一种流水线形式的打螺丝设备的制作方法
本发明涉及流水线形式的打螺丝,具体为一种流水线形式的打螺丝设备。
背景技术:
1、工厂内流水线对两个钣金进行打螺丝还是人工进行操作,人工打螺丝须把产品摆放好之后,在用电批去打,时间上很难满足批量产品的组装,还有人工打螺丝,会引起工作疲劳,影响生产的效率,因此,需要一种流水线形式的打螺丝设备。
技术实现思路
1、本发明的目的在于提供一种流水线形式的打螺丝设备,以解决上述背景技术中提出的问题。
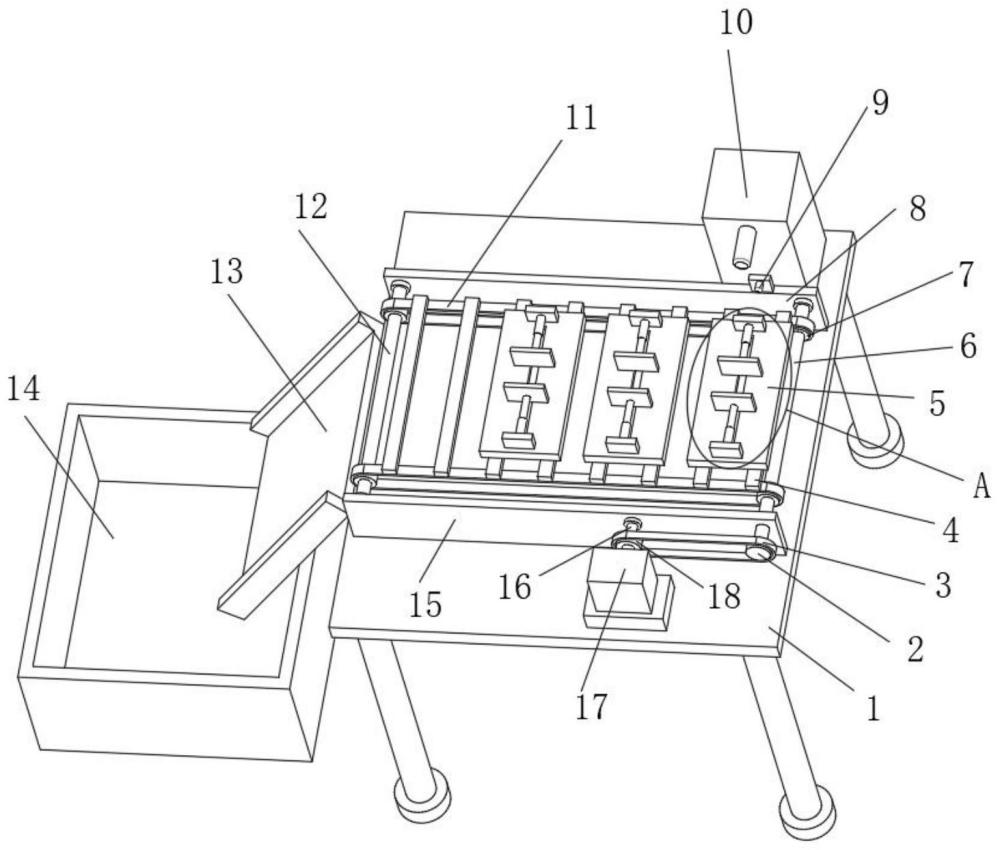
2、为实现上述目的,本发明提供如下技术方案:一种流水线形式的打螺丝设备,包括工作台,所述工作台底部设有四组支撑腿,所述工作台顶部设有第一安装板和第二安装板,所述第一安装板前侧壁通过轴承连接设有第一转轴和第二转轴,所述第二转轴一端与第二安装板后侧壁设有的轴承一相连接,所述第一转轴一端贯穿第二安装板后侧壁与外部设有的从动皮带轮相连接,所述第二安装板前侧壁通过轴承二连接设有转动杆,所述转动杆外壁套接安装设有主动皮带轮,所述主动皮带轮与从动皮带轮外壁套接设有皮带,所述工作台顶部设有角度分割器,所述角度分割器输出端与转动杆一端相连接,所述第一转轴和第二转轴外壁均套接设有两组链轮,前后两侧所述链轮外壁均套接设有链条,两组所述链条外侧壁均设有多组支撑板,所述支撑板上设置有放料治具,所述工作台顶部后侧设有机械手臂,所述第一安装板顶部设有传感器,所述工作台左侧壁设有下料斗,所述下料斗下方设有放置仓。
3、进一步的,所述放料治具包括支撑板顶部设有的放置板,所述放置板顶部前后两侧均设有固定块,两组所述固定块相对侧壁均设有液压杆,两组所述液压杆一端均设有夹紧板。
4、进一步的,所述放置板顶部开设有滑槽,两组所述夹紧板底部均设有与滑槽相匹配的滑块。
5、进一步的,多组所述支撑板在两组所述链条外侧壁呈环形阵列分布。
6、进一步的,所述传感器位于所述机械手臂正前方。
7、进一步的,所述下料斗呈倾斜状设置。
8、与现有技术相比,本发明的有益效果是:本实用用于两个钣金打螺丝的场合和其他批量产品打螺丝的场合,(1)本实用人工只需把产品放在对应的治具里面,无需其他任何操作,大大减小了人工的工作强度;(2)此方法为链条带动放料治具前进,到达指定位置后由机械手配合,完成取螺丝、打螺丝环节;(3)此方法为自动打螺丝、自动把完成品排放到下一工位,人工可在第一个产品放完之后继续摆放第二个产品,无需等待,节省了大量时间。
技术特征:
1.一种流水线形式的打螺丝设备,包括工作台(1),所述工作台(1)底部设有四组支撑腿,所述工作台(1)顶部设有第一安装板(8)和第二安装板(15),所述第一安装板(8)前侧壁通过轴承连接设有第一转轴(6)和第二转轴(12),所述第二转轴(12)一端与第二安装板(15)后侧壁设有的轴承一相连接,所述第一转轴(6)一端贯穿第二安装板(15)后侧壁与外部设有的从动皮带轮(2)相连接,所述第二安装板(15)前侧壁通过轴承二连接设有转动杆(16),所述转动杆(16)外壁套接安装设有主动皮带轮(18),所述主动皮带轮(18)与从动皮带轮(2)外壁套接设有皮带(3),所述工作台(1)顶部设有角度分割器(17),所述角度分割器(17)输出端与转动杆(16)一端相连接,所述第一转轴(6)和第二转轴(12)外壁均套接设有两组链轮(7),前后两侧所述链轮(7)外壁均套接设有链条(11),其特征在于:两组所述链条(11)外侧壁均设有多组支撑板(4),所述支撑板(4)上设置有放料治具(5),所述工作台(1)顶部后侧设有机械手臂(10),所述第一安装板(8)顶部设有传感器(9),所述工作台(1)左侧壁设有下料斗(13),所述下料斗(13)下方设有放置仓(14)。
2.根据权利要求1所述的一种流水线形式的打螺丝设备,其特征在于:所述放料治具(5)包括支撑板(4)顶部设有的放置板(54),所述放置板(54)顶部前后两侧均设有固定块(50),两组所述固定块(50)相对侧壁均设有液压杆(51),两组所述液压杆(51)一端均设有夹紧板(52)。
3.根据权利要求2所述的一种流水线形式的打螺丝设备,其特征在于:所述放置板(54)顶部开设有滑槽(53),两组所述夹紧板(52)底部均设有与滑槽(53)相匹配的滑块。
4.根据权利要求1所述的一种流水线形式的打螺丝设备,其特征在于:多组所述支撑板(4)在两组所述链条(11)外侧壁呈环形阵列分布。
5.根据权利要求1所述的一种流水线形式的打螺丝设备,其特征在于:所述传感器(9)位于所述机械手臂(10)正前方。
6.根据权利要求1所述的一种流水线形式的打螺丝设备,其特征在于:所述下料斗(13)呈倾斜状设置。
技术总结
本发明公开了流水线形式的打螺丝技术领域的一种流水线形式的打螺丝设备,包括工作台,工作台底部设有四组支撑腿,工作台顶部设有第一安装板和第二安装板,第一安装板前侧壁通过轴承连接设有第一转轴和第二转轴,第一转轴和第二转轴外壁均套接设有两组链轮,前后两侧链轮外壁均套接设有链条,两组链条外侧壁均设有多组支撑板,支撑板上设置有放料治具,工作台顶部后侧设有机械手臂,第一安装板顶部设有传感器,工作台左侧壁设有下料斗,下料斗下方设有放置仓,本实用用于两个钣金打螺丝的场合和其他批量产品打螺丝的场合,人工只需把产品放在对应的治具里面,无需其他任何操作,大大减小了人工的工作强度。
技术研发人员:刘超
受保护的技术使用者:苏州锐竹精密机电有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!