一种电磁阀活门组件的组装装置及组装方法与流程
本发明涉及装备制造,特别涉及,一种电磁阀活门组件的组装装置。
背景技术:
1、气动电磁阀用于航天发动机的供配气系统,随着近几年智能供配气技术的发展,该产品的市场需求量巨大。电磁阀活门组件是由活门体、压杆组成,活门体、压杆通过压接方式联接在一起,压杆的直径最小为φ1.2mm,长度27mm,长径比达1:22.5,且杆尺寸公差要求严格,公差带为0.01mm。压杆材质为不锈钢弹簧钢丝,与活门体组装的过程中很容易造成直线度超差、压装不到位等情况,严重影响产品质量。
2、由于此类产品数量较大,活门组件的组装成为制约生产的瓶颈环节,在此背景下,需要研发一种电磁阀活门组件的组装方法及装置,提高压装质量,提升生产效率。
技术实现思路
1、针对上述缺陷,本发明解决的技术问题在于,提供一种电磁阀活门组件的组装装置,以解决现在技术所存在的压杆结构的原因,与活门体组装的过程中很容易造成直线度超差、压装不到位等情况,严重影响产品质量的问题。
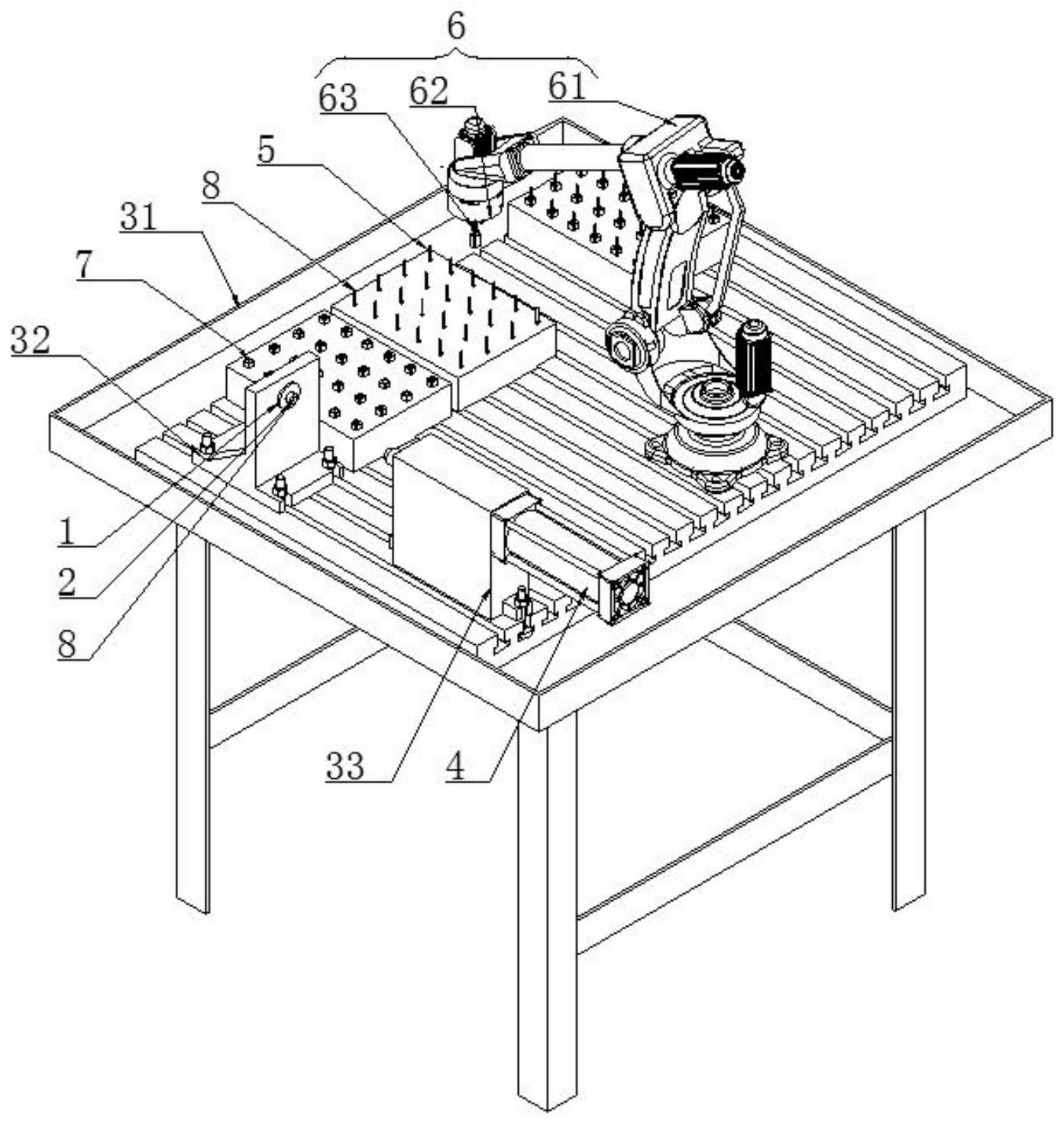
2、本发明提供了一种电磁阀活门组件的组装装置,用于安装活门体和压杆,包括:
3、安装座,与所述活门体卡合,所述安装座上设有用于容纳所述活门体的安装孔;
4、导向套,同时与所述安装座和所述压杆滑动连接,所述导向套上设有用于限制所述压杆运动方向的贯穿孔,所述导向套的一端伸入所述安装孔内与所述活门体抵接。
5、优选地,还包括:
6、安装台,与所述安装座连接,用于固定所述安装座;
7、推进机,与所述安装台连接、且与所述压杆抵接,用于推动所述压杆运动;
8、盛料组件,与所述安装台连接,用于盛装物料,所述物料包括所述活门体、所述压杆和所述活门体与所述压杆组装后的活门组件;
9、机械手,与所述安装台连接,用于将所述物料在所述盛料组件与所述安装座之间转移。
10、优选地,所述机械手包括:
11、驱动臂,一端与所述安装台连接;
12、驱动件,与所述驱动臂的另一端连接;
13、抓夹,与所述驱动件连接,用于抓取所述物料,所述抓夹在所述驱动件上对称设有两个,所述驱动件驱动两个所述抓夹相对或相背运动。
14、优选地,所述安装台包括:
15、支撑台,同时与所述机械手和所述盛料组件连接;
16、安装支架,同时与所述支撑台和所述安装座连接,用于支撑固定所述安装座;
17、推进座,同时与所述支撑台和所述推进机连接,所述推进座与所述安装支架设置于同一条直线上。
18、优选地,所述导向套上设有与所述活门体卡合的定位凸,所述定位凸用于限制所述导向套与所述活门体之间的相对位置。
19、优选地,所述抓夹包括:
20、连接部,与所述驱动件连接;
21、适应部,与所述连接部一体成型,所述适应部为弧形结构;
22、卡合部,与所述适应部一体成型,所述卡合部的一侧上设有与所述压杆适配的限位卡槽,另一侧为与所述活门体适配的弧面。
23、优选地,一个所述抓夹的所述适应部的凸起方向为远离另一个所述抓夹的设置方向。
24、优选地,所述驱动件上设有同时与两个所述抓夹卡合的滑槽,所述驱动件还包括用于驱动两个所述抓夹沿所述滑槽运动的驱动器。
25、优选地,所述盛料组件包括:
26、第一盛料盒,与所述安装台连接、且设置于所述安装支架的一侧,所述第一盛料盒上均匀设有若干个第一盛料槽,所述第一盛料槽与所述活门体适配,用于容纳所述活门体;
27、第二盛料盒,与所述安装台连接、且设置于所述第一盛料盒远离所述安装支架的一侧,所述第二盛料盒上均匀设有若干个第二盛料槽,所述第二盛料槽与所述压杆适配,用于容纳所述压杆;
28、第三盛料盒,与所述安装台连接、且设置于所述第二盛料盒远离所述第一盛料盒的一侧,所述第三盛料盒与所述第一盛料盒的结构相同,用于盛装所述活门组件。
29、本发明还提供了一种电磁阀活门组件的组装方法,用于上述任一项所述的一种电磁阀活门组件的组装装置,包括:
30、步骤1、将所述活门体和所述压杆按顺序依次摆好,并将所述安装座安装在所述安装台的对应位置;
31、步骤2、启动所述机械手的电源,所述机械手开始按设定程序动作;
32、步骤2.1、所述机械手抓取所述活门体并插入所述安装座的所述安装孔内;
33、步骤2.2、抓取带所述导向套的所述压杆,插入所述安装孔内;
34、步骤2.3、启动所述推进机,将所述压杆压入所述活门体内;
35、步骤2.4、所述机械手夹紧所述压杆,将所述活门体与所述压杆压合组装后的所述活门组件放入盛料组件的对应位置内;
36、步骤2.5、所述机械手取下所述导向套,插入下一个所述压杆上;
37、步骤2.6、再次抓取下一个所述活门体插入所述安装孔内,直至所述盛料组件中的零件全部压合完成。
38、由上述方案可知,本发明提供的一种电磁阀活门组件的组装装置是一种航天发动机供配气电磁阀活门组件的组装装置,通过导向套的设置,为压杆增加导向功能,间接提高压杆的长径比,同时通过安装座为活门体增加轴向定位及中心定位,通过导向套和安装座的组合,实现活门组件的快速压装,该装置实现上下料压装及拆卸流程自动化操作,装配效率高,提高生产质量和效率。本发明还提供了一种电磁阀活门组件的组装方法通过机械手实现零件的抓取,机械手的抓夹既可以夹住压杆的外圆,又可以撑住活门体的安装孔,实现活门组件的快速压装,提高生产质量和效率。本发明解决现在技术所存在的压杆结构的原因,与活门体组装的过程中很容易造成直线度超差、压装不到位等情况,严重影响产品质量的问题,结构简单,作用效果显著,适于广泛推广。
技术特征:
1.一种电磁阀活门组件的组装装置,用于安装活门体(7)和压杆(8),其特征在于,包括:
2.根据权利要求1所述的一种电磁阀活门组件的组装装置,其特征在于,还包括:
3.根据权利要求2所述的一种电磁阀活门组件的组装装置,其特征在于,所述机械手(6)包括:
4.根据权利要求2所述的一种电磁阀活门组件的组装装置,其特征在于,所述安装台(3)包括:
5.根据权利要求2所述的一种电磁阀活门组件的组装装置,其特征在于,所述导向套(2)上设有与所述活门体(7)卡合的定位凸(22),所述定位凸(22)用于限制所述导向套(2)与所述活门体(7)之间的相对位置。
6.根据权利要求3所述的一种电磁阀活门组件的组装装置,其特征在于,所述抓夹(63)包括:
7.根据权利要求6所述的一种电磁阀活门组件的组装装置,其特征在于,一个所述抓夹(63)的所述适应部(632)的凸起方向为远离另一个所述抓夹(63)的设置方向。
8.根据权利要求6所述的一种电磁阀活门组件的组装装置,其特征在于,所述驱动件(62)上设有同时与两个所述抓夹(63)卡合的滑槽,所述驱动件(62)还包括用于驱动两个所述抓夹(63)沿所述滑槽运动的驱动器。
9.根据权利要求4所述的一种电磁阀活门组件的组装装置,其特征在于,所述盛料组件(5)包括:
10.一种电磁阀活门组件的组装方法,其特征在于,用于如权利要求2-9任一项所述的一种电磁阀活门组件的组装装置,包括:
技术总结
本发明公开了一种电磁阀活门组件的组装装置,属于装备制造技术领域,用于安装活门体和压杆,包括安装座和导向套,其中安装座与活门体卡合,安装座上设有用于容纳活门体的安装孔;导向套同时与安装座和压杆滑动连接,导向套上设有用于限制压杆运动方向的贯穿孔,导向套的一端伸入安装孔内与活门体抵接。本发明还提供了一种电磁阀活门组件的组装方法,通过导向套为压杆增加导向功能,间接提高压杆的长径比;通过安装座为活门体增加轴向定位及中心定位,实现活门组件的快速压装,提高生产质量和效率,解决压杆与活门体组装的过程中很容易造成直线度超差、压装不到位等情况,严重影响产品质量的问题。本发明作用效果显著,适于广泛推广。
技术研发人员:李文英,王培,袁爱领,路世奇,丁大江
受保护的技术使用者:北京长征天民高科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!