一种等直径多道密封圈活门的装配方法与流程
本发明属于航空发动机附件精密装配领域,涉及一种等直径多道密封圈活门的装配方法的改进。
背景技术:
1、传统的等直径多道密封圈活门装配方法,密封圈涂抹润滑脂后,使用塑料划针装到活门衬套外径安装槽上,然后带密封圈的活门衬套组件用手压入壳体安装孔。此过程,密封圈经过活门衬套外圆凸肩等尖锐部位时易划伤,另外由于密封圈压缩进入壳体孔时阻力较大,压入壳体孔时活门衬套易产生倾斜,使密封圈产生异常的切割、挤压二而造成损伤。
技术实现思路
1、本发明的目的是:提供了一种等直径多道密封圈活门的装配方法,解决装配过程中密封圈损伤的问题。
2、本发明的技术方案是:
3、一种等直径多道密封圈活门的装配方法,包括:
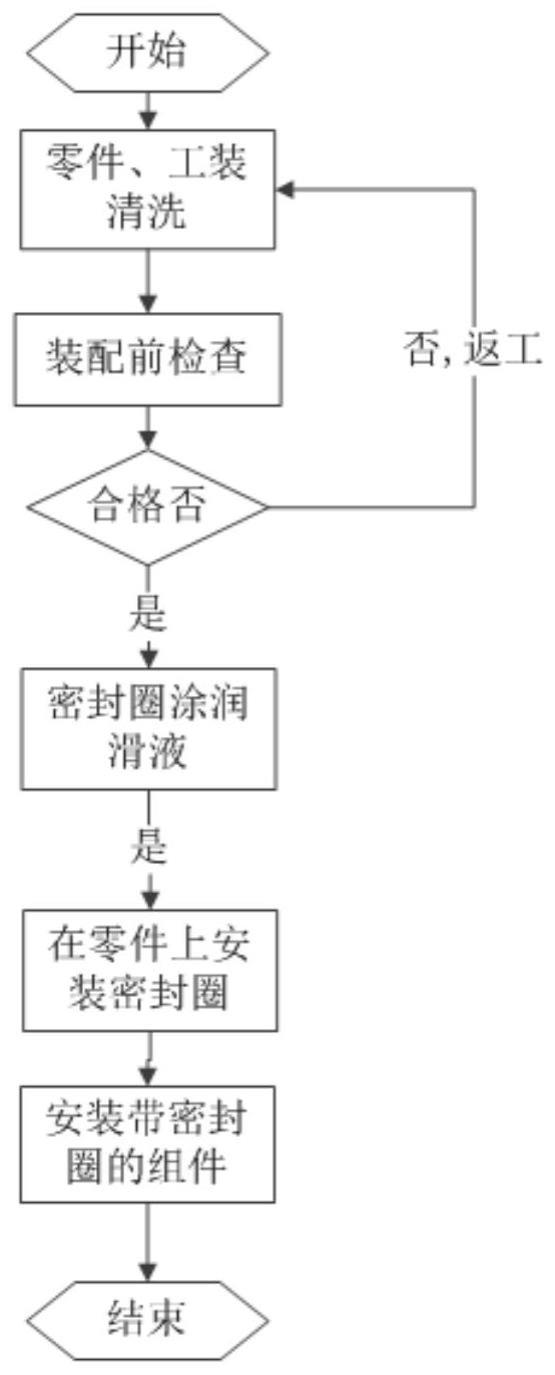
4、(1)用清洗液洗涤活门衬套外表面,然后在室温下晾干;
5、(2)将密封圈安装至活门衬套外部密封圈槽;
6、(3)将带密封圈的活门衬套安装至壳体孔;
7、(4)从壳体安装孔取出带密封圈的活门衬套组件,将带密封圈的活门衬套组件拔出壳体安装孔;
8、(5)将密封圈从活门衬套上取下,使用工装锥将活门衬套上的密封圈依次拆下。
9、步骤(1)还包括:目视检查确认壳体孔的引导角、活门衬套凸肩部位光滑无毛刺、凸起,密封圈无划伤、飞边缺陷。
10、步骤(1)在室温下晾干时间为15min。
11、步骤(2)具体为:
12、(21)将密封圈和工装锥的外/内表面涂抹润滑液,将密封圈通过工装锥直径小的一端开始安装,直至靠近工装锥直径大的一端,这时密封圈被撑开,套在工装锥上;
13、(22)然后将外部套密封圈的工装锥安装到活门衬套上,工装锥直径大的一端对准活门衬套的密封圈安装槽,工装锥遮盖住活门衬套外部其他密封圈槽、油槽的凸肩部位,然后继续向工装锥大直径一端推动密封圈,直至密封圈脱离工装锥外圆进入活门衬套的密封圈槽;
14、(23)目视检查密封圈应平顺无扭结,否则使用塑料划针捋顺。
15、步骤(2)中,工装锥大直径端的壁厚度不大于0.6mm,小直径一端的外径处设30°倒角并两端抛光。
16、步骤(3)具体为:
17、(31)将引导套的内孔涂一层润滑液,再将引导套接入端装到壳体安装孔,安装定位面到接入端端面的距离,应匹配壳体定位面到第一道密封圈槽的距离;
18、(32)将活门衬套装入压杆底部的定位器外径处,左手固定定位器的同时右手旋转螺母,带动压杆向螺母一侧移动,压杆底部的锥面使定位器底部外径扩张,通过内孔接触使活门衬套与定位器固定;
19、(33)将与压杆连接在一起的活门衬套外部涂一层润滑液,通过压杆和螺母使活门衬套组件通过引导套的引导内锥、接入端内径,直至活门衬套压入安装孔底,此时三道密封圈均进入壳体孔的安装槽。
20、步骤(4)具体为:
21、(41)将引导套的内孔涂一层润滑液,再将其接入端装到壳体安装孔,安装定位面到接入端端面的距离,应匹配壳体定位面到第一道密封圈槽的距离;
22、(42)左手固定定位器的同时右手旋转螺母,使压杆锥面与定位器外壳脱离,然后将压杆连同定位器小直径端的外壳,通过引导套的引导内锥装入活门衬套内孔,旋转螺母使压杆锥面撑开定位器外壳,直至与活门衬套内孔固定;
23、(43)左右固定引导套,右手持螺母外侧向脱离引导套的一侧使力,使活门衬套脱离壳体安装孔。
24、步骤(5)具体为:
25、(51)使用塑料划针尖部挑起密封圈内径,使其从活门衬套端部拆出;
26、(52)将密封圈和工装锥的外/内表面表面涂抹少量润滑液,将工装锥薄壁端通过刚拆除第一道密封圈的安装槽,接到第二道密封圈槽处,工装锥完全遮盖密封圈分解时经过的活门衬套凸肩部位、密封圈安装槽完全露出,再使用塑料划针尖部挑起密封圈内径,使密封圈通过工装锥外径推动,从小径一端取出;
27、(53)使用塑料划针尖部挑起另一端密封圈内径,使密封圈从端部拆除。
28、步骤(5)中工装锥壁厚度不大于0.6mm,小直径一端的外径处应设30°引倒角并两端抛光,外表面应光滑无棱角,避免密封圈经过时的卡滞和划伤。
29、本发明的优点是:
30、(1)提供一种安装和拆密封圈的工艺方法,安装拆卸密封圈通过孔、口、台阶孔时,使用专用工艺装备引导,起到保护密封圈的作用。
31、(2)提供一种用于安装和拆卸带密封圈的活门组件的工艺,固定带密封圈的活门组件,装入壳体时加以引导,避免安装过程受力倾斜造成的密封圈损伤。
32、(3)提供一种用于安装和拆卸带密封圈的活门组件的工艺,带密封圈的组件从壳体安装孔拆除时进行引导,避免过程中受力不均引起的密封圈损伤。
技术特征:
1.一种等直径多道密封圈活门的装配方法,其特征在于,包括:
2.如权利要求1所述的一种等直径多道密封圈活门的装配方法,其特征在于,步骤(1)还包括:目视检查确认壳体孔的引导角、活门衬套凸肩部位光滑无毛刺、凸起,密封圈无划伤、飞边缺陷。
3.如权利要求2所述的一种等直径多道密封圈活门的装配方法,其特征在于,步骤(1)在室温下晾干时间为15min。
4.如权利要求1所述的一种等直径多道密封圈活门的装配方法,其特征在于,步骤(2)具体为:
5.如权利要求4所述的一种等直径多道密封圈活门的装配方法,其特征在于,步骤(2)中,工装锥大直径端的壁厚度不大于0.6mm,小直径一端的外径处设30°倒角并两端抛光。
6.如权利要求1所述的一种等直径多道密封圈活门的装配方法,其特征在于,步骤(3)具体为:
7.如权利要求1所述的一种等直径多道密封圈活门的装配方法,其特征在于,步骤(4)具体为:
8.如权利要求1所述的一种等直径多道密封圈活门的装配方法,其特征在于,步骤(5)具体为:
9.如权利要求8所述的一种等直径多道密封圈活门的装配方法,其特征在于,步骤(5)中工装锥壁厚度不大于0.6mm,小直径一端的外径处应设30°引倒角并两端抛光,外表面应光滑无棱角,避免密封圈经过时的卡滞和划伤。
技术总结
本发明属于航空发动机附件精密装配领域,涉及一种等直径多道密封圈活门的装配方法,解决装配过程中密封圈损伤的问题。本发明装配方法包括:(1)用清洗液洗涤活门衬套外表面,然后在室温下晾干;(2)将密封圈安装至活门衬套外部密封圈槽;(3)将带密封圈的活门衬套安装至壳体孔;(4)从壳体安装孔取出带密封圈的活门衬套组件,将带密封圈的活门衬套组件拔出壳体安装孔;(5)将密封圈从活门衬套上取下,使用工装锥将活门衬套上的密封圈依次拆下。
技术研发人员:王霞,吴松,王辉,尚学强
受保护的技术使用者:中国航发北京航科发动机控制系统科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!