一种螺钉枪组件的制作方法
本发明涉及螺钉枪领域,尤其涉及一种螺钉枪组件。
背景技术:
1、螺丝的安装工序通常采用人工手动完成,打螺丝过程中需要由人工依据直觉和经验掌控压力力度和角度,随着自动化生产技术的需求日益提高,传统打螺丝方式存在的效率问题和质量问题逐渐无法满足生产的需要。
技术实现思路
1、本发明主要解决的技术问题是提供一种螺钉枪组件,针对人工打螺丝低能效高成本的问题,用智能电批批量驱动锁附杆批头的方式代替人工实现自动化生产,特别针对锁附杆批头存在的对位精度问题,采用锁附杆套筒与轴承校准轴心,采用复位弹簧与缓冲弹簧精确调整压力控制扭力输出,同时采用锁附杆批头内置于锁附杆套筒内部的方式提高设备稳定性,降低干涉故障的发生率。
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种螺钉枪组件,包括转盘和锁附杆批头,所述转盘上设置有若干通孔,所述通孔内插接有锁附杆套筒,所述锁附杆套筒内同轴设置有可活动自转的锁附杆批头,所述锁附杆批头的下端活动套接有吸钉管,所述锁附杆套筒的上下两端设置有第一限位筒和第二限位筒,所述第一限位筒卡紧锁附杆批头,所述吸钉管顶端设有轴环并配合在内设有轴肩的第二限位筒内。
3、在本发明一个较佳实施例中,所述通孔与锁附杆套筒之间过盈配合有衬套,所述锁附杆套筒上在衬套与第一限位筒之间套接有复位弹簧。
4、在本发明一个较佳实施例中,所述第二限位筒内设置有缓冲弹簧,所述缓冲弹簧套接在锁附杆批头上并弹性配合在吸钉管顶端。
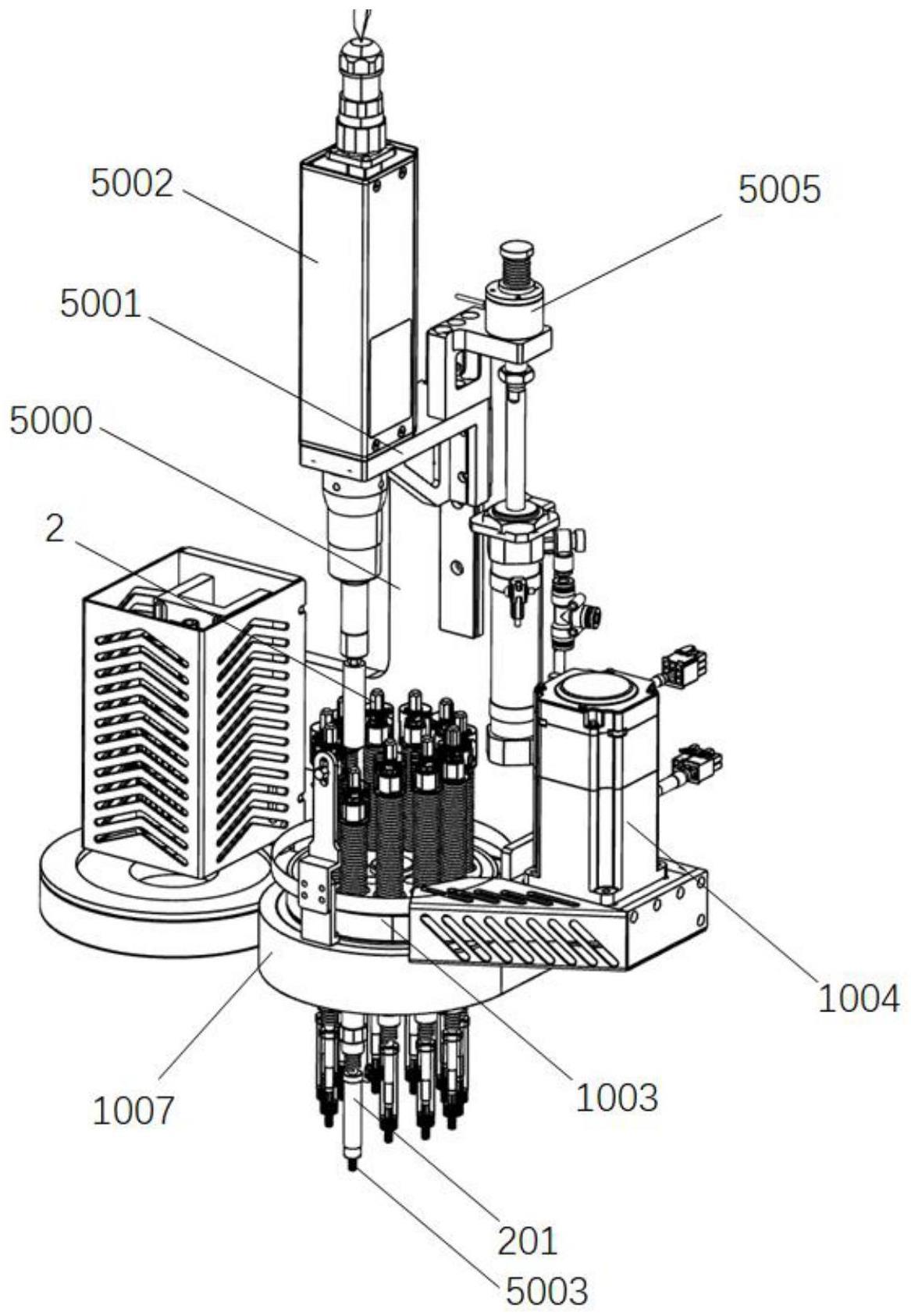
5、在本发明一个较佳实施例中,所述转盘轴心外凸设置有对位柱,所述对位柱通过销键锁接一打孔同步轮,所述打孔同步轮通过同步带传动连接到一伺服电机。
6、在本发明一个较佳实施例中,所述转盘的外周面设置有角接触轴承,所述角接触轴承通过一对上下盖板安装到一外框支架上,所述打孔同步轮边缘处设置有感应片,所述外框支架上设置有与感应片相配合的槽型光电,所述外框支架上侧设置有上侧光纤,所述上侧光纤匹配在第一限位筒外侧,所述外框支架下侧设置有下侧光纤,所述下侧光纤匹配在吸钉管下端外侧。
7、在本发明一个较佳实施例中,所述外框支架外连一竖直的背板,所述背板上竖向设置有气缸升降台,所述气缸升降台上设置有智能电批,所述智能电批配合在锁附杆批头的正上方。
8、本发明的有益效果是:本发明提供的一种螺钉枪组件,针对人工打螺丝低能效高成本的问题,用智能电批批量驱动锁附杆批头的方式代替人工实现自动化生产,特别针对锁附杆批头存在的对位精度问题,采用锁附杆套筒与轴承校准轴心,采用复位弹簧与缓冲弹簧精确调整压力控制扭力输出,同时采用锁附杆批头内置于锁附杆套筒内部的方式提高设备稳定性,降低干涉故障的发生率。
技术特征:
1.一种螺钉枪组件,其特征在于,包括转盘和锁附杆批头,所述转盘上设置有若干通孔,所述通孔内插接有锁附杆套筒,所述锁附杆套筒内同轴设置有可活动自转的锁附杆批头,所述锁附杆批头的下端活动套接有吸钉管,所述锁附杆套筒的上下两端设置有第一限位筒和第二限位筒,所述第一限位筒卡紧锁附杆批头,所述吸钉管顶端设有轴环并配合在内设有轴肩的第二限位筒内。
2.根据权利要求1 所述的螺钉枪组件,其特征在于,所述通孔与锁附杆套筒之间过盈配合有衬套,所述锁附杆套筒上在衬套与第一限位筒之间套接有复位弹簧。
3.根据权利要求1所述的螺钉枪组件,其特征在于,所述第二限位筒内设置有缓冲弹簧,所述缓冲弹簧套接在锁附杆批头上并弹性配合在吸钉管顶端。
4.根据权利要求1所述的螺钉枪组件,其特征在于,所述转盘轴心外凸设置有对位柱,所述对位柱通过销键锁接一打孔同步轮,所述打孔同步轮通过同步带传动连接到一伺服电机。
5.根据权利要求4所述的螺钉枪组件,其特征在于,所述转盘的外周面设置有角接触轴承,所述角接触轴承通过一对上下盖板安装到一外框支架上,所述打孔同步轮边缘处设置有感应片,所述外框支架上设置有与感应片相配合的槽型光电,所述外框支架上侧设置有上侧光纤,所述上侧光纤匹配在第一限位筒外侧,所述外框支架下侧设置有下侧光纤,所述下侧光纤匹配在吸钉管下端外侧。
6.根据权利要求5所述的螺钉枪组件,其特征在于,所述外框支架外连一竖直的背板,所述背板上竖向设置有气缸升降台,所述气缸升降台上设置有智能电批,所述智能电批配合在锁附杆批头的正上方。
技术总结
本发明公开一种螺钉枪组件,包括转盘和锁附杆批头,所述转盘上设置有若干通孔,所述通孔内插接有锁附杆套筒,所述锁附杆套筒内同轴设置有可活动自转的锁附杆批头,所述锁附杆批头的下端活动套接有吸钉管,所述锁附杆套筒的上下两端设置有第一限位筒和第二限位筒,所述第一限位筒卡紧锁附杆批头,所述吸钉管顶端设有轴环并配合在内设有轴肩的第二限位筒内。通过上述方式,本发明提供一种螺钉枪组件,针对锁附杆批头存在的对位精度问题,采用锁附杆套筒与轴承校准轴心,采用复位弹簧与缓冲弹簧精确调整压力控制扭力输出,同时采用锁附杆批头内置于锁附杆套筒内部的方式提高设备稳定性,降低干涉故障的发生率。
技术研发人员:刘平,马永鹏,施锦华
受保护的技术使用者:苏州朗坤自动化设备股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!