)靠近被加工的工件进行放电加工;s4、脉冲电源控制截止时,电感(6)进行续流放电,使钼丝和工件产生交流变化的电流(四)、高光洁阶段:s5、电感(6)放电时产生交流变化的电流,并快速的放电,冲液对电极丝(2)和被加工工件进行冲刷。
技术总结
本发明公开了一种高光洁度放电方法及其装置,包括电火花线切割机、控制柜、电极丝,控制柜包括控制模块,电火花线切割机包括中走丝电火花线切割机,控制柜的一侧安装有脉冲电源,脉冲电源上并联有脉冲电源和反向二极管。本发明在使用的过程中,在脉冲电源中改进控制模块,提高了放电电压,也就加快放电通道的建立速度。在脉冲电源上并联电感和反向二极管,用开关控制,精加工时闭合开关,达到交流变化的电流,从而放电容易且排渣干净,提高加工零件表面的精度。件表面的精度。件表面的精度。
技术研发人员:俞建定 余永伟 汪洋
受保护的技术使用者:浙江艾格森智能制造有限公司
技术研发日:2022.10.09
技术公布日:2022/12/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1