一种铰链的新型组装载具的制作方法
本发明涉及铰链组装,尤其涉及一种铰链的新型组装载具。
背景技术:
1、铰链通常是由多个部件如臂身、底座、杯头、四孔件等铆接或螺钉连接而成,其中各部件连接处还有弹簧、塑料圆管、u钉等微小零件,对于带缓冲功能的铰链还需进一步安装含有缓冲油管的内条组件,在铰链整体总装时,各零部件需要将连接孔对齐进行装配,而铰链零部件细碎且不规则,通常需要人工进行调整定位,定位十分困难。在对内条组件和塑料圆管进行穿钉固定时,难以固定内条组件,导致生产效率低、生产周期长、定位精度不高、良品率难以保证等。塑料圆管由于过于细小,人工很难抓取,放置在普通的载具上进行组装时,由于重量过轻,轻微震动就容易滚落,其他零部件也存在形状不规则、尺寸细小、重量轻等问题导致难以自动上料,目前多采用人工定位上料,机器穿钉。
2、现有的铰链组装生产线是将铰链的内部零件如塑料圆管和内条组件等,最后再组装臂身,载具作为放置铰链内部零件的载体,不同零件需要设置不同的容纳位置且每个位置需要精确定位,如专利号为zl202120081508.4的发明专利。在组装不同类型铰链或对现有生产线的铰链进行改进时,需要将整条生产线的所有载具重新设计,费时费力;且现有的铰链生产线无法做到在同一个载具上完成整个铰链的组装,需要在组装过程中变换载具以达到装配效果;再者现有的生产线将杯头的组装工序放在最后,需要在前工序将扭簧的角度调整好后并穿上连接钉,由于四孔件和内条组件上的连接孔均因臂身上的连接钉而无法活动,造成组装杯头时,需要将杯头的连接孔与四孔件和内条组件上的连接孔精准对位,对机器的精密度和容错率要求极高。
技术实现思路
1、本发明实施例所要解决的技术问题在于,提供一种铰链的新型组装载具。
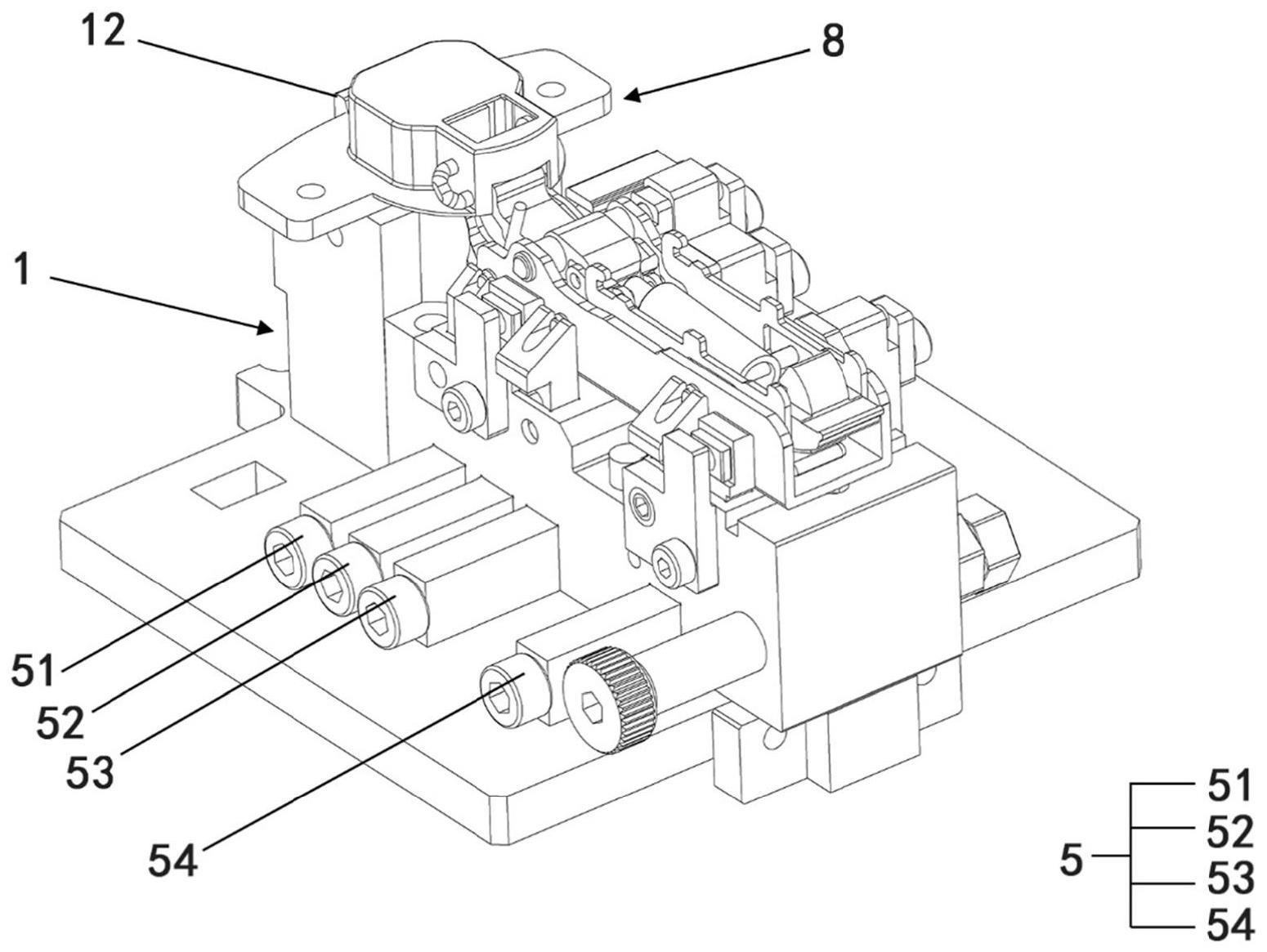
2、为了解决上述技术问题,本发明实施例提供了一种铰链的新型组装载具,包括基座、杯头定位柱、臂身挡片、臂身定位柱、卡钉件、弹性挡块;所述基座顶部具有容纳所述铰链的杯头和臂身的定位面,所述杯头定位柱设置于所述定位面前端,所述臂身挡片设置于所述基座的一侧,所述臂身定位柱设置于所述定位面中部,所述卡钉件滑动插装于所述基座上,所述弹性挡块弹性设置于所述基座的一侧。
3、其中,所述定位面包括臂身定位面和杯头定位面,所述杯头定位柱与所述杯头上的定位槽相匹配,所述臂身定位柱与所述臂身上的定位孔相匹配,所述卡钉件的位置与所述臂身上的钉孔相匹配。
4、其中,所述卡钉件包括扭簧卡钉件、三角片卡钉件和油管卡钉件,所述扭簧卡钉件、三角片卡钉件和油管卡钉件分别包括扭簧引针、三角片引针和油管引针,所述扭簧引针、三角片引针和油管引针与所述臂身上的第一、第三和第四钉孔相匹配并可分别活动插装于其中。
5、其中,所述卡钉件还包括圆管卡钉件,所述圆管卡钉件包括圆管引针,所述圆管引针与所述臂身上的第二钉孔相匹配并可活动插装于其中。
6、其中,所述弹性挡块设有通孔,所述基座设有调节螺丝,所述弹性挡块部分嵌入于所述基座中,所述弹性挡块通过所述调节螺丝与所述通孔配合调节露出所述基座的高度。
7、其中,所述弹性挡块包括第一、第二、第三挡块,所述第一、第二、第三挡块上具有缺口,所述臂身上的第一、第二、第四钉孔的芯孔分别朝向所述第一、第二、第三挡块上的所述缺口。
8、其中,还包括活动挡片,所述活动挡片活动设置于所述基座的另一侧并与所述臂身挡片相对。
9、其中,所述基座还包括杯头限制块,所述杯头限制块活动设置于所述基座顶部,所述杯头限制块与所述杯头的顶部接触。
10、实施本发明实施例,具有如下有益效果:
11、载具包括臂身定位面和杯头定位面,可容纳整个铰链,在应用本载具的生产线中,可在本载具上完成整个铰链的组装,无需中途因组装部分零件而变换载具;
12、卡钉件将零件固定在臂身内,方便将连接钉从臂身、塑料圆管等零件穿过;可根据实际生产需要将卡钉件暂时抽出臂身,待扭簧的角度调整好后再将卡钉件穿过臂身;也可根据实际生产需要调换穿钉步骤,卡钉件先将零件固定在臂身内,在组装好其他零件后再穿钉;
13、弹性挡块能固定连接钉,在未铆钉前连接钉也不易脱落,可根据不同的臂身连接孔调节自身高度;
14、通过臂身定位柱定位臂身,杯头定位柱定位杯头,活动挡片可根据臂身宽度调整,对各类型铰链的包容性高,无需针对不同的铰链更换载具;
15、可在臂身内组装铰链零件,不同于现有生产线的臂身组装作为最后一道工序,而是提前为第一道工序,再在臂身内组装零件,以臂身作为容纳铰链零件的载体,当更换不同类型的产品时,放置臂身的载具只需满足定位柱及定位孔与产品位置相符即可通用而无需重新设计载具,大大节省重新设计载具的成本与时间,更符合生产需求。
技术特征:
1.一种铰链的新型组装载具,所述铰链包括杯头、臂身、扭簧、圆管、三角片、油管,其特征在于,所述新型组装载具包括基座、杯头定位柱、臂身挡片、臂身定位柱、卡钉件、弹性挡块;所述基座顶部具有容纳所述铰链的所述杯头和所述臂身的定位面,所述杯头定位柱设置于所述定位面前端,所述臂身挡片设置于所述基座的一侧,所述臂身定位柱设置于所述定位面中部,所述卡钉件滑动插装于所述基座上,所述弹性挡块弹性设置于所述基座的一侧。
2.根据权利要求1所述的一种铰链的新型组装载具,其特征在于,所述定位面包括臂身定位面和杯头定位面,所述杯头定位柱与所述杯头上的定位槽相匹配,所述臂身定位柱与所述臂身上的定位孔相匹配,所述卡钉件的位置与所述臂身上的钉孔相匹配。
3.根据权利要求1所述的一种铰链的新型组装载具,其特征在于,所述卡钉件包括扭簧卡钉件、三角片卡钉件和油管卡钉件,所述扭簧卡钉件、三角片卡钉件和油管卡钉件分别包括扭簧引针、三角片引针和油管引针,所述扭簧引针、三角片引针和油管引针与所述臂身上的第一、第三和第四钉孔相匹配并可分别活动插装于其中。
4.根据权利要求3所述的一种铰链的新型组装载具,其特征在于,所述卡钉件还包括圆管卡钉件,所述圆管卡钉件包括圆管引针,所述圆管引针与所述臂身上的第二钉孔相匹配并可活动插装于其中。
5.根据权利要求1所述的一种铰链的新型组装载具,其特征在于,所述弹性挡块设有通孔,所述基座设有调节螺丝,所述弹性挡块部分嵌入于所述基座中,所述弹性挡块通过所述调节螺丝与所述通孔配合调节露出所述基座的高度。
6.根据权利要求1所述的一种铰链的新型组装载具,其特征在于,所述弹性挡块包括第一、第二、第三挡块,所述第一、第二、第三挡块上具有缺口,所述臂身上的第一、第二、第四钉孔的芯孔分别朝向所述第一、第二、第三挡块上的所述缺口。
7.根据权利要求1所述的一种铰链的新型组装载具,其特征在于,还包括活动挡片,所述活动挡片活动设置于所述基座的另一侧并与所述臂身挡片相对。
8.根据权利要求1所述的一种铰链的新型组装载具,其特征在于,所述基座还包括杯头限制块,所述杯头限制块活动设置于所述基座顶部,所述杯头限制块与所述杯头的顶部接触。
技术总结
本发明实施例公开了一种铰链的新型组装载具,包括基座、杯头定位柱、臂身挡片、臂身定位柱、卡钉件、弹性挡块;所述基座顶部具有容纳所述铰链的杯头和臂身的定位面,所述杯头定位柱设置于所述定位面前端,所述臂身挡片设置于所述基座的一侧,所述臂身定位柱设置于所述定位面中部,所述卡钉件滑动插装于所述基座上,所述弹性挡块弹性设置于所述基座的一侧。本发明载具包括臂身定位面和杯头定位面,可容纳整个铰链,在应用本载具的生产线中,可在本载具上完成整个铰链的组装,无需中途因组装部分零件而变换载具,卡钉件将零件固定在臂身内,方便将连接钉从臂身、塑料圆管等零件穿过,实现高效率组装。
技术研发人员:皮伟,李伟
受保护的技术使用者:揭阳市易捷智能装备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!