一种海绵钛的破碎方法与流程
1.本发明涉及海绵钛破碎技术领域,尤其涉及一种海绵钛的破碎方法。
背景技术:
2.海绵钛生产是钛工业的基础环节,它是钛材、钛粉及其他钛构件的原料,生产工艺为首先将钛渣氯化变成四氯化钛,然后采用镁热法进行还原,就得到海绵钛,纯度一般在99%以上,并根据其纯度和硬度指标划分为若干个等级。生产出来的钛坨为多孔状,是不能直接使用的,还必须把它们在电炉中进行熔炼,才能铸成钛锭,并经过加工做成下游产品,钛颗粒中杂质含量高低会影响其熔炼效果。
3.海绵钛的等级主要取决于对还原和蒸馏过程的控制,但破碎过程的影响也不可忽视,传统破碎海绵钛钛坨先经过闸切机或剪切机进行剪切,剪切出来的钛坨不均匀,在经过多段辊式破碎机进行挤压破碎,破碎流程过长,破碎出来的产品硬度不一,产生的硬亮块和变色块较多,氧氮含量升高,极容易造成海绵钛的掉级,性能指标达不到要求,满足不了下游客户的使用要求,降低了公司的经济效益。
技术实现要素:
4.本发明提供一种海绵钛的破碎方法。
5.本发明所要解决的技术问题在于针对级海绵钛破碎过程中,采用剪切和对辊挤压破碎的方法,生产流程过长,海绵钛发热、氧化,产品粒度不一,易造成海绵钛坨的等级下降,硬亮块及变色块较多,价格低廉,降低了降级效益。
6.本发明的方案是:
7.一种海绵钛的破碎方法,包括下列步骤:
8.1)钛坨扒完边皮后,然后根据复合斜切机的布置将所述钛坨固定到剪切台架上,通过液压伸缩装置,将复合斜切机调整至钛坨表面,开启复合斜切机,对钛坨进行剪切;
9.2)所述复合斜切机为圆盘状复合斜切机,所述圆盘状复合斜切机按照直径方向从外到内至少设置两个圆环状剪切面与一个中心内圆面,相邻的两个所述圆环状剪切面转动方向相反,所述中心内圆面与相邻的所述圆环状剪切面转动方向相反;
10.3)剪切出来的钛坨进入振动给料筛,振动给料机前端连接有皮带运输机,将物料输送到常规斜切机;
11.4)常规斜切机后端依次连接旋切机与筛分装置,筛分出的合格粒料进入色选机进行色选,出来的合格粒料进行人工手选,最后成品进入包装工序进行包装装桶。
12.作为优选的技术方案,所述步骤2)中圆环状剪切面为2~20个圆环状剪切面。
13.作为优选的技术方案,所述步骤2)中复合斜切机按照直径方向从外到内分为7个圆环状剪切面与一个中心内圆面,7个圆环状剪切面与一个中心内圆面依顺序命名为a区、b区、c区、d区、e区、f区、g区、h区;m区包括a区、c区、e区与g区,所述a区、c区、e区与g区为同向转动;n区包括b区、d区、f区、h区,所述b区、d区、f区、h区为同向转动;m区与n区分别为逆时
针旋转、顺时针旋转;
14.所述圆环状剪切面装有刀头,逆时针旋转m区圆环状剪切面的刀头与该刀头内圆切线的夹角大于90
°
,顺时针旋转n区内的圆环状剪切面的刀头与该刀头内圆切线的夹角小于90
°
,所述中心内圆面刀口按照中心方向进行三等分,夹角为120
°
。
15.作为优选的技术方案,所述复合斜切机的剪切面背面连接有降温装置,所述复合斜切机的剪切面与转动装置连接,所述转动装置采用变频控制,所述转动装置的背面与液压伸缩装置进行连接。
16.作为优选的技术方案,所述复合斜切机根据现场需求采用水平或竖直方向布置其中一种,所述水平布置通过向左或向右进行剪切,所述竖直方向布置通过向上或向下进行剪切。
17.作为优选的技术方案,所述刀头的刀口可以采用斜刀斜切结构、旋刀旋切结构的一种或多种组合。
18.作为优选的技术方案,所述降温装置采用水冷、风冷、制冷剂制冷其中的一种,所述降温装盒子采用水冷时温度为10~35℃,且进出口温升不超过20℃。
19.作为优选的技术方案,步骤1)中钛坨剪切时延上表面到底皮进行剪切,此时钛坨剪切至底部厚度150mm时,放慢剪切速度,观察钛坨底部底皮的产品质量,质量不好的底皮为50-70mm厚,剪切到质量不好的部位,立即停止剪切,将振动筛上的质量好物料输送完,在进行底皮的剪切,剪切出来的底皮运至次品线进行破碎;
20.或延底皮向上表面进行剪切,首先缓慢拨除质量不好的底皮,然后在进行剩余钛坨的剪切。
21.作为优选的技术方案,步骤3)中皮带运输机电机为正反转电机,正转可将物料运至破碎工序,反转可将质量差的底皮装入钛包,吊装至次品线进行破碎。
22.由于采用了上述技术方案一种海绵钛的破碎方法,包括下列步骤:1)钛坨扒完边皮后,然后根据复合斜切机的布置将所述钛坨固定到剪切台架上,通过液压伸缩装置,将复合斜切机调整至钛坨表面,开启复合斜切机,对钛坨进行剪切;2)所述复合斜切机为圆盘状复合斜切机,所述圆盘状复合斜切机按照直径方向从外到内至少设置两个圆环状剪切面与一个中心内圆面,相邻的两个所述圆环状剪切面转动方向相反,所述中心内圆面与相邻的所述圆环状剪切面转动方向相反;3)剪切出来的钛坨进入振动给料筛,振动给料机前端连接有皮带运输机,将物料输送到常规斜切机;4)常规斜切机后端依次连接旋切机与筛分装置,筛分出的合格粒料进入色选机进行色选,出来的合格粒料进行人工手选,最后成品进入包装工序进行包装装桶。
23.本发明的优点:
24.本发明采用复合斜切加旋切新型剪切方式,代替原有的闸切机或剪切机,可以缩短后续的破碎流程,减少钛坨硬亮块及色块的产生,生产出来产品粒度、硬度更均匀,提升了海绵钛成品率,增加了生产的经济效益。
25.本发明处理钛坨速度加快,可提升钛坨的日处理量。
26.本发明通过新型的钛坨剪切方式,斜切和旋切相结合,可缩短缩短破碎工艺流程。
27.本发明剪切出来的钛坨粒度及硬度更加均匀,减少了硬亮块和变色块的产生,降低因破碎造成氮氧含量升高,有效避免因破碎过程产生的掉级影响,保证海绵钛的高品质,
提高公司的市场竞争力。
附图说明
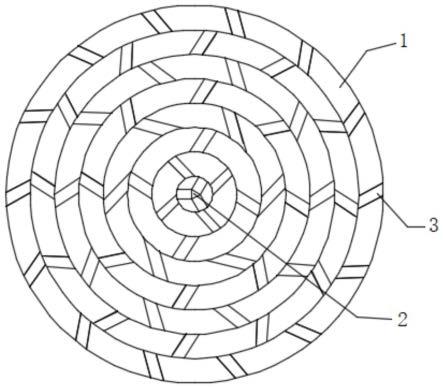
28.图1为本发明刀头的刀口布置平面图;
29.图2为本发明圆环状剪切面刀头的刀口布置立体图。
30.1-圆环状剪切面;2-中心内圆面;3-刀头。
具体实施方式
31.为了弥补以上不足,本发明提供了一种海绵钛的破碎方法以解决上述背景技术中的问题。
32.一种海绵钛的破碎方法,包括下列步骤:
33.1)钛坨扒完边皮后,然后根据复合斜切机的布置将所述钛坨固定到剪切台架上,通过液压伸缩装置,将复合斜切机调整至钛坨表面,开启复合斜切机,对钛坨进行剪切;
34.2)所述复合斜切机为圆盘状复合斜切机,所述圆盘状复合斜切机按照直径方向从外到内至少设置两个圆环状剪切面与一个中心内圆面,相邻的两个所述圆环状剪切面转动方向相反,所述中心内圆面与相邻的所述圆环状剪切面转动方向相反;
35.3)剪切出来的钛坨进入振动给料筛,振动给料机前端连接有皮带运输机,将物料输送到常规斜切机;
36.4)常规斜切机后端依次连接旋切机与筛分装置,筛分出的合格粒料进入色选机进行色选,出来的合格粒料进行人工手选,最后成品进入包装工序进行包装装桶。
37.所述步骤2)中圆环状剪切面为2~20个圆环状剪切面。
38.所述步骤2)中复合斜切机按照直径方向从外到内分为7个圆环状剪切面与一个中心内圆面,7个圆环状剪切面与一个中心内圆面依顺序命名为a区、b区、c区、d区、e区、f区、g区、h区;m区包括a区、c区、e区与g区,所述a区、c区、e区与g区为同向转动;n区包括b区、d区、f区、h区,所述b区、d区、f区、h区为同向转动;m区与n区分别为逆时针旋转、顺时针旋转;
39.所述圆环状剪切面装有刀头,逆时针旋转m区圆环状剪切面的刀头与该刀头内圆切线的夹角大于90
°
,顺时针旋转n区内的圆环状剪切面的刀头与该刀头内圆切线的夹角小于90
°
,所述中心内圆面刀口按照中心方向进行三等分,夹角为120
°
。
40.所述复合斜切机的剪切面背面连接有降温装置,所述复合斜切机的剪切面与转动装置连接,所述转动装置采用变频控制,所述转动装置的背面与液压伸缩装置进行连接。
41.所述复合斜切机根据现场需求采用水平或竖直方向布置其中一种,所述水平布置通过向左或向右进行剪切,所述竖直方向布置通过向上或向下进行剪切。
42.所述刀头的刀口可以采用斜刀斜切结构、旋刀旋切结构的一种或多种组合。
43.所述降温装置采用水冷、风冷、制冷剂制冷其中的一种,所述降温装盒子采用水冷时温度为10~35℃,且进出口温升不超过20℃。
44.步骤1)中钛坨剪切时延上表面到底皮进行剪切,此时钛坨剪切至底部厚度150mm时,放慢剪切速度,观察钛坨底部底皮的产品质量,质量不好的底皮为50-70mm厚,剪切到质量不好的部位,立即停止剪切,将振动筛上的质量好物料输送完,在进行底皮的剪切,剪切出来的底皮运至次品线进行破碎;
45.或延底皮向上表面进行剪切,首先缓慢拨除质量不好的底皮,然后在进行剩余钛坨的剪切。
46.步骤3)中皮带运输机电机为正反转电机,正转可将物料运至破碎工序,反转可将质量差的底皮装入钛包,吊装至次品线进行破碎。
47.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本发明。
48.实施例1
49.复合斜切机的形状为圆形,按照直径方向从外到内分为5个圆条型剪切面以及一个中心内圆面,顺序命名为a区、b区、c区、d区、e区、f区;
50.a区、c区、e区、为顺时针方向转动,总称为m区,b区、d区、f区为逆时针方向转动,总称为n区;
51.每个剪切面装有刀头,逆时针旋转圆条面的刀头与该刀头内圆切线的夹角为60
°
,顺时针旋转的刀头与该刀头内圆切线的夹角为60
°
,a区有14个刀头,b区至e区依次减少2个刀头,中心内圆面有3个刀头,夹角为120
°
;
52.剪切面后面连接有水冷装置,进水温度为15℃,出水温度为20℃;
53.剪切面与转动装置连接,转动装置采用变频控制,转动装置后面与液压伸缩装置进行连接,现场均采用plc进行控制;
54.复合斜切机可根据现场需求采用水平或者竖直布置,水平布置可以向左或向右进行剪切,竖直方向布置由上或者向下进行剪切;
55.通过上述复合斜切机,进行破碎:
56.1)钛坨扒完边皮后,根据复合斜切机的布置将钛坨固定到剪切台架上,通过液压装置,将复合斜切机调整至钛坨表面,开启复合斜切机,对钛坨进行剪切;
57.2)剪切出来的钛坨进入振动给料筛,振动给料机前端连接有皮带运输机,可将物料输送到斜切机;
58.3)斜切机后端连接旋切机及筛分装置,筛分出的合格粒料进入色选机进行色选,出来的合格粒料进行人工手选,最后成品进入包装工序进行包装装桶。
59.实施例2
60.复合斜切机的形状为圆形,按照直径方向从外到内分为6个圆条型剪切面以及一个中心内圆面,顺序命名为a区、b区、c区、d区、e区、f区、g区;
61.a区、c区、e区、g区为逆时针方向转动,b区、d区、f区为顺时针方向转动;
62.每个剪切面装有刀头,逆时针旋转圆条面的刀头与该刀头内圆切线的夹角为45
°
,顺时针旋转的刀头与该刀头内圆切线的夹角为45
°
,采用斜刀与旋刀间接布置的方法,a区有13个刀头,b区至f区依次减少2个刀头,中心内圆面有3个刀头,夹角为120
°
;
63.剪切面后面连接有水冷装置,进水温度为16℃,出水温度为30℃;
64.剪切面与转动装置连接,转动装置采用变频控制,转动装置后面与液压伸缩装置进行连接,现场均采用plc进行控制;
65.复合斜切机可根据现场需求采用水平或者竖直布置,水平布置可以向左或向右进行剪切,竖直方向布置由上或者向下进行剪切;
66.通过上述复合斜切机,进行破碎:
67.1)钛坨扒完边皮后,根据复合斜切机的布置将钛坨固定到剪切台架上,通过液压装置,将复合斜切机调整至钛坨表面,开启复合斜切机,对钛坨进行剪切;
68.2)剪切出来的钛坨进入振动给料筛,振动给料机前端连接有皮带运输机,可将物料输送到斜切机;
69.3)斜切机后端连接旋切机及筛分装置,筛分出的合格粒料进入色选机进行色选,出来的合格粒料进行人工手选,最后成品进入包装工序进行包装装桶。
70.实施例3
71.1)钛坨扒完边皮后,然后根据复合斜切机的布置将所述钛坨固定到剪切台架上,通过液压伸缩装置,将复合斜切机调整至钛坨表面,开启复合斜切机,对钛坨进行剪切;
72.2)所述复合斜切机为圆盘状复合斜切机,所述圆盘状复合斜切机按照直径方向从外到内至少设置两个圆环状剪切面与一个中心内圆面,相邻的两个所述圆环状剪切面转动方向相反,所述中心内圆面与相邻的所述圆环状剪切面转动方向相反;
73.3)剪切出来的钛坨进入振动给料筛,振动给料机前端连接有皮带运输机,将物料输送到常规斜切机;
74.4)常规斜切机后端依次连接旋切机与筛分装置,筛分出的合格粒料进入色选机进行色选,出来的合格粒料进行人工手选,最后成品进入包装工序进行包装装桶。
75.所述步骤2)中圆环状剪切面为2~20个圆环状剪切面。
76.所述步骤2)中复合斜切机按照直径方向从外到内分为7个圆环状剪切面与一个中心内圆面,7个圆环状剪切面与一个中心内圆面依顺序命名为a区、b区、c区、d区、e区、f区、g区、h区;m区包括a区、c区、e区与g区,所述a区、c区、e区与g区为同向转动;n区包括b区、d区、f区、h区,所述b区、d区、f区、h区为同向转动;m区与n区分别为逆时针旋转、顺时针旋转;
77.所述圆环状剪切面装有刀头,逆时针旋转m区圆环状剪切面的刀头与该刀头内圆切线的夹角大于90
°
,顺时针旋转n区内的圆环状剪切面的刀头与该刀头内圆切线的夹角小于90
°
,所述中心内圆面刀口按照中心方向进行三等分,夹角为120
°
。
78.所述复合斜切机的剪切面背面连接有降温装置,所述复合斜切机的剪切面与转动装置连接,所述转动装置采用变频控制,所述转动装置的背面与液压伸缩装置进行连接。
79.所述复合斜切机根据现场需求采用水平或竖直方向布置其中一种,所述水平布置通过向左或向右进行剪切,所述竖直方向布置通过向上或向下进行剪切。
80.所述刀头的刀口可以采用斜刀斜切结构、旋刀旋切结构的一种或多种组合。
81.所述降温装置采用水冷、风冷、制冷剂制冷其中的一种,所述降温装盒子采用水冷时温度为10~35℃,且进出口温升不超过20℃。
82.步骤1)中钛坨剪切时延上表面到底皮进行剪切,此时钛坨剪切至底部厚度150mm时,放慢剪切速度,观察钛坨底部底皮的产品质量,质量不好的底皮为50-70mm厚,剪切到质量不好的部位,立即停止剪切,将振动筛上的质量好物料输送完,在进行底皮的剪切,剪切出来的底皮运至次品线进行破碎;
83.或延底皮向上表面进行剪切,首先缓慢拨除质量不好的底皮,然后在进行剩余钛坨的剪切。
84.步骤3)中皮带运输机电机为正反转电机,正转可将物料运至破碎工序,反转可将质量差的底皮装入钛包,吊装至次品线进行破碎。
85.以上显示和描述了本发明的基本原理、主要特征及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1