一种药芯和焊丝及焊丝制备方法与流程
1.本发明涉及焊材技术领域,具体涉及一种药芯和焊丝及其制备方法。
背景技术:
2.石油钻井技术向着更深的超深井和更长位移的大位移水平井方向发展。深井、超深井数量逐步增加,使得钻柱在井下的服役环境越来越苛刻,井下各种复杂问题的出现几率也成倍增加,对钻柱性能指标提出了更高要求,开发钻井安全性好、钻深能力强、钻井效率高的钻具成为迫在眉睫的任务。
3.石油钻杆接头是石油钻探过程中的关键性部件,随着现代钻井技术的不断发展,对钻杆接头抗冲击、耐磨性的要求不断提高。所以提高石油钻杆接头的耐磨性能、抗冲击性、延长其使用寿命、提高钻井效率是急需解决的工程实际问题。
4.针对该问题,国内外的石油钻具生产厂家基本上都采用新型金属耐磨带,该金属耐磨带为的药芯焊丝焊接而成的堆焊层,金属耐磨带的耐磨性能与药芯焊丝的性能有关,要想获得高抗裂性和高耐磨性的金属耐磨带,现有焊丝的抗裂性和硬度较低,因此需要提供一种药芯和焊丝及其制备方法,以使堆焊层具有良好的抗裂性和较高硬度。
技术实现要素:
5.鉴于以上现有技术的需求,本发明的目的在于提供一种药芯和焊丝及焊丝制备方法,来满足石油钻杆接头对高抗裂、高耐磨性金属耐磨带的性能要求。
6.为实现上述目的及其它相关目的,本发明提供一种药芯,以药芯原料组分的总质量为基准计,所述药芯包括以下原料组分及质量百分含量:石墨8~10%,石英6~8%,铝粉1~3%,硅锰合金6~10%,硅铁3~5%,钒铁5~8%,镍粉1~3%,钛铁3~5%,铌铁4~7%,余量为铁粉。
7.优选地,石墨中c的含量≥95%,石英中sio2的含量≥97%,铝粉中al的含量≥97%,锰硅合金中mn的含量62~67%、si的含量20~23%,硅铁中si≥72%,钒铁中v的含量≥50%,镍粉中ni的含量≥99%,钛铁中ti的含量65~75%,铌铁中nb≥65%。
8.本发明进一步提供了一种焊丝,所述焊丝包括钢带和上述药芯,所述药芯填充在所述钢带内部。
9.进一步地,所述钢带为不锈钢钢带。
10.进一步地,所述钢带为410不锈钢钢带。
11.进一步地,所述钢带中填充的药芯质量是所述焊丝总质量的15~25%。
12.进一步地,所述焊丝的直径为2.4mm~3.2mm。
13.本发明还提供了一种焊丝的制备方法,包括以下步骤:
14.(1)药芯原料的预先处理:将所述的药芯组分进行烘干处理;
15.(2)药芯组分混配:将经步骤(1)中烘干后的药芯组分按照所述药芯组分比例称好,并放置在混料机中搅拌均匀;
16.(3)成型:将步骤(2)混配均匀的药芯加入到u型槽中,然后对u型槽进行闭合、减径、拉丝和收线操作。
17.进一步地,步骤(1)中石墨、铝粉、硅锰合金、硅铁、钒铁、镍粉、钛铁、铌铁、铁粉的烘干温度为150~170℃,保温时间为120分钟;石英烘干温度为 850℃,保温时间为360分钟。
18.本发明药芯,因为组分中添加了c、ni、mn元素,使得焊缝在成型过程中,形成了稳定的奥氏体组织,因为奥氏体组织具有低磁性特点,因此可以降低堆焊层表面的磁性。堆焊层表面磁性的降低,可以减少堆焊层使用过程中磨损下来的粉末在堆焊层表面的吸附量,进而可以减少粉末对堆焊层表面的二次磨损,最终相应提升了堆焊层表面的耐磨性能。另外,本发明药芯中还加入了ti、nb、 v元素,在焊缝成型过程中,ti、nb、v元素可以起到细化晶粒的作用,进而细化后的晶粒等于c元素形成稳定的晶界,进而可以提高堆焊层的表面硬度,进一步提高了堆焊层的耐磨性能;同时ti、nb、v元素在焊缝成型过程中,还可以起到控制奥氏体过大的效果,进而相应的提高了堆焊层的抗裂性能。
19.本发明焊丝,采用了410不锈钢钢带,相比于普通的不锈钢钢带,410不锈钢钢带中增加了cr的含量,进而在焊缝成型过程中,会有更多的cr元素进入到堆焊层中,进而会相应提高了堆焊层的硬度,最终达到提高堆焊层耐磨性能的效果。
20.本发明所采用的焊丝制备方法,制造工艺路线较为简单,容易操作,焊丝的生产效率高,焊丝表面洁净,进而使得焊丝使用时送丝顺畅,焊接时飞溅小。
21.本发明中的焊丝在焊接过程中,能形成较高硬度的堆焊层,且堆焊层的相对耐磨性为q235钢的数倍以上,可以实现手持对焊耐磨带无明显可见裂纹、重复堆焊耐磨带无掉块现象;且基材在焊接前无需预热,焊后可以自然冷却;焊接工艺优良、焊接熔合好、飞溅小和焊后成型好。
具体实施方式
22.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其它优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。还应当理解,本发明实施例中使用的术语是为了描述特定的具体实施方案,而不是为了限制本发明的保护范围。下列实施例中未注明具体条件的试验方法,通常按照常规条件,或者按照各制造商所建议的条件。
23.当实施例给出数值范围时,应理解,除非本发明另有说明,每个数值范围的两个端点以及两个端点之间任何一个数值均可选用。除非另外定义,本发明中使用的所有技术和科学术语与本技术领域的技术人员对现有技术的掌握及本发明的记载,还可以使用与本发明实施例中所述的方法、设备、材料相似或等同的现有技术的任何方法、设备和材料来实现本发明。
24.须知,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
25.本发明提供一种药芯,以药芯原料组分的总质量为基准计,所述药芯包括以下原料组分及质量百分含量:石墨8~10%,石英6~8%,铝粉1~3%,硅锰合金 6~10%,硅铁3~5%,钒铁5~8%,镍粉1~3%,钛铁3~5%,铌铁4~7%,余量为铁粉。本发明中的石墨、石英、铝粉、硅锰合金、硅铁、钒铁、镍粉、钛铁、铌铁和铁粉均为本领域的常规材料,并能通过一般商业途径获得。较佳地,下述所有实施例中选取的石墨粒度60目,石英粒度80目,铝粉粒度60目,硅锰合金粒度60目,硅铁为粒度60目的75#硅铁,钒铁粒度80目,镍粉粒度60目,钛铁粒度120目,铌铁粒度60目,铁粉粒度60目。需要说明的是,鉴于不同厂家产品的差异,或同一厂家不同批次产品的差异,上述各原料的细度并不是一个绝对概念,可以在
±
5目的范围内波动。
26.药芯中各组分的作用如下:
27.石墨:主要作用是引入c元素,保证c的过渡系数,c与v、ti形成高硬度的碳化物,在马氏体基体中弥散分布,进一步提高熔敷金属的硬度和耐磨性。本技术所述的石墨中c的含量≥95%,例如石墨中c的含量可以为95%、96%、 97%或98%等≥95%范围内任一数值。
28.石英:主要作用是造渣稳弧作用,适量的添加可以增加渣的活泼性,同时调节熔渣熔点和黏度。本技术所述的石英中sio2的含量≥97%,例如石英中sio2 的含量可以为97%、98%或99%等≥97%范围内任一数值。
29.铝粉:主要作用是脱氧剂,如果熔敷金属中铝含量增加,其含氧量、氮含量明显下降,抗气孔性能明显上升。al能有效减小焊缝气孔的敏感性,其主要原因是脱氧能力非常强。另一方面,铝与氮有很强的结合力,能形成稳定的氮化物,该氮化物不溶于焊缝金属中而熔于熔渣,一定量的铝能保证抗气孔性。本技术所述的铝粉中al的含量≥97%,例如铝粉中al的含量可以为97%、98%或99%等≥97%范围内任一数值。
30.锰硅合金:mn、si作为主要的脱氧元素和合金过渡元素,降低焊缝含氧量,减少气孔,保持熔敷金属具有一定的强度和韧性。本技术所述的锰硅合金中mn 的含量62~67%,例如锰硅合金中mn的含量可以为62%、65%和67%等62~67%范围内任一数值;锰硅合金中si的含量20~23%,例如锰硅合金中si的含量可以为20%、21%或23%等20~23%范围内任一数值。
31.75#硅铁:主要起脱氧作用,si作为合金元素对堆焊层金属有固溶强化作用,本技术所述的75#硅铁中si的含量≥72%,例如75#硅铁中si的含量可以为72%、75%、80%或90%等≥72%范围内任一数值。
32.钒铁:v是铁素体形成元素,能与c、o、n形成稳定的化合物,主要以碳化物存在,增加回火稳定性和产生二次硬化效应,细化组织、提高晶粒粗化温度、降低过热敏感性;在马氏体不锈钢中由于形成v4c3、vn,在高温下聚合长大速率缓慢,故可增强热强行和抗高温蠕变性能。防止晶间腐烛,细化晶粒,改善回火稳定性,可二次硬化。本技术中的钒铁中v含量≥50%,例如钒铁中v 含量可以为50%、60%、70%或80%等≥50%范围内任一数值。
33.镍粉:ni能在奥氏体中无限固溶,有固溶强化作用,能有效细化晶粒,提高耐磨性。本技术所述的镍粉中ni的含量≥99%,例如镍粉中ni的含量可以为 99%、99.1%、99.5%或99.8%等≥99%范围内任一数值。
34.钛铁:脱氧剂,过渡ti元素,细化晶粒,提高焊缝金属的韧性及抗裂性,并有脱氧、稳弧、促使熔滴以雾状过渡和实现焊缝成型细而光亮的作用。本技术中钛铁中ti的含量65
~75%,例如钛铁中ti的含量可以为65%、70%或75%等65~75%范围内任一数值。
35.铌铁:nb作为碳氮化合物形成元素,在钢中能优先与c、n结合生成稳定的碳氮化合物、碳化物、氮化物等,这些高温析出相能提高形核率、钉扎晶界,有效细化晶粒,通过沉淀强化提高钢的高温力学性能;nb与c结合避免碳化铬析出导致的晶格贫铬,能有效提高耐磨性。本技术所述的铌铁中nb的含量≥ 65%,例如铌铁中nb的含量为65%、66%、68%或70%等≥65%范围内任一数值。
36.铁粉:可加速药皮的熔化速度,提高熔敷效率。本技术所述的铁粉中fe 的含量≥98%,例如铁粉中fe的含量为98%、98.5%或99%等≥98%范围内任一数值。
37.本发明还提供了一种焊丝,所述焊丝包括钢带和填充在钢带内部的药芯,所述药芯为上述药芯。所述钢带为410不锈钢钢带,以不锈钢钢带原料组分的总质量为基准计,所述410不锈钢钢带包括以下原料组分及质量百分含量:c ≤0.15%,si≤1.00%,p≤0.035%,s≤0.030%,cr11.50~13.50%。
38.由于410不锈钢钢带中含有11.5%~13.5%的cr,焊丝在焊接时可在熔敷金属中增加合金中cr的含量,进而相应提高堆焊层的硬度。
39.所述焊丝中,所述药芯的填充率即药芯的重量是焊丝总重量的15~25%,例如药芯的填充率可以为15%、18、21%或25%等15~25%范围内任一数值。实际应用中,先按照上述药芯组分比例配置药芯,再将药芯按照填充率15~25%填充至所述不锈钢钢带中。
40.本发明进一步提供了一种焊丝制备方法,步骤如下:
41.s1、药芯原料的预先处理:将上述药芯组分进行烘干处理;其中石墨、铝粉、硅锰合金、硅铁、钒铁、镍粉、钛铁、铌铁、铁粉的烘干温度为150~170℃,保温时间为120分钟;石英烘干温度为850℃,保温时间为360分钟。
42.s2、药芯组分混配:将经步骤s1中烘干后的药芯组分按一定质量比例称重后,倒入搅拌机内搅拌150
±
5min,使各组分混合均匀。
43.其中,步骤s2中按照石墨8~10%,石英6~8%,铝粉1~3%,硅锰合金6~10%, 75#硅铁3~5%,钒铁5~8%,镍粉1~3%,钛铁3~5%,铌铁4~7%,余量为铁粉的比例称量药芯的各组分,并将上述组分混合均匀。
44.s3、成型:将钢带轧制成u型槽,并将步骤s2中混合均与的药芯填充至u 型槽内闭合;将填充有药芯的钢带拉拔减径至所需规格,得到成型焊丝。
45.步骤s3中先通过成型机对钢带进行清理,再把钢带轧制成u型槽,将步骤 s2中混合均匀的药芯填充至u型槽内,再利用成型机对钢带进行封口。其中本发明使用的钢带为410不锈钢钢带,钢带尺寸厚度*宽度为:0.3mm*10mm。填充药芯时,控制药芯的填充率(药芯重量占焊丝总重量比例)在15~25%,例如填充率可以为15%、18%、21%或25%等15~25%范围内的任一数值。
46.步骤s3中将步骤s2中填充有药芯的410不锈钢钢带进行拉丝处理,即利用拉丝机将焊丝半成品拉拔减径至所需规格即制得所需焊丝,其中,焊丝的直径为2.4mm~3.2mm,例如可以为2.4mm、3.0mm或3.2mm等2.4mm~3.2mm范围内的任一数值。
47.下面通过几个具体实施例对本发明进行详细说明。
48.需要说明的是本发明实施例中除了明确给出的数值外,其他未公布条件均相同。
49.实施例1
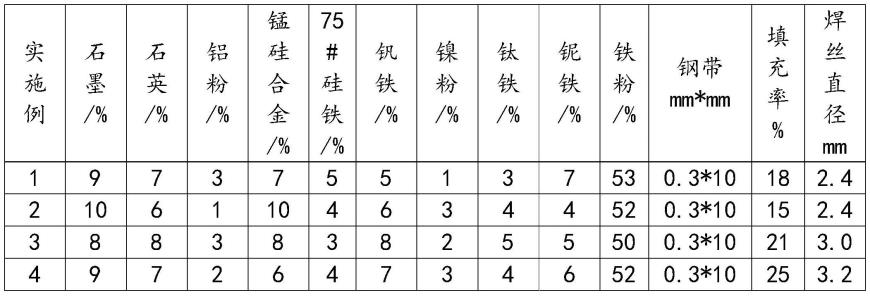
50.请参阅表1,本实施例的一种焊丝,其中,钢带采用410不锈钢钢带,钢带的厚度宽度为0.3mm*10mm;以药芯原料组分的总质量为基准计,药芯包括以下重量比例的组分:石墨9%,石英7%,铝粉3%,硅锰合金7%,75#硅铁5%,钒铁5%,镍粉1%,钛铁3%,铌铁7%,铁粉53%。
51.焊丝的制备方法为:
52.将厚度宽度为0.3mm*10mm410不锈钢钢带经超声波清洗干净后轧制成u型槽,将过筛后的石墨、铝粉、硅锰合金、75#硅铁、钒铁、镍粉、钛铁、铌铁、铁粉均放入150
±
5℃的低温烘干箱内,保温120
±
5min,当温度降至100
±
10℃时出炉,同时将过筛后的石英放入高温的烘干箱内,升温至900
±
10℃,保温 360
±
5min,当温度降至100
±
10℃出炉。将出炉后药芯组分按所需质量比例称重后倒入搅拌机内搅拌150
±
5min后加入u型槽中;填充药芯时,取药芯的填充率(药芯重量占焊丝总重量比例)为18%,然后将u型槽轧制成o型槽闭合,之后轧制减径,直至成品焊丝,得到直径为2.4mm的焊丝,最后通过擦拭机对焊丝进行擦拭,收线,层绕,包装。
53.将上述焊丝,在100%co2气体保护下,使用上述直径为2.4mm的焊丝对wcb 铸件进行堆焊焊接,其中,焊接电流为260
±
2a,焊接电压为28
±
2v,co2气体流量为20l/min,焊接温度为200℃,焊接速度为28cm/min。以焊缝整体质量为基准计,焊接形成的堆焊层化学成分质量百分比为:c:2.44%;cr:7.95%; ni:5.27%;v:5.55%;ti:5.25%;nb:5.39%。对该堆焊层进行实验得知堆焊层硬度为65hrc,堆焊层相对耐磨性ε为20.1。
54.实施例2
55.请参阅表1,本实施例的一种焊丝,其中,钢带采用410不锈钢钢带,钢带的厚度宽度为0.3mm*10mm;以药芯原料组分的总质量为基准计,药芯包括以下重量比例的组分:石墨10%,石英6%,铝粉1%,硅锰合金10%,75#硅铁4%,钒铁6%,镍粉3%,钛铁4%,铌铁4%,铁粉52%。
56.焊丝的制备方法为:
57.将厚度宽度为0.3mm*10mm410不锈钢钢带经超声波清洗干净后轧制成u型槽,将过筛后的石墨、铝粉、硅锰合金、75#硅铁、钒铁、镍粉、钛铁、铌铁、铁粉均放入160
±
5℃的低温烘干箱内,保温120
±
5min,当温度降至100
±
10℃时出炉,同时将过筛后的石英放入高温的烘干箱内,升温至900
±
10℃,保温 360
±
5min,当温度降至100
±
10℃出炉。将出炉后药芯组分按所需质量比例称重后倒入搅拌机内搅拌150
±
5min后加入u型槽中;填充药芯时,取药芯的填充率(药芯重量占焊丝总重量比例)为15%,然后将u型槽轧制成o型槽闭合,之后轧制减径,直至成品焊丝,得到直径为2.4mm的焊丝,最后通过擦拭机对焊丝进行擦拭,收线,层绕,包装。
58.将上述焊丝,在100%co2气体保护下,使用上述直径为2.4mm的焊丝对wcb 铸件进行堆焊焊接,其中,焊接电流为280
±
2a,焊接电压为28
±
2v,co2气体流量为20l/min,焊接温度为200℃,焊接速度为28cm/min。以焊缝整体质量为基准计,焊接形成的堆焊层化学成分质量百分比为:c:2.46%;cr:7.96%; ni:5.35%;v:5.68%;ti:5.31%;nb:5.35%。对该堆焊层进行实验得知堆焊层硬度为66hrc,堆焊层相对耐磨性ε为20.3。
59.实施例3
60.请参阅表1,本实施例的一种焊丝,其中,钢带采用410不锈钢钢带,钢带的厚度宽
度为0.3mm*10mm;以药芯原料组分的总质量为基准计,药芯包括以下重量比例的组分:石墨8%,石英8%,铝粉3%,硅锰合金8%,75#硅铁3%,钒铁8%,镍粉2%,钛铁5%,铌铁5%,铁粉50%。
61.焊丝的制备方法为:
62.将厚度宽度为0.3mm*10mm410不锈钢钢带经超声波清洗干净后轧制成u型槽,将过筛后的石墨、铝粉、硅锰合金、75#硅铁、钒铁、镍粉、钛铁、铌铁、铁粉均放入160
±
5℃的低温烘干箱内,保温120
±
5min,当温度降至100
±
10℃时出炉,同时将过筛后的石英放入高温的烘干箱内,升温至900
±
10℃,保温 360
±
5min,当温度降至100
±
10℃出炉。将出炉后药芯组分按所需质量比例称重后倒入搅拌机内搅拌150
±
5min后加入u型槽中;填充药芯时,取药芯的填充率(药芯重量占焊丝总重量比例)为21%,然后将u型槽轧制成o型槽闭合,之后轧制减径,直至成品焊丝,得到直径为3.0mm的焊丝,最后通过擦拭机对焊丝进行擦拭,收线,层绕,包装。
63.将上述焊丝,在100%co2气体保护下,使用上述直径为3.0mm的焊丝对wcb 铸件进行堆焊焊接,其中,焊接电流为340
±
2a,且直流反接;焊接电压为 30
±
2v,co2气体流量为22l/min,焊接温度为200℃,焊接速度为30cm/min。以焊缝整体质量为基准计,焊接形成的堆焊层化学成分质量百分比为: c:2.38%;cr:7.92%;ni:5.33%;v:5.45%;ti:5.24%;nb:5.33%。对该堆焊层进行实验得知堆焊层硬度为66hrc,堆焊层相对耐磨性ε为20.4。
64.实施例4
65.请参阅表1,本实施例的一种焊丝,其中,钢带采用410不锈钢钢带,钢带的厚度宽度为0.3mm*10mm;以药芯原料组分的总质量为基准计,药芯包括以下重量比例的组分:石墨9%,石英7%,铝粉2%,硅锰合金6%,75#硅铁4%,钒铁7%,镍粉3%,钛铁4%,铌铁6%,铁粉52%。药芯的填充率为25%。焊丝直径为3.2mm。
66.焊丝的制备方法为:
67.将厚度宽度为0.3mm*10mm410不锈钢钢带经超声波清洗干净后轧制成u型槽,将过筛后的石墨、铝粉、硅锰合金、75#硅铁、钒铁、镍粉、钛铁、铌铁、铁粉均放入170
±
5℃的低温烘干箱内,保温120
±
5min,当温度降至100
±
10℃时出炉,同时将过筛后的石英放入高温的烘干箱内,升温至900
±
10℃,保温 360
±
5min,当温度降至100
±
10℃出炉。将出炉后药芯组分按所需质量比例称重后倒入搅拌机内搅拌150
±
5min后加入u型槽中;填充药芯时,取药芯的填充率(药芯重量占焊丝总重量比例)为25%,然后将u型槽轧制成o型槽闭合,之后轧制减径,直至成品焊丝,得到直径为3.2mm的焊丝,最后通过擦拭机对焊丝进行擦拭,收线,层绕,包装。
68.将上述焊丝,在100%co2气体保护下,使用上述直径为2.4mm的焊丝对wcb 铸件进行堆焊焊接,其中,焊接电流为380
±
2a,焊接电压为32
±
2v,co2气体流量为25l/min,焊接温度为200℃,焊接速度为30cm/min。以焊缝整体质量为基准计,焊接形成的堆焊层化学成分质量百分比为:c:2.40%;cr:7.95%; ni:5.32%;v:5.71%;ti:5.24%;nb:5.28%。对该堆焊层进行实验得知堆焊层硬度为67hrc,堆焊层相对耐磨性ε为20.6。
69.表1实施例1至4焊丝中药芯的组分。
[0070][0071]
实施例1至4按照表1中所述焊丝中药芯的组分进行各项焊接试验,焊接时采用表2中的焊接工艺参数。焊接得到的熔敷金属化学成分如下表3,焊接工艺性能及熔敷金属的力学性能如下表4。
[0072]
表2实施例1-4焊接工艺参数
[0073][0074]
表3实施例1-4焊丝的熔敷金属化学成分
[0075]
实施例c/%cr/%ni/%v/%ti/%nb/%12.447.955.275.555.255.3922.467.965.355.685.315.3532.387.925.335.455.245.3342.407.955.325.715.245.28
[0076] 表4实施例1-4焊丝的焊接工艺性能及熔敷金属的力学性能。
[0077][0078]
由上述实施例1至4的实验结果表明,本发明的焊丝,焊接时电弧稳定,焊渣覆盖均匀、飞溅少,焊缝成型美观,表面无裂纹等不良现象,因为本发明药芯中添加了c、ni、mn元素,使得堆焊层在成型过程中,形成了稳定的奥氏体组织,因为奥氏体组织具有低磁性特点,因此可以降低堆焊层表面的磁性。堆焊层表面磁性的降低,可以减少堆焊层使用过程中磨损下来的粉末在堆焊层表面的吸附量,进而可以减少粉末对堆焊层表面的二次磨损,最终相应提升了堆焊层表面的耐磨性能。另外,本发明药芯中还加入了ti、nb、v元素,在焊缝成型过程中,ti、nb、v元素可以起到细化晶粒的作用,进而细化后的晶粒等于c元素形成稳定的晶界,进而可以提高堆焊层的表面硬度,进一步提高了堆焊层的耐磨性能;同时ti、nb、
v元素在焊缝成型过程中,还可以起到控制奥氏体过大的效果,进而相应的提高了堆焊层的抗裂性能。通过上述实验数据可知,采用本焊丝焊接形成的堆焊层硬度在65hrc以上,堆焊层的相对耐磨性为q235钢的18倍以上,可以实现首次堆焊耐磨带无明显可见裂纹,重复堆焊耐磨带无掉块现象。且焊接工艺优良,焊接熔合好,飞溅小、焊后成型好,焊前无需预热、焊后可以自然冷却。所以,本发明有效克服了现有技术中的一些实际问题从而有很高的利用价值和使用意义。
[0079]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1