一种弯头圆管的板缝划分方法及基于其的弯头圆管的制备方法与流程
1.本发明涉及弯头圆管制备技术领域,特别涉及一种弯头圆管的板缝划分方法及基于其的弯头圆管的制备方法。
背景技术:
2.船舶制造过程中使用的管子形式及规格多样。为节约成本,有些规格的弯头圆管使用相对较少,就会利用钢板压制而成。
3.在以往对圆管弯头放样中采用的是并行线法对圆管进行展开见(见图1),其展开原理是将圆柱体平面圆周等分,过等分点在圆柱面上作出相应的素线,把圆柱面划分成若干四边形,以近似地代替圆柱表面,然后依次将这些四边形展开平面上即为所求展开图。为使弯头的过渡更趋于圆滑以减少管内流体阻力,通常会将弯管划分更多分节,此方法的缺点在于分节越多,需要后续展开放样的工时越多,导致工作效率低下。
技术实现要素:
4.有鉴于此,本发明要解决的技术问题是提供一种弯头圆管的板缝划分方法,同时还提出了弯头圆管的制备方法。
5.本发明的弯头圆管的板缝划分方法的具体的操作过程如下:
6.1、确定弯头圆管的弯曲方向;
7.2、过弯头圆管的半径圆心的横截面俯视图中,将圆管沿纵、横向中心线等分为四份(此时,会得到的四个大小、形状均不相同的零件,按此划分方案需分别对四个零件进行手工展开放样,同时还需制作四套加工样板,增加了放样及零件加工的工时);
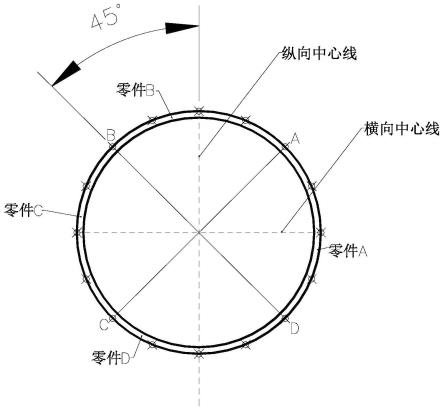
8.3、在俯视图中将纵、横向两条中心线分别同时正向或反向旋转45度,划分得到a点、b点、c点和d点。
9.4、对通过弯头圆管的半径圆心所得到的横截面俯视图均用步骤s1的方式得到若干个a、b、c、d点,所有的a、b、c、d分别构成弯头圆管的板缝线。
10.此时从侧视图中可见,得到的四个零件中的两侧的两个零件在大小、形状上均相同,因此,放样加工这两个零件的加工样箱可以共享,按此方案划分仅需再对其余两个两零件进行手工放样即可,加工样板总共制作三套就可以满足生产要求,减少了放样及样箱制作的工时。
11.最后,四个零件放样加工完成后,焊接即得弯头圆管。此方法板缝是沿流体方向划分,既不会增加流体阻力,也减少了零件的放样及样板的制作工作,既方便又省时。
12.本发明的上述技术方案的有益效果如下:
13.本发明主要是通过优化圆管弯头的板缝划分方法,减少流体阻力,减少曲面板材手工放样及样板的制作数量,同时降低加工难度。此方案的提出既提高了工作效率,又节省了大量设计及板材加工工时。
附图说明
14.图1为现有弯头圆管的并行线展开方法的圆管划分示意图;
15.图2为过弯头圆管的半径圆心的某个横截面俯视图;
16.图3为弯头圆管的侧视图;
17.图4为根据板缝线的划分得到的零件a、零件b、零件c和零件d的结构示意图。
具体实施方式
18.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合具体实施例进行详细描述。
19.一种弯头圆管加工板缝划分方法,具体实施方法如下:
20.1、确定弯头圆管弯曲方向;
21.2、如图2所示,过弯头圆管的半径圆心e的横截面俯视图中,将弯头圆管沿纵、横向中心线等分为四份时,会得到的四个大小、形状均不相同的零件,按此划分方案需分别对四个零件进行手工展开放样,同时还需制作四套加工样箱(样板),增加了放样及零件加工的工时;
22.3、在俯视图中将纵、横向两条中心线分别同时正向或反向旋转45度,划分得到a点、b点、c点和d点;
23.4、对通过弯头圆管的半径圆心e所得到的横截面俯视图(如横截面c-c、d-d、e-e)均用步骤1的方式得到若干个a、b、c、d点,所有的a、b、c、d分别联机构成弯头圆管的板缝线,根据板缝线可以对应得到零件a、零件b、零件c和零件d,如图4所示。此时从弯头圆管的侧视图(图3)中可见,所得的四个零件中零件a和零件c的大小、形状均相同,那么放样加工零件a和c时加工样箱也可以共享,所以,按此方案划分仅需分别对零件b和d及a\c号零件其中的一个进行手工放样即可,加工样板制作三套就可以满足要求,减少了放样及样箱制作的工时;
24.最后对放样加工得到的各零件进行焊接即可得到弯头圆管产品。
25.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
技术特征:
1.一种弯头圆管加工板缝划分方法,其特征在于,包括如下步骤:s1、确定弯头圆管弯曲方向;s2、过弯头圆管的半径圆心的横截面俯视图中,将弯头圆管沿纵、横向中心线等分为四份;s3、在横截面俯视图中将纵、横向中心线分别同时旋转
±
45度,划分得到a点、b点、c点和d点;s4、对通过弯头圆管的半径圆心e所得到的横截面俯视图均用步骤s1的方式得到若干个a、b、c、d点,所有的a、b、c、d分别构成弯头圆管的板缝线。2.一种基于权利要求1所述的方法的弯头圆管的制备方法,其特征在于,根据板缝线的划分可以对应得到零件a、零件b、零件c和零件d,分别对四个零件放样加工得到的零件产品焊接即可得到弯头圆管。
技术总结
本发明提供一种弯头圆管的板缝划分方法及基于其的弯头圆管的制备方法。弯头圆管加工板缝划分方法,包括如下步骤:S1、确定弯头圆管弯曲方向;S2、过弯头圆管的半径圆心的横截面俯视图中,将弯头圆管沿纵、横向中心线等分为四份;S3、在横截面俯视图中将纵、横向中心线分别同时旋转
技术研发人员:郭冠晖 徐进初 李爽 刘亚 袁昌宝
受保护的技术使用者:广州黄船海洋工程有限公司
技术研发日:2022.11.17
技术公布日:2023/3/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1