一种底厢焊接工装的制作方法
本发明属于底厢焊接,尤其涉及一种底厢焊接工装。
背景技术:
1、环卫产品清扫车底厢主要由底厢骨架和底板组成,长度5m、宽度2.5m,目前主要是地摊式的人工作业。底厢骨架由各纵横梁、油缸座、举升翻转座、锁钩座等物料组成,每个零件相互连接处都要求全位置焊接,焊接变形大,且需要进行180°翻转焊接;底板位于底厢骨架的一侧,焊接应力集中,人工焊接时只能采取蹲姿施焊,整体劳动强度大;底板材质是不锈钢,底厢骨架零件材质是碳钢,不锈钢的热膨胀系数大于碳钢的,焊接变形大,焊接过程中底板的局部变形大,导致骨架与底板的焊缝位置出现缝隙,在没有控制措施的情况下,此处间隙大于10mm,严重影响后道焊缝的施焊。人工作业时,底厢骨架和底板每个连接位置都需要控制不大于2mm的对接间隙,才可以施焊;机器人自动化焊接时,需要控制不大于1mm的对接间隙,才可以施焊骨架和底板的连接焊缝。人工作业时先采用局部固定的移动式压紧措施,间隙大的位置,再采用焊接措施调整,但是整体焊接后变形很大,需要进行机械校正,生产效率低,制造成本高。
2、在申请号为202011030308 .2公开一种用于客车车身骨架五大片的回转式智能自动焊接工作站,包含2个以上铁路货车底架工位,2个以上所述铁路货车底架工位沿铁路货车底架生产运输方向连续地顺序设置,且2个以上所述铁路货车底架工位的中心线位于同一直线上;所述铁路货车底架柔性生产线工位还包括自动传输车,所述铁路货车底架通过所述自动传输车在2个以上所述铁路货车底架工位之间穿梭,以顺序完成铁路货车底架生产的各个工序。该生产线可以实现流水线节拍化生产,成品底架经自动检测后自动下线,从根本上简化了货车底架钢结构的生产方式,但是在焊接过程中,并没有提出在焊接过程中,对焊接件进行固定,就容易使在焊接过程中焊接件发生变形,并且在焊接过程中不能满足机器人的精度要求。
3、同样在申请号为202010773394 .x中公开一种铁路货车底架柔性生产线以及生产工艺,包括焊接工房、回转式变位机,焊接工房的前方设置有上下料工位,焊接工房内设置有焊接工位,回转式变位机的前半部分设置在焊接工房的前方,回转式变位机的后半部分设置在焊接工房的下方,回转式变位机的前半部分设置为第一工位,后半部分设置为第二工位,第一工位和第二工位上各自设置有焊接工装,回转式变位机下侧连接有旋转主轴,旋转主轴通过传动机构连接驱动装置,回转式变位机可绕旋转主轴旋转,回转式变位机的前方设置有光栅防护装置,在焊接工房内、回转式变位机的左右两侧各自设置有至少一个焊接机器人,焊接机器人各自设置在一个基座上,任意一个焊接机器人的机械臂上各自设置有机器人专用焊枪,任意一个焊接机器人上各自设置有激光寻位跟踪装置和防碰撞装置,任意一个焊接机器人的一侧各自设置有送丝机、焊丝筒和清枪剪丝喷硅油装置,焊接工房的前方设置有吊装装置,焊接工房内设置有焊房监控装置,焊接工房的外侧设置有焊房监控系统显示器,焊接工房顶部设置有除尘管道装置,焊接工房的后侧面设置有安全防护门,焊接工房内设置有安装维护通道,焊接工房的一侧设置有机器人控制柜、气动系统控制柜、工作站总控制柜。在焊接过程中,只有对焊接件的边缘,没有对焊接件上部进行限位,容易使焊接件上方发生形变。
技术实现思路
1、为解决上述技术问题,本发明提供一种底厢焊接工装。
2、具体方案如下:
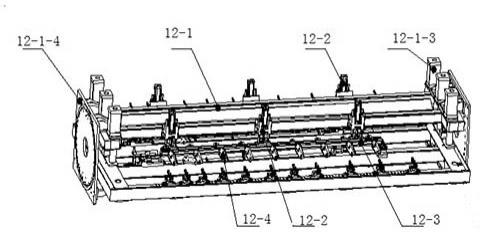
3、一种底厢焊接工装,包括焊接固定装置,焊接固定装置包括由横撑和纵撑组成的限位框架,两侧的横撑上设置随行工装顶紧气缸形成对随行工装的上限位,并且横撑通过连接座与变位机连接,连接座底部设置下支座,下支座形成对随行工装的下限位;纵撑设置底厢顶紧气缸,底厢顶紧气缸的伸出端连接横梁,横梁沿长度方向均布顶紧支座形成对底板单体上限位。
4、所述随行工装由包括随行工装横撑和随行工装纵撑组成框架结构,在两边随行工装纵撑之间均匀设置中纵撑,相邻两个随行工装纵撑之间成才间隙,底板夹持部设置在随行工装纵撑上;
5、底板夹持部由至少两个底板夹持机构组成,底板夹持机构包括固定在纵撑上的底板夹持底座,底板夹持底座上表面固定底板夹持支撑座,底板夹持支撑座上表面固定u型块,u型块用与骨架单体定位,u型块上方设置底厢夹钳底厢进行固定。
6、所述下支座顶部设置锥销,锥销与随行工装上的锥销套相配合,在锥销两侧设置垫块。
7、本发明公开的本发明公开的一种底厢焊接工装,与现有技术相比,在焊接过程中,将随行工装、底厢和焊接工装设计为“三明治”的焊接结构,控制底厢焊接中产生的变形,满足机器人焊接的精度要求。
技术特征:
1.一种底厢焊接工装,其特征在于,包括焊接固定装置,焊接固定装置包括由横撑和纵撑组成的限位框架,两侧的横撑上设置随行工装顶紧气缸形成对随行工装的上限位,并且横撑通过连接座与变位机连接,连接座底部设置下支座,下支座形成对随行工装的下限位;纵撑设置底厢顶紧气缸,底厢顶紧气缸的伸出端连接横梁,横梁沿长度方向均布顶紧支座形成对底板单体上限位。
2.根据权利要求1所述的一种底厢焊接工装,其特征在于,所述随行工装由包括随行工装横撑和随行工装纵撑组成框架结构,在两边随行工装纵撑之间均匀设置中纵撑,相邻两个随行工装纵撑之间成才间隙,底板夹持部设置在随行工装纵撑上。
3.根据权利要求2所述的一种底厢焊接工装,其特征在于,底板夹持部由至少两个底板夹持机构组成,底板夹持机构包括固定在纵撑上的底板夹持底座,底板夹持底座上表面固定底板夹持支撑座,底板夹持支撑座上表面固定u型块,u型块用与骨架单体定位,u型块上方设置底厢夹钳底厢进行固定。
4.根据权利要求3所述的一种底厢焊接工装,其特征在于,所述下支座顶部设置锥销,锥销与随行工装上的锥销套相配合,在锥销两侧设置垫块。
技术总结
本发明公开了一种底厢焊接工装,包括焊接固定装置,焊接固定装置包括由横撑和纵撑组成的限位框架,两侧的横撑上设置随行工装顶紧气缸形成对随行工装的上限位,并且横撑通过连接座与变位机连接,连接座底部设置下支座,下支座形成对随行工装的下限位;纵撑设置底厢顶紧气缸,底厢顶紧气缸的伸出端连接横梁,横梁沿长度方向均布顶紧支座形成对底板单体上限位。本发明公开的本发明公开的一种底厢焊接工装,与现有技术相比,在焊接过程中,将随行工装、底厢和焊接工装设计为“三明治”的焊接结构,控制底厢焊接中产生的变形,满足机器人焊接的精度要求。
技术研发人员:张现杰,曹红亮,王建全,杨伟岗,侯盼盼,田家宽,邱桂喜,张璐
受保护的技术使用者:郑州宇通重工有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!