一种钛合金细径薄壁直管组合件精密焊接夹具及加工方法与流程
1.本发明属于航空发动机零部件制造技术领域,特别是涉及一种钛合金细径薄壁直管组合件精密焊接夹具及加工方法。
背景技术:
2.为了满足航空发动机整机减重的要求,航空发动机中的诸多零件越来越多的开始选用轻质金属材料制造,其中就包括钛合金细径薄壁直管组合件,如图1所示,该组合件由直管和弯头构成,直管的材料为ta16,弯头的材料为tc4。
3.此外,该组合件对加工精度要求特别高,如图2所示,弯头的法兰下端面至直管的管端长度尺寸l1的公差范围为-0.5mm~0mm,直管的长度尺寸l2范围内的同轴度和垂直度要求均为0.1mm,且外圆尺寸φd的公差范围为-0.05mm~-0.11mm。
4.目前,采用传统方式加工该组合件时,存在产品加工合格率较低的问题,主要的制约因素体现为:
①
、钛合金焊接难度大的问题;
②
、焊接工艺复杂的问题;
③
、氩气保护效果不理想的问题;
④
、直管和弯头的焊接气孔问题;
⑤
、焊接变形过大的问题。
技术实现要素:
5.针对现有技术存在的问题,本发明提供一种钛合金细径薄壁直管组合件精密焊接夹具及加工方法,能够有效降低钛合金焊接难度,简化焊接工艺,有效提升氩气保护效果,避免直管和弯头出现焊接气孔,大幅度降低焊接变形,进一步提升产品加工合格率。
6.为了实现上述目的,本发明采用如下技术方案:一种钛合金细径薄壁直管组合件精密焊接夹具,包括底座、支座杆、下支座板、立柱、上支座板、直管限位套及弯头限位机构;所述底座水平设置,在底座中心开设有螺纹孔;所述支座杆竖直设置,在支座杆上下两端的杆体表面均设置有外螺纹,且在外螺纹的行程边界处均设置有限位挡环;所述下支座板水平设置,下支座板一端开设有转接圆孔,下支座板通过转接圆孔套装连接在支座杆的上端杆体上,下支座板与支座杆上端的限位挡环进行卡挡限位配合;所述弯头限位机构设置在下支座板另一端的上表面;所述立柱竖直设置,立柱上下两端均设有法兰结构,在立柱上下两端的柱体内部均开设有螺纹孔,立柱下端通过螺纹孔与支座杆上端的外螺纹进行螺接配合;所述上支座板水平设置,上支座板一端与立柱上端的法兰结构固定连接,在上支座板另一端开设有限位套插孔,所述直管限位套竖直插装在限位套插孔内;钛合金细径薄壁直管组合件的弯头装夹在弯头限位机构中,钛合金细径薄壁直管组合件的直管穿装在直管限位套中。
7.所述弯头限位机构包括弯头支撑台、弯头法兰垫块及弯头夹紧块;所述弯头支撑台采用圆柱矮台形结构,弯头支撑台水平固设在下支座板上表面;在所述弯头支撑台上沿径向开设有u形豁口,钛合金细径薄壁直管组合件的弯头位于u形豁口13内;所述弯头法兰垫块固装在弯头支撑台上表面中心处,钛合金细径薄壁直管组合件的弯头法兰与弯头法兰垫块卡挡限位配合;所述弯头夹紧块位于钛合金细径薄壁直管组合件的弯头法兰上方,弯
头夹紧块与弯头法兰紧固限位配合。
8.在所述弯头支撑台下方的下支座板上表面开设有氩气缓存凹槽,在氩气缓存凹槽的侧方下支座板上开设有氩气接入孔;在所述弯头支撑台外周侧固定套装有铜质的氩气保护罩,在氩气保护罩与弯头支撑台的环形间隙顶部固定安装有铜质的氩气保护环形盖板;在所述氩气保护环形盖板与弯头夹紧块之间留有氩气排出环形间隙。
9.所述直管限位套的中心点与弯头夹紧块上表面的垂直距离为钛合金细径薄壁直管组合件的直管长度的2/3。
10.所述底座采用十字形结构,且底座的每条支臂上均开设哟工艺减重孔;所述支座杆和立柱均采用中空管减重结构;在所述上支座板的板体上开设有工艺减重孔。
11.一种钛合金细径薄壁直管组合件精密加工方法,采用了所述的钛合金细径薄壁直管组合件精密焊接夹具,包括如下步骤:
12.步骤一:对钛合金细径薄壁直管组合件的弯头和直管进行焊前清理,先利用砂纸或钢丝刷先对弯头和直管的待焊处表面进行打磨抛光以去除氧化层,之后对打磨抛光好的弯头和直管的待焊处表面进行酸洗,最后利用酒精或丙酮对酸洗好的弯头和直管的待焊处表面进行擦拭清洁;其中,打磨抛光工序与酸洗工序的间隔时间不超过24小时,酸洗工序与后续焊接工序的间隔时间不超过120小时;
13.步骤二:将焊前清理好的弯头和直管装入钛合金细径薄壁直管组合件精密焊接夹具中进行组合装配,首先旋转立柱,以调节立柱与支座杆之间的螺纹接合长度,进而调整立柱的上探高度,以实现上支座板和其上直管限位套的高度,以适应不同长度的直管的安装限位;然后将弯头放入弯头支撑台的u形豁口中,使弯头法兰卡挡限位在弯头法兰垫块上,之后在弯头法兰上方固定安装好弯头夹紧块,由弯头夹紧块将弯头压紧固定住,然后将氩气保护环形盖板安装到位;随后将直管从直管限位套上方穿入直管限位套中,直到直管下端管口与固定好的弯头上端精确对接在一起,同时形成待焊接的焊缝;
14.步骤三:通过导管将氩气瓶的出气口与下支座板上的氩气接入孔连通在一起,之后开启氩气瓶的阀门,氩气瓶中的氩气依次通过导管和氩气接入孔进入氩气缓存凹槽,然后由氩气缓存凹槽分两路流动,第一路氩气由u形豁口流入弯头内部,并从弯头内部流向焊缝,对焊缝的背面形成氩气保护;第二路氩气经u形豁口流入弯头支撑台与氩气保护罩之间的环向空间内,之后向上通过氩气保护环形盖板与弯头夹紧块之间的氩气排出环形间隙流向焊缝的外侧空间;氩气从氩气接入孔进入氩气缓存凹槽时处于低温状态,在流经弯头支撑台与氩气保护罩之间的环向空间时,会由铜质的氩气保护罩和氩气保护环形盖板进行辅助散热,用以增大焊接时的散热效率;
15.步骤四:开始执行焊接工序,并采用焊枪平焊姿态对焊缝进行周向焊接,焊接电流控制在40a~50a,焊枪的氩气流量控制在15l/min,通入氩气接入孔的氩气流量控制在6l/min;
16.步骤五:当焊接完成后,弯头和直管形成钛合金细径薄壁直管组合件,先将钛合金细径薄壁直管组合件送入真空炉中进行热处理,用以去除焊缝以及周边残余应力;其中,焊接工序与真空热处理工序的间隔时间不超过144小时;
17.步骤六:当真空热处理结束后,对钛合金细径薄壁直管组合件执行车加工工序,直至钛合金细径薄壁直管组合件上的待加工部位均达到图纸设计要求。
18.本发明的有益效果:
19.本发明的钛合金细径薄壁直管组合件精密焊接夹具及加工方法,能够有效降低钛合金焊接难度,简化焊接工艺,有效提升氩气保护效果,避免直管和弯头出现焊接气孔,大幅度降低焊接变形,进一步提升产品加工合格率。
附图说明
20.图1为实施例中的钛合金细径薄壁直管组合件的结构示意图;
21.图2为实施例中的钛合金细径薄壁直管组合件的尺寸公差图;
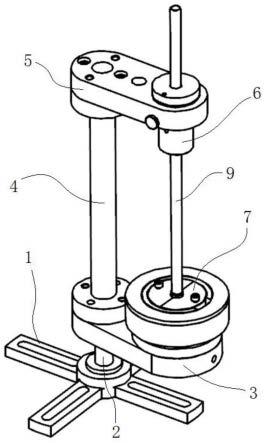
22.图3为本发明的一种钛合金细径薄壁直管组合件精密焊接夹具的立体图;
23.图4为本发明的一种钛合金细径薄壁直管组合件精密焊接夹具的剖视图;
24.图5为进行氩气保护时的氩气流动路线图;
25.图中,1—底座,2—支座杆,3—下支座板,4—立柱,5—上支座板,6—直管限位套,7—弯头限位机构,8—弯头,9—直管,10—弯头支撑台,11—弯头法兰垫块,12—弯头夹紧块,13—u形豁口,14—氩气缓存凹槽,15—氩气接入孔,16—氩气保护罩,17—氩气保护环形盖板,18—焊缝。
具体实施方式
26.下面结合附图和具体实施例对本发明做进一步的详细说明。
27.如图3、4所示,一种钛合金细径薄壁直管组合件精密焊接夹具,包括底座1、支座杆2、下支座板3、立柱4、上支座板5、直管限位套6及弯头限位机构7;所述底座1水平设置,在底座1中心开设有螺纹孔;所述支座杆2竖直设置,在支座杆2上下两端的杆体表面均设置有外螺纹,且在外螺纹的行程边界处均设置有限位挡环;所述下支座板3水平设置,下支座板3一端开设有转接圆孔,下支座板3通过转接圆孔套装连接在支座杆2的上端杆体上,下支座板3与支座杆2上端的限位挡环进行卡挡限位配合;所述弯头限位机构7设置在下支座板3另一端的上表面;所述立柱4竖直设置,立柱4上下两端均设有法兰结构,在立柱4上下两端的柱体内部均开设有螺纹孔,立柱4下端通过螺纹孔与支座杆2上端的外螺纹进行螺接配合;所述上支座板5水平设置,上支座板5一端与立柱4上端的法兰结构固定连接,在上支座板5另一端开设有限位套插孔,所述直管限位套6竖直插装在限位套插孔内;钛合金细径薄壁直管组合件的弯头8装夹在弯头限位机构7中,钛合金细径薄壁直管组合件的直管9穿装在直管限位套6中。
28.所述弯头限位机构7包括弯头支撑台10、弯头法兰垫块11及弯头夹紧块12;所述弯头支撑台10采用圆柱矮台形结构,弯头支撑台10水平固设在下支座板3上表面;在所述弯头支撑台10上沿径向开设有u形豁口13,钛合金细径薄壁直管组合件的弯头8位于u形豁口13内;所述弯头法兰垫块11固装在弯头支撑台10上表面中心处,钛合金细径薄壁直管组合件的弯头8法兰与弯头法兰垫块11卡挡限位配合;所述弯头夹紧块12位于钛合金细径薄壁直管组合件的弯头8法兰上方,弯头夹紧块12与弯头8法兰紧固限位配合。
29.在所述弯头支撑台10下方的下支座板3上表面开设有氩气缓存凹槽14,在氩气缓存凹槽14的侧方下支座板3上开设有氩气接入孔15;在所述弯头支撑台10外周侧固定套装有铜质的氩气保护罩16,在氩气保护罩16与弯头支撑台10的环形间隙顶部固定安装有铜质
的氩气保护环形盖板17;在所述氩气保护环形盖板17与弯头夹紧块12之间留有氩气排出环形间隙。采用上述结构的目的是为了更好的对焊缝18背面进行氩气保护,以及通过铜质的氩气保护罩16和氩气保护环形盖板17进一步提升焊接散热的效率。
30.所述直管限位套6的中心点与弯头夹紧块12上表面的垂直距离为钛合金细径薄壁直管组合件的直管9长度的2/3。采用上述距离关系的目的是为了最大程度的提高直管9的夹持刚性,提高直管9的抗变形能力,以及提高直管9在焊接后的同轴度和垂直度。
31.所述底座1采用十字形结构,且底座1的每条支臂上均开设哟工艺减重孔;所述支座杆2和立柱4均采用中空管减重结构;在所述上支座板5的板体上开设有工艺减重孔。采用上述结构的目的均是为了最大程度的实现焊接夹具的减重,本实施例中的焊接夹具的总重可以控制在30kg以内。
32.一种钛合金细径薄壁直管组合件精密加工方法,采用了所述的钛合金细径薄壁直管组合件精密焊接夹具,包括如下步骤:
33.步骤一:对钛合金细径薄壁直管组合件的弯头8和直管9进行焊前清理,先利用砂纸或钢丝刷先对弯头8和直管9的待焊处表面进行打磨抛光以去除氧化层,之后对打磨抛光好的弯头8和直管9的待焊处表面进行酸洗,最后利用酒精或丙酮对酸洗好的弯头8和直管9的待焊处表面进行擦拭清洁;其中,打磨抛光工序与酸洗工序的间隔时间不超过24小时,酸洗工序与后续焊接工序的间隔时间不超过120小时;
34.步骤二:将焊前清理好的弯头8和直管9装入钛合金细径薄壁直管组合件精密焊接夹具中进行组合装配,首先旋转立柱4,以调节立柱4与支座杆2之间的螺纹接合长度,进而调整立柱4的上探高度,以实现上支座板5和其上直管限位套6的高度,以适应不同长度的直管9的安装限位;然后将弯头8放入弯头支撑台10的u形豁口13中,使弯头8法兰卡挡限位在弯头法兰垫块11上,之后在弯头8法兰上方固定安装好弯头夹紧块12,由弯头夹紧块12将弯头8压紧固定住,然后将氩气保护环形盖板17安装到位;随后将直管9从直管限位套6上方穿入直管限位套6中,直到直管9下端管口与固定好的弯头8上端精确对接在一起,同时形成待焊接的焊缝18;
35.步骤三:通过导管将氩气瓶的出气口与下支座板3上的氩气接入孔1连通在一起,之后开启氩气瓶的阀门,氩气瓶中的氩气依次通过导管和氩气接入孔1进入氩气缓存凹槽14,然后由氩气缓存凹槽14分两路流动,如图5所示;第一路氩气由u形豁口13流入弯头8内部,并从弯头8内部流向焊缝18,对焊缝18的背面形成氩气保护;第二路氩气经u形豁口13流入弯头支撑台10与氩气保护罩16之间的环向空间内,之后向上通过氩气保护环形盖板17与弯头夹紧块12之间的氩气排出环形间隙流向焊缝18的外侧空间;氩气从氩气接入孔1进入氩气缓存凹槽14时处于低温状态,在流经弯头支撑台10与氩气保护罩16之间的环向空间时,会由铜质的氩气保护罩16和氩气保护环形盖板17进行辅助散热,用以增大焊接时的散热效率;
36.步骤四:开始执行焊接工序,并采用焊枪平焊姿态对焊缝18进行周向焊接,焊接电流控制在40a~50a,焊枪的氩气流量控制在15l/min,通入氩气接入孔1的氩气流量控制在6l/min;本实施例中,焊枪喷嘴选用24mm的大规格喷嘴,焊丝选用ta1焊丝;
37.步骤五:当焊接完成后,弯头8和直管9形成钛合金细径薄壁直管组合件,先将钛合金细径薄壁直管组合件送入真空炉中进行热处理,用以去除焊缝18以及周边残余应力;其
中,焊接工序与真空热处理工序的间隔时间不超过144小时;
38.步骤六:当真空热处理结束后,对钛合金细径薄壁直管组合件执行车加工工序,直至钛合金细径薄壁直管组合件上的待加工部位均达到图纸设计要求;本实施例中,弯头8的法兰下端面至直管的管端长度尺寸l1为386.6mm,l1的公差为-0.3mm,满足公差范围为-0.5mm~0mm的要求;直管9的长度尺寸l2为35mm,l2范围内的同轴度和垂直度均为0.08mm,满足0.1mm的要求;外圆尺寸φd的公差为-0.08mm,满足公差范围为-0.05mm~-0.11mm的要求。
39.实施例中的方案并非用以限制本发明的专利保护范围,凡未脱离本发明所为的等效实施或变更,均包含于本案的专利范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1