一种改善冲压模具后工序符型问题的工艺方法与流程
本发明属于冲压模具工序符型,尤其是涉及一种改善冲压模具后工序符型问题的工艺方法。
背景技术:
1、近年国内汽车行业对冲压件精度要求越来越高,不仅是追求更高的单品合格率,对冲压件的公差带设定越来越窄。由最早的满足装车即可升级到±0.5,再到±0.3,甚至还要求公差一致性。公差带每缩小0.1,对模具行业而言,难度系数都会成倍增加。模具企业不提升技术能力、制造精度、检测精度,就很难跟上时代的步伐,久之则会被逐渐淘汰。影响制件精度的方面太多,不一一赘述,在此专门对后工序符型问题进行一下探讨,并制定出一种通用方法,来指导模具制造开发工作。
2、后工序模具符型好坏会直接影响最终的制件精度,这是模具基础工作的组成部分,模具基础工作三要素为符型、定位、研合。因为拉延件脱模后本身应力释放会产生回弹变形,而在做冲压工艺时,一般第二工序修边模型面会先沿用拉延工艺型。把回弹变形的拉延件放在修边模具上,就会出现符型问题,符型不好会造成以下问题:
3、1、修边模定位不好,由于修边冲孔模一般靠型面定位,符型不好就定位不好,定位不好最终的结果就是制件的尺寸精度不稳定。
4、2、即使增加一些辅助定位措施,比如半月牙定位,保证定位可靠。但因为符型不好,修边压料芯工作时,制件型面会产生二次变形,这也是造成后期制件尺寸精度不稳定的直接原因。
技术实现思路
1、有鉴于此,本发明旨在提出一种改善冲压模具后工序符型问题的工艺方法,以有效解决后工序模具制件符型问题,提升尺寸精度的稳定性。
2、为达到上述目的,本发明的技术方案是这样实现的:
3、一种改善冲压模具后工序符型问题的工艺方法,包括以下步骤:
4、s1、采用激光切割冲制首件,得到切割后的拉延件;
5、s2、对切割后的拉延件进行冲制,并判断冲制后的拉延件是否满足合格率要求、拉延型锁定,是,则进入步骤s3;否,则进入结束;
6、s3、在拉延件冲压c/h孔,通过c/h孔与op20模具上的c/h定位孔匹配,将拉延件放置于op20模具上;
7、s4、拉延件放在op20模具上进行蓝光扫描;
8、s5、将扫描点云输入工艺数型,并在z向进行调整与工艺数型进行比对,按点云数据对工艺数型进行模面补偿;
9、s6、按op20工艺数型对op20模具的型面进行二次加工。
10、进一步的,在步骤s4中的将拉延件放在op20模具上进行蓝光扫描前需将op20模具放置在标准平台上或蓝光工作台上进行扫描。
11、进一步的,在步骤s4中的拉延件放在op20模具上进行蓝光扫描前,包括以下步骤:
12、s41a、根据蓝光扫描最佳拟合结果在op20模具上寻找点位;
13、s42a、根据拉延件变形的大小选择不同厚度的支撑垫块;
14、s43a、将支撑垫块放置于步骤s41a中的op20模具点位。
15、进一步的,在步骤s4中的拉延件放在op20模具上进行蓝光扫描时,包括以下步骤:
16、s41b、先扫描op20模具的3个基准孔;
17、s42b、根据基准孔找到op20模具中心并建立xyz坐标系;
18、s43b、进行蓝光扫描。
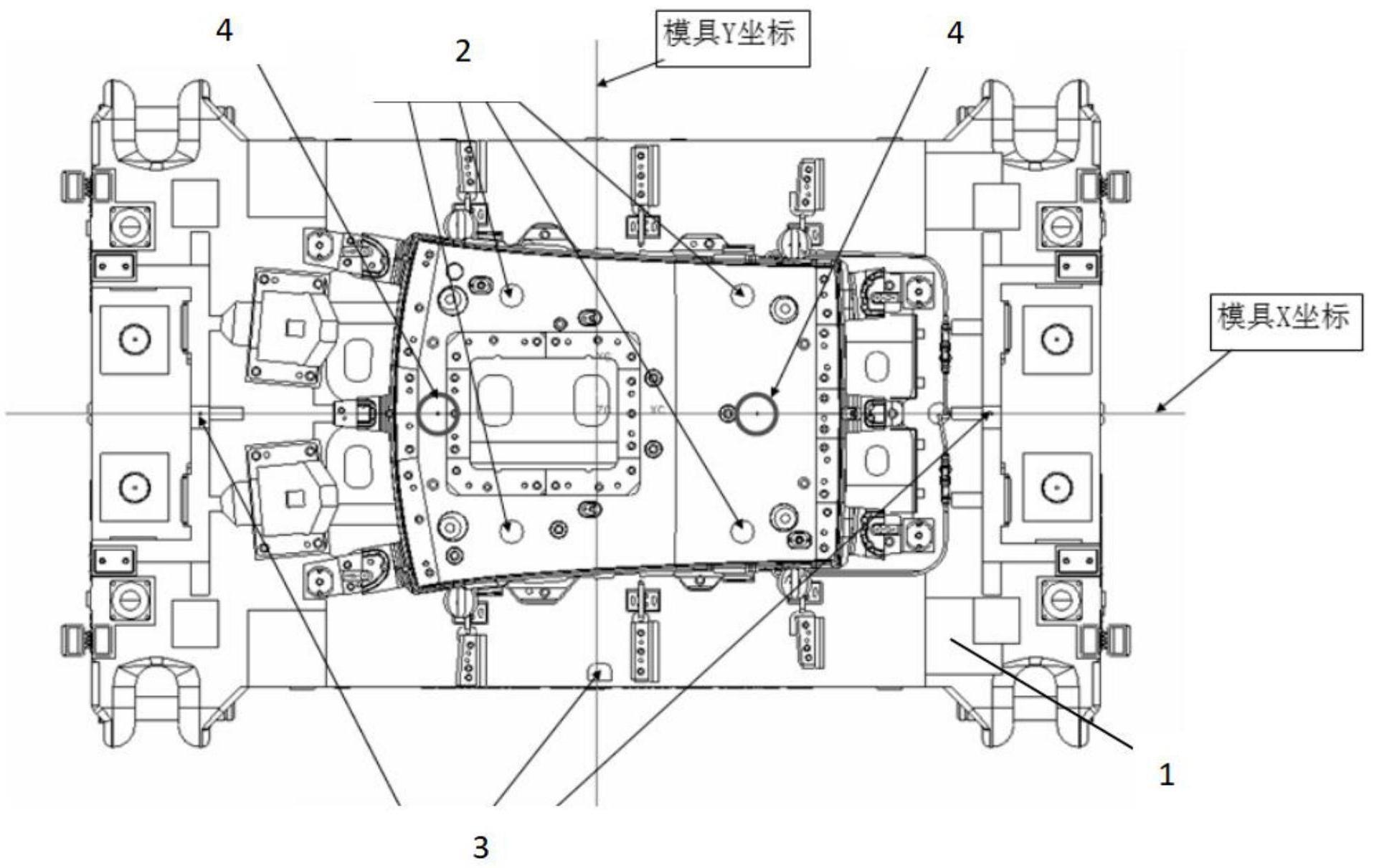
19、进一步的,所述op20模具上的c/h定位孔处于op20模具的x坐标轴上。
20、进一步的,所述op20模具的3个基准孔分别处于op20模具的x坐标轴与y坐标轴上。
21、相对于现有技术,本发明所述的一种改善冲压模具后工序符型问题的工艺方法具有以下优势:
22、本发明所述的一种改善冲压模具后工序符型问题的工艺方法,同样适用于其他工序的符型工作,经多个项目验证行之有效。能很好的解决工序件在模具上的符型问题,为保证最终冲压出合格稳定的冲压件创造必要条件。
技术特征:
1.一种改善冲压模具后工序符型问题的工艺方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种改善冲压模具后工序符型问题的工艺方法,其特征在于:在步骤s4中的将拉延件放在op20模具(1)上进行蓝光扫描前需将op20模具(1)放置在标准平台上或蓝光工作台上进行扫描。
3.根据权利要求1所述的一种改善冲压模具后工序符型问题的工艺方法,其特征在于:在步骤s4中的拉延件放在op20模具(1)上进行蓝光扫描前,包括以下步骤:
4.根据权利要求1所述的一种改善冲压模具后工序符型问题的工艺方法,其特征在于:在步骤s4中的拉延件放在op20模具(1)上进行蓝光扫描时,包括以下步骤:
5.根据权利要求4所述的一种改善冲压模具后工序符型问题的工艺方法,其特征在于:所述op20模具(1)上的c/h定位孔处于op20模具(1)的x坐标轴上。
6.根据权利要求4所述的一种改善冲压模具后工序符型问题的工艺方法,其特征在于:所述op20模具(1)的3个基准孔(3)分别处于op20模具(1)的x坐标轴与y坐标轴上。
7.一种电子设备,包括处理器以及与处理器通信连接,且用于存储所述处理器可执行指令的存储器,其特征在于:所述处理器用于执行上述权利要求1-6任一所述的一种改善冲压模具后工序符型问题的工艺方法。
8.一种服务器,其特征在于:包括至少一个处理器,以及与所述处理器通信连接的存储器,所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述处理器执行,以使所述至少一个处理器执行如权利要求1-6任一所述的一种改善冲压模具后工序符型问题的工艺方法。
9.一种计算机可读取存储介质,存储有计算机程序,其特征在于:所述计算机程序被处理器执行时实现权利要求1-6任一所述的一种改善冲压模具后工序符型问题的工艺方法。
技术总结
本发明提供了一种改善冲压模具后工序符型问题的工艺方法,包括以下步骤:采用激光切割冲制首件,判断冲制后的拉延件是否满足合格率要求、拉延型锁定在拉延件冲压C/H孔,将拉延件放置于OP20模具上;拉延件放在OP20模具上进行蓝光扫描;将扫描点云输入工艺数型,并在Z向进行调整与工艺数型进行比对,按点云数据对工艺数型进行模面补偿;对OP20模具的型面进行二次加工。本发明有益效果:同样适用于其他工序的符型工作,经多个项目验证行之有效。能很好的解决工序件在模具上的符型问题,为保证最终冲压出合格稳定的冲压件创造必要条件。
技术研发人员:尹永铎,况亚
受保护的技术使用者:泊头市兴达汽车模具制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!