一种核电厂工件焊缝焊接用自动焊接系统的制作方法
本发明涉及核电厂高剂量环境下工件焊缝焊接,特别是涉及一种核电厂工件焊缝焊接用自动焊接系统。
背景技术:
1、现有核电厂高辐射剂量环境下的管材对接、管材角焊缝、板材对接、板材角焊缝等类型焊缝焊接采用人工焊接,存在人员集体辐射剂量高,焊接效率低,焊缝质量得不到保证的问题。
技术实现思路
1、基于此,有必要针对上述问题,提供一种核电厂工件焊缝焊接用自动焊接系统,采用激光跟踪结合弧压跟踪远程控制技术,降低人员集体辐射剂量,大幅提高焊接效率,提升焊缝成型质量。
2、为了实现上述目的,本发明提供如下技术方案:
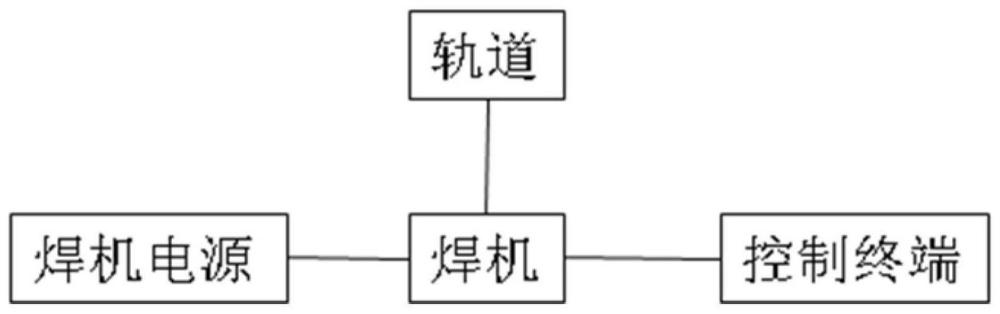
3、一种核电厂工件焊缝焊接用自动焊接系统,包括焊机电源、控制终端、焊机和轨道;所述焊机滑动安装在轨道上;所述焊机电源与焊机电路连接,为焊机提供电源;所述遥控器与焊机通讯连接,所述遥控器控制焊机在轨道上滑动;所述控制终端与焊机机头通讯连接,所述控制终端上安装跟踪系统和焊接工艺参数控制系统;所述焊接工艺参数控制系统,用于设定焊接工艺参数;所述跟踪系统,用于对焊接工艺参数进行修正,控制焊机机头根据修正后的焊接工艺参数进行焊接。
4、进一步地,所述跟踪控制系统包括激光跟踪系统;所述激光跟踪系统包括激光传感器和激光跟踪控制系统;所述激光传感器安装在工件焊缝正上方,用于采集工件焊缝位置信息并发送至激光跟踪控制系统;所述激光跟踪控制系统根据工件焊缝位置信息判断工件焊缝偏差,根据工件焊缝偏差值发出工件焊缝偏差修正指令至焊机机头;所述焊机机头根据工件焊缝偏离修正指令运行,移动到正确的位置。
5、进一步地,所述跟踪控制系统包括弧压跟踪系统;所述弧压跟踪系统包括弧压传感器和弧压跟踪控制系统;所述弧压传感器一端与焊机机头的焊枪连接,另一端与工件或工件焊缝连接,用于检测焊机机头的钨极与工件或焊缝之间的电压值并发送至弧压跟踪控制系统;所述弧压跟踪控制系统根据焊机机头的钨极与工件或工件焊缝之间检测出来的电压值判断工件坡口或工件焊缝的高低,发出电弧高度修正指令至焊机机头;所述焊机机头根据电弧高度修正指令运行,通过焊机机头的电动机构补偿电弧高度误差。
6、进一步地,所述焊接工艺参数控制系统设定工件焊缝位置信息并发送至激光跟踪控制系统;所述激光传感器发送激光信号至工件焊缝位置,激光信号经工件焊缝位置返回至激光传感器,所述激光传感器根据返回的激光信号获取工件焊缝位置信息并发送至激光跟踪控制系统;所述激光跟踪控制系统将激光传感器发送的工件焊缝位置信息与设定的工件焊缝位置信息进行比对;如果激光传感器发送的工件焊缝位置信息与设定的工件焊缝位置信息存在偏差,激光跟踪控制系统根据偏差值发出工件焊缝偏离修正指令至焊机机头;所述焊机机头根据工件焊缝偏差修正指令运行,移动到正确的焊缝位置。
7、进一步地,所述工件焊缝位置信息为工件焊缝坐标信息。
8、进一步地,所述焊接工艺参数控制系统设定焊机机头的钨极与工件或工件焊缝之间的电压值并发送至弧压跟踪控制系统;所述弧压跟踪控制系统将焊机机头的钨极与工件或工件焊缝之间检测出来的电压值与设定的电压值进行比对;如果焊机机头的钨极与工件或工件焊缝之间检测出来的电压值与设定的电压值存在偏差,弧压跟踪控制系统根据偏差值发出电弧高度修正指令至焊机机头;所述焊机机头根据电弧高度修正指令运行,通过焊机机头的电动机构补偿电弧高度误差。焊机机头的钨极与工件或焊缝之间的电压值与电弧高度有一定的关系,电弧越高,电压越高,利用电压值可以对电弧高度进行调整。
9、进一步地,所述控制终端为电脑控制台。
10、进一步地,所述电脑控制台上还设有参数显示器;所述焊接工艺参数控制系统,还用于将焊接工艺参数发送至参数显示器;所述参数显示器,用于显示焊接工艺参数控制系统发送的焊接工艺参数。
11、进一步地,所述电脑控制台上还设有操作按键;所述操作按键为人机交互接口,用于将操作按键信息发送至焊接工艺参数控制系统,焊接工艺参数控制系统根据操作按键发送的按键信息设置相应的焊接工艺参数。
12、进一步地,所述电脑控制台上还设有电脑显示屏;所述激光跟踪结合弧压跟踪远程控制的自动焊接系统,还包括视频监督系统,所述视频监督系统包括摄像头;所述摄像头安装在焊机机头上,用于采集焊接过程的图像信息并发送至电脑显示屏,电脑显示屏显示焊接过程的图像信息。
13、本发明的有益技术效果:
14、本发明的核电厂工件焊缝焊接用自动焊接系统,采用激光跟踪结合弧压跟踪远程控制技术,实现核电厂高辐射剂量环境下管材对接、管材角焊缝、板材对接、板材角焊缝等类型焊缝的远程控制焊接工作,降低了整体的人员集体辐射剂量,大幅提高焊接效率、提升焊缝成型及质量。
技术特征:
1.一种核电厂工件焊缝焊接用自动焊接系统,其特征在于,包括焊机电源、控制终端、焊机和轨道;所述焊机滑动安装在轨道上;所述焊机电源与焊机电路连接,为焊机提供电源;所述遥控器与焊机通讯连接,所述遥控器控制焊机在轨道上滑动;所述控制终端与焊机机头通讯连接,所述控制终端上安装跟踪系统和焊接工艺参数控制系统;所述焊接工艺参数控制系统,用于设定焊接工艺参数;所述跟踪系统,用于对焊接工艺参数进行修正,控制焊机机头根据修正后的焊接工艺参数进行焊接。
2.根据权利要求1所述的核电厂工件焊缝焊接用自动焊接系统,其特征在于,所述跟踪控制系统包括激光跟踪系统;所述激光跟踪系统包括激光传感器和激光跟踪控制系统;所述激光传感器安装在工件焊缝正上方,用于采集工件焊缝位置信息并发送至激光跟踪控制系统;所述激光跟踪控制系统根据工件焊缝位置信息判断工件焊缝偏差,根据工件焊缝偏差值发出工件焊缝偏差修正指令至焊机机头;所述焊机机头根据工件焊缝偏离修正指令运行,移动到正确的位置。
3.根据权利要求2所述的核电厂工件焊缝焊接用自动焊接系统,其特征在于,所述焊接工艺参数控制系统设定工件焊缝位置信息并发送至激光跟踪控制系统;所述激光传感器发送激光信号至工件焊缝位置,激光信号经工件焊缝位置返回至激光传感器,所述激光传感器根据返回的激光信号获取工件焊缝位置信息并发送至激光跟踪控制系统;所述激光跟踪控制系统将激光传感器发送的工件焊缝位置信息与设定的工件焊缝位置信息进行比对;如果激光传感器发送的工件焊缝位置信息与设定的工件焊缝位置信息存在偏差,激光跟踪控制系统根据偏差值发出工件焊缝偏离修正指令至焊机机头;所述焊机机头根据工件焊缝偏差修正指令运行,移动到正确的焊缝位置。
4.根据权利要求3所述的核电厂工件焊缝焊接用自动焊接系统,其特征在于,所述工件焊缝位置信息为工件焊缝坐标信息。
5.根据权利要求1所述的核电厂工件焊缝焊接用自动焊接系统,其特征在于,所述跟踪控制系统包括弧压跟踪系统;所述弧压跟踪系统包括弧压传感器和弧压跟踪控制系统;所述弧压传感器一端与焊机机头的焊枪连接,另一端与工件或工件焊缝连接,用于检测焊机机头的钨极与工件或焊缝之间的电压值并发送至弧压跟踪控制系统;所述弧压跟踪控制系统根据焊机机头的钨极与工件或工件焊缝之间检测出来的电压值判断工件坡口或工件焊缝的高低,发出电弧高度修正指令至焊机机头;所述焊机机头根据电弧高度修正指令运行,通过焊机机头的电动机构补偿电弧高度误差。
6.根据权利要求5所述的核电厂工件焊缝焊接用自动焊接系统,其特征在于,所述焊接工艺参数控制系统设定焊机机头的钨极与工件或工件焊缝之间的电压值并发送至弧压跟踪控制系统;所述弧压跟踪控制系统将焊机机头的钨极与工件或工件焊缝之间检测出来的电压值与设定的电压值进行比对;如果焊机机头的钨极与工件或工件焊缝之间检测出来的电压值与设定的电压值存在偏差,弧压跟踪控制系统根据偏差值发出电弧高度修正指令至焊机机头;所述焊机机头根据电弧高度修正指令运行,通过焊机机头的电动机构补偿电弧高度误差。焊机机头的钨极与工件或焊缝之间的电压值与电弧高度有一定的关系,电弧越高,电压越高,利用电压值可以对电弧高度进行调整。
7.根据权利要求1-6任意一项所述的核电厂工件焊缝焊接用自动焊接系统,其特征在于,所述控制终端为电脑控制台。
8.根据权利要求7所述的核电厂工件焊缝焊接用自动焊接系统,其特征在于,所述电脑控制台上还设有参数显示器;所述焊接工艺参数控制系统,还用于将焊接工艺参数发送至参数显示器;所述参数显示器,用于显示焊接工艺参数控制系统发送的焊接工艺参数。
9.根据权利要求7所述的核电厂工件焊缝焊接用自动焊接系统,其特征在于,所述电脑控制台上还设有操作按键;所述操作按键为人机交互接口,用于将操作按键信息发送至焊接工艺参数控制系统,焊接工艺参数控制系统根据操作按键发送的按键信息设置相应的焊接工艺参数。
10.根据权利要求7所述的核电厂工件焊缝焊接用自动焊接系统,其特征在于,所述电脑控制台上还设有电脑显示屏;所述激光跟踪结合弧压跟踪远程控制的自动焊接系统,还包括视频监督系统,所述视频监督系统包括摄像头;所述摄像头安装在焊机机头上,用于采集焊接过程的图像信息并发送至电脑显示屏,电脑显示屏显示焊接过程的图像信息。
技术总结
本发明具体涉及一种核电厂工件焊缝焊接用自动焊接系统,包括焊机电源、控制终端、焊机和轨道;所述焊机滑动安装在轨道上;所述焊机电源与焊机电路连接,为焊机提供电源;所述遥控器与焊机通讯连接,所述遥控器控制焊机在轨道上滑动;所述控制终端与焊机机头通讯连接,所述控制终端上安装跟踪系统和焊接工艺参数控制系统;所述焊接工艺参数控制系统,用于设定焊接工艺参数;所述跟踪系统,用于对焊接工艺参数进行修正,控制焊机机头根据修正后的焊接工艺参数进行焊接。本发明的核电厂工件焊缝焊接用自动焊接系统,采用激光跟踪结合弧压跟踪远程控制技术,降低人员集体辐射剂量,大幅提高焊接效率,提升焊缝成型质量。
技术研发人员:付荣真,赵永明,方江,杨云斐,施靖峰,范联兴,张维,李世伟,朱昌荣
受保护的技术使用者:中核核电运行管理有限公司
技术研发日:
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!