一种热挤压模具入料分流桥及其分流桥刀刃减压方法
本发明属于热挤压成型,具体为一种热挤压模具入料分流桥及其分流桥刀刃减压方法。
背景技术:
1、在热挤压成型过程中,特别是铝型材、铜型材生产中,模具是影响工艺、产量、成本的重要因素;模具设计加工人员,通常把关注点全部放在了模具的内部结构上,而忽略了外部因素;实际上模具的分流桥也是影响模具成本与寿命的关键因素。
2、现在热挤压模具设计者为了保证分流桥的强度,不得不将分流桥的宽度设计得很宽,但这样会使分流桥的挤压抗力变大,对模具成本与寿命产生很大的负面影响;即使有研究者对分流桥进行了研究开发,但并没有找到技术关键点。
3、而挤压成型时,挤压机的挤压力分成四部分:
4、1、压饼及铝棒与料胆内壁的摩擦力,此摩擦力消耗一部分挤压力;
5、2、作用在模具分流孔内的挤压力,该挤压力克服分流腔、焊合室、模具工作带摩擦力后将铝棒通过模孔成型;
6、3、焊合室死角的抗力,损失一部分挤压力;
7、4、料胆罩住模具平面部分(除分流孔)的抗力,损失一部分挤压力。此抗力又分为两部分:
8、(1)模具、盛锭筒闭锁部分(如图1中的1);
9、(2)入料分流桥可优化部分(如图1中的2)。
10、当前工程技术人员,将精力集中到以上1、2、3项上进行研究开发,而第4项却被轻视了,即使有个别人对第4项进行了研究开发,也没有开发出创新性的技术;
11、因此,针对上述情况,现需对其进行改进。
技术实现思路
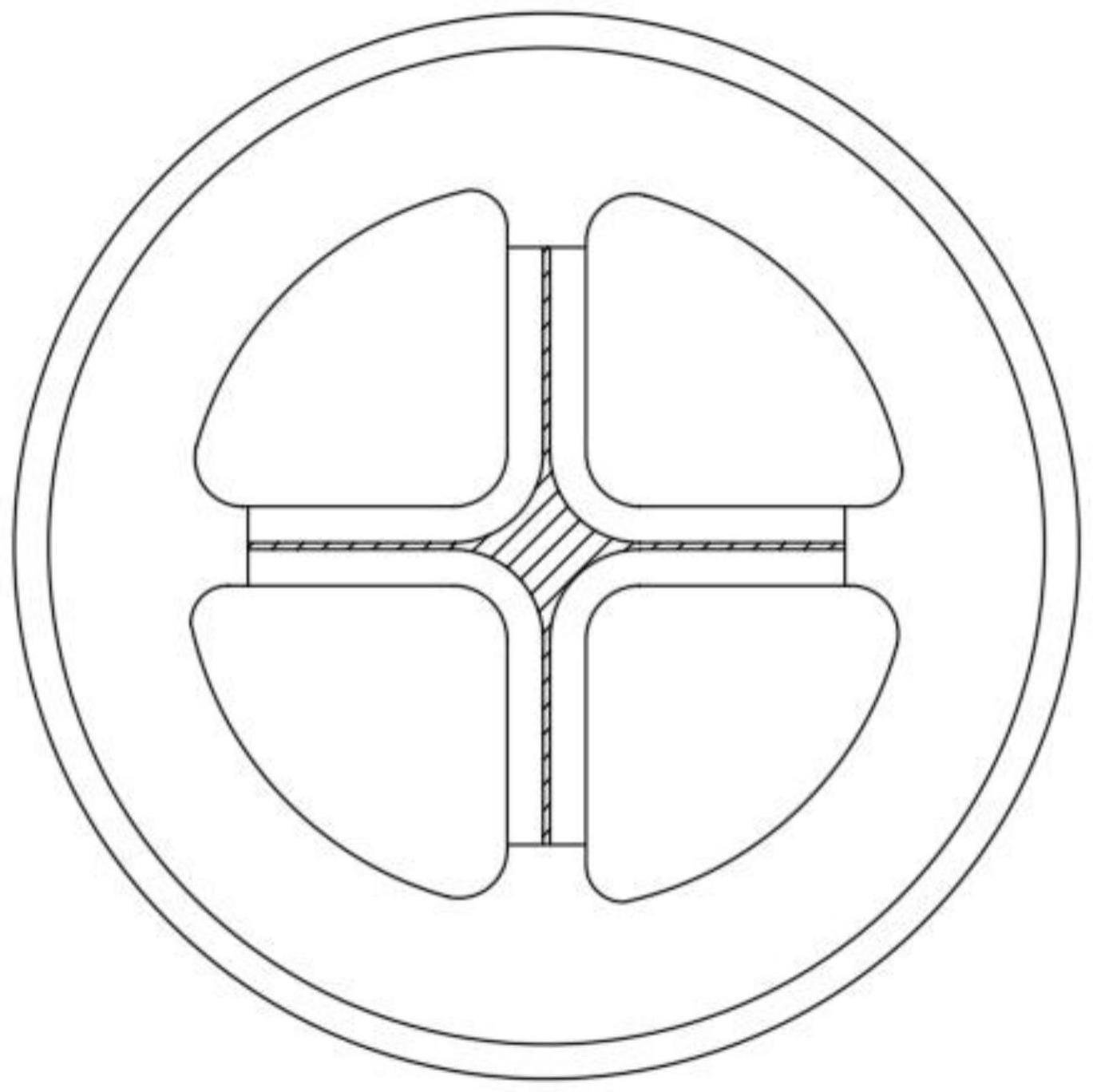
1、为实现上述目的,本发明提供如下技术方案:一种热挤压模具入料分流桥,包括模具分流桥本体,所述模具分流桥本体的中部环形等距离开设有四个分流桥。
2、此外,本发明还提供了一种汇流带焊接方法,其特征是将模具分流桥被动切割坯料理解成主动切割过程,奠定了刀刃形状更易切割的理论基础;在此理论指导下,对模具分流桥按照规定尺寸,加工成刀刃形状,这会明显减小模具的挤压抗力,延长模具寿命,降低模具使用成本;同时,也可提高生产效率。
3、优选的,其特征是在不对现有模具其它部位作任何改变的基础上,将模具入料端分流桥设计加工成刀刃形状。
4、优选的,刀刃的顶端宽度为1-2mm。
5、优选的,刀刃斜面与刀刃顶面成60°角,即刀刃斜面与分流桥立面成30°角。
6、优选的,刀刃斜面与分流孔弧面圆滑过渡。
7、优选的,刀刃斜面与分流桥立面交汇处圆滑加工。
8、优选的,所有刀刃顶面下沉2-4mm,目的为保护刀刃。
9、与现有技术相比,本发明的有益效果是:
10、(1)、本发明是在现有的模具基础上,将模具入料端分流桥设计加工成刀刃形式,这会明显减小模具的挤压抗力,延长模具寿命,降低模具使用成本;同时,也可提高生产效率。
技术特征:
1.一种热挤压模具入料分流桥,包括模具分流桥本体,其特征在于:所述模具分流桥本体的中部环形等距离开设有四个分流桥。
2.一种热挤压模具入料桥刀刃减压方法,其特征是将模具分流桥被动切割坯料理解成主动切割过程,奠定了刀刃形状更易切割的理论基础;在此理论指导下,对模具分流桥按照规定尺寸,加工成刀刃形状,这会明显减小模具的挤压抗力,延长模具寿命,降低模具使用成本;同时,也可提高生产效率。
3.根据权利要求2所述的一种热挤压模具入料桥刀刃减压方法,其特征是在不对现有模具其它部位作任何改变的基础上,将模具入料端分流桥设计加工成刀刃形状。
4.根据权利要求2所述的一种热挤压模具入料桥刀刃减压方法,刀刃的顶端宽度为1-2mm。
5.根据权利要求2所述的一种热挤压模具入料桥刀刃减压方法,刀刃斜面与刀刃顶面成60°角,即刀刃斜面与分流桥立面成30°角。
6.根据权利要求2所述的一种热挤压模具入料桥刀刃减压方法,刀刃斜面与分流孔弧面圆滑过渡。
7.根据权利要求2所述的一种热挤压模具入料桥刀刃减压方法,刀刃斜面与分流桥立面交汇处圆滑加工。
8.根据权利要求2所述的一种热挤压模具入料桥刀刃减压方法,所有刀刃顶面下沉2-4mm,目的为保护刀刃。
技术总结
本发明涉及热挤压成型技术领域,且公开了一种热挤压模具入料分流桥及其分流桥刀刃减压方法,其包括模具分流桥本体,模具分流桥本体的中部环形等距离开设有四个分流桥;本发明是在现有的模具基础上,将模具入料端分流桥设计加工成刀刃形式,这会明显减小模具的挤压抗力,延长模具寿命,降低模具使用成本。同时,也可提高生产效率。
技术研发人员:丁良生,高科
受保护的技术使用者:南昌职业大学
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!