一种高效率的双工件同步连续自动焊接装配装置的制作方法
本发明属于自动焊接生产线,具体涉及一种双工件同步连续自动焊接装配装置。
背景技术:
1、制冷设备的压缩机的上轴承消音器是通过螺栓紧固安装盖在压缩机的上轴承的上表面,用来在消音器和上轴承之间形成密封腔的如图1所示的钣金结构件,消音器由圆盘形的消音器a盘体和消音器b盘体构成,消音器a盘体和消音器b盘体都外翻形成有翻边壁并在生产时通过翻边壁之间的焊接使消音器a盘体和消音器b盘体组合构成成品消音器,消音器a盘体和消音器b盘体的翻边壁上对应分布设有孔体用来通过螺栓紧固安装在上轴承上。
2、目前上述焊接作业的完成是由人工单次将一个构成消音器的消音器a盘体和消音器b盘体组合后再放入焊接设备的工装夹具由焊接设备来完成焊接作业的,焊接作业由人工逐个地完成上下料。在大批量上轴承消音器的焊接生产中,现有人工逐个上下料方式的上下料效率十分低,导致上轴承消音器的焊接装配生产效率低。
技术实现思路
1、针对现有技术的不足,本发明旨在提供一种双工件同步连续自动焊接装配装置,适用于上轴承消音器的焊接装配生产,可以实现消音器a盘体和消音器b盘体在焊接作业前后的自动上下料,提高上轴承消音器的焊接装配生产效率。
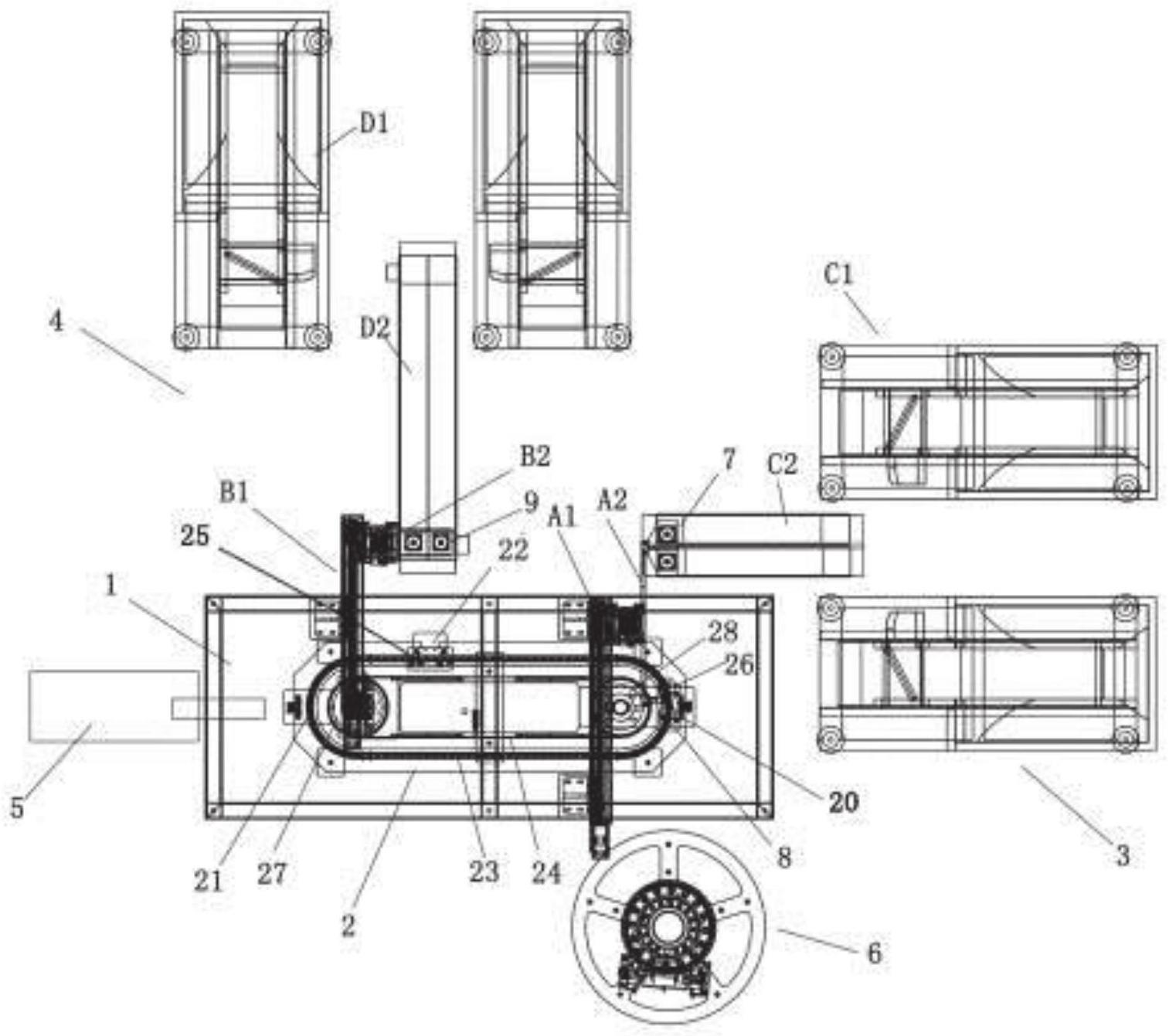
2、为实现上述目的,本发明采用如下技术方案:一种高效率的双工件同步连续自动焊接装配装置,包括装配作业台、环形导轨输送线、a盘体上料线、b盘体上料线及激光焊接设备、接料架;环形导轨输送线的一端设有a盘体上料工位、另一端设有焊接工位,在a盘体上料工位和焊接工位之间设有b盘体上料工位,并具有滑动连接于环形导轨及固定连接于传动带的治具座,治具座顶面紧固安装工装治具,工装治具用以放置固定消音器盘体。a盘体上料线对应a盘体上料工位设置,装配作业台安装设有两轴移动滑台i,两轴移动滑台i安装具有夹爪支架i,夹爪支架i安装具有a盘体上料夹爪及消音器卸料夹爪。b盘体上料线对应b盘体上料工位设置,装配作业台安装设有两轴移动滑台ii,两轴移动滑台ii安装具有夹爪支架ii,夹爪支架ii安装具有b盘体上料夹爪,b盘体上料夹爪用来将消音器b盘体转移叠放于b盘体上料工位的工装治具。装配作业台外围对应焊接工位设有激光焊接设备、对应a盘体上料工位设有接料架,a盘体上料夹爪用来将消音器a盘体从a盘体上料线转移放置于a盘体上料工位的工装治具,消音器卸料夹爪与a盘体上料夹爪同步动作并用来将a盘体上料工位的上轴承消音器转移放置于接料架。
3、消音器a盘体由a盘体上料线送料并由a盘体上料夹爪抓取转移放置在a盘体上料工位的工装治具上,环形导轨输送线运转使载有消音器a盘体的工装治具向b盘体上料线方向移动,在b盘体上料工位由b盘体上料夹爪将b盘体上料线送出的消音器b盘体抓取转移放置在载有消音器a盘体的工装治具上,让消音器b盘体叠在消音器a盘体上,继续由环形导轨输送线运转输送至焊接工位,由激光焊接设备把消音器b盘体和消音器a盘体焊接在一起;焊接后形成的上轴承消音器继续运转输送至a盘体上料工位,此时a盘体上料夹爪移动至a盘体上料线抓取消音器a盘体,消音器卸料夹爪移动至a盘体上料工位抓取上轴承消音器,在a盘体上料夹爪将消音器a盘体抓取放在a盘体上料工位时,消音器卸料夹爪将上轴承消音器移动放在接料架上。
4、本发明具有如下有益效果:
5、本发明高效率的双工件同步连续自动焊接装配装置,适用于上轴承消音器的焊接装配生产,可以实现消音器a盘体和消音器b盘体在焊接作业前后的自动上下料,提高上轴承消音器的焊接装配生产效率。
技术特征:
1.一种高效率的双工件同步连续自动焊接装配装置,其特征在于,包括:
2.如权利要求1所述的高效率的双工件同步连续自动焊接装配装置,其特征在于,所述a盘体上料线包括斜坡上料提升机i及上料输送线i,所述斜坡上料提升机i具有提升履带,在所述提升履带的带面分布固定有盘体托片,所述斜坡上料提升机i的侧部安装设有落料通道并通过所述落料通道和所述上料输送线i衔接,所述斜坡上料提升机i对应所述落料通道并斜跨所述提升履带的带面设有挡料斜杆,所述上料输送线i的末端延伸至对应所述a盘体上料夹爪。
3.如权利要求2所述的高效率的双工件同步连续自动焊接装配装置,其特征在于,所述b盘体上料线包括斜坡上料提升机ii及上料输送线ii,所述斜坡上料提升机ii具有提升履带,在所述提升履带的带面分布固定有盘体托片,所述斜坡上料提升机ii的侧部安装设有落料通道并通过所述落料通道和所述上料输送线ii衔接,所述斜坡上料提升机ii对应所述落料通道并斜跨所述提升履带的带面设有挡料斜杆,所述上料输送线ii的末端延伸至对应所述b盘体上料夹爪。
4.如权利要求3所述的高效率的双工件同步连续自动焊接装配装置,其特征在于,所述工装治具具有两个用来放置消音器盘体的盘体放置位,所述a盘体上料夹爪及所述消音器卸料夹爪分别两个一组设置,所述b盘体上料夹爪两个一组设置,所述a盘体上料线、所述b盘体上料线分别包括两组。
5.如权利要求1-4任一项所述的高效率的双工件同步连续自动焊接装配装置,其特征在于,所述环形导轨输送线由安装于所述装配作业台的主动带轮、从动带轮及传动连接于所述主动带轮和所述从动带轮之间的传动带构成,所述主动带轮由电机驱动转动,所述环形导轨位于所述传动带的外围。
6.如权利要求1-4任一项所述的高效率的双工件同步连续自动焊接装配装置,其特征在于,所述a盘体上料夹爪、所述消音器卸料夹爪及所述b盘体上料夹爪是电磁夹爪。
技术总结
本发明公开了一种高效率的双工件同步连续自动焊接装配装置,环形导轨输送线一端设有A盘体上料工位、另一端设有焊接工位,在A盘体上料工位和焊接工位之间设有B盘体上料工位,A盘体上料线对应A盘体上料工位设置,装配作业台安装设有两轴移动滑台I,两轴移动滑台I安装具有夹爪支架I,夹爪支架I安装具有A盘体上料夹爪及消音器卸料夹爪,B盘体上料线对应B盘体上料工位设置,装配作业台安装设有两轴移动滑台II,两轴移动滑台II安装具有夹爪支架II,夹爪支架II安装具有B盘体上料夹爪,装配作业台外围对应焊接工位设有激光焊接设备、对应A盘体上料工位设有接料架;可以提高上轴承消音器的焊接装配生产效率。
技术研发人员:潘均安,李荣锋,余南生,杨彬
受保护的技术使用者:佛山市精信达五金电器有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!