一种偏心焊接接头焊接变形控制方法与流程
本发明涉及钢构件制作,具体涉及一种偏心焊接接头焊接变形控制方法。
背景技术:
1、钢构件中,角接接头一般由拘束度相近、板厚相近的钢板组成,其焊缝填充量适中,焊缝相较于腹板及盖板呈中心分布。同时,因焊接填充量较小,焊接过程中的腹板角变形趋势、盖板弯曲变形趋势较小,受钢板自身约束,往往以内应力形式存在于整体结构件中,焊接变形小。
2、然而,一些钢构件构造特殊,存在需将整体刚性较强的部件以熔透焊缝形式焊接至单一薄板上的情况,且构件内侧无焊接空间,仅能在外侧进行单面焊接,例如某钢塔项目的钢锚梁,需将锚梁块体焊接至锚梁底板上,如图6所示;还有一些焊接接头设计为特厚板开深坡口与薄板进行焊接,例如某钢塔项目中,需将120mm特厚承压板开设坡口焊接至40mm薄壁板上,如图2所示。
3、以上两种情况中,焊缝相较于结构件整体或局部构造呈偏心分布,此类偏心角接接头焊后盖板平面度严重超差,且后期很难通过火矫矫正平面度,此问题在长焊缝中尤为突出。
技术实现思路
1、发明目的:本发明针对上述背景技术中所指出的问题,提出一种偏心焊接接头焊接变形控制方法。
2、技术方案:本发明提供一种偏心焊接接头焊接变形控制方法,包括:
3、对待焊面板进行焊前预变形设置,预变形设置位置为焊接变形发生区域,预变形设置预弯方向为焊接变形趋势的反方向;
4、在待焊面板焊缝异侧安装加固工装;
5、焊缝施焊;
6、加固工装拆除;
7、焊后去应力。
8、进一步地,采用烤火煨弯方式进行焊前预变形设置,预变形设置角度为6~16°。
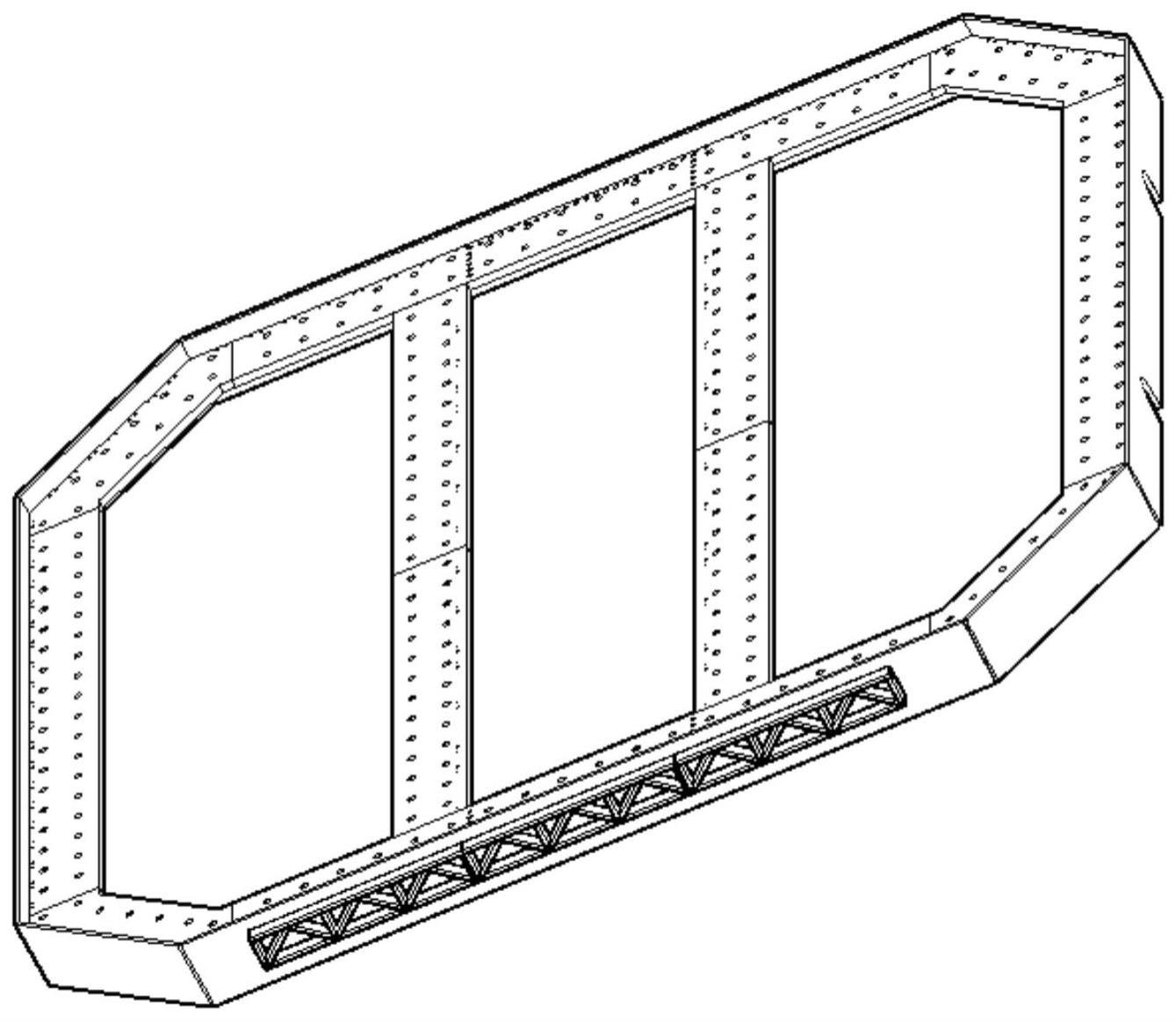
9、进一步地,加固工装为框架结构,由板条肋制作而成,其内部具有分隔的对结构起稳固作用的三角形。
10、进一步地,加固工装采用点焊方式固定在待焊面板上。
11、进一步地,采用小线能量多层多道焊进行施焊。
12、进一步地,焊接完成后,采用碳弧气刨清理加固工装定位焊并拆除加固工装。
13、进一步地,焊后采用火焰加热方式消除内应力,加热温度550~650℃。
14、有益效果:本发明与现有技术相比,具有如下显著优点:通过焊前预变形、加固工装约束及焊后去应力措施,有效控制了焊接变形量,保障了偏心焊接接头形式钢构件制作精度。
技术特征:
1.一种偏心焊接接头焊接变形控制方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,采用烤火煨弯方式进行焊前预变形设置,预变形设置角度为6~16°。
3.根据权利要求1所述的方法,其特征在于,加固工装为框架结构,由板条肋制作而成,其内部具有分隔的对结构起稳固作用的三角形。
4.根据权利要求1所述的方法,其特征在于,加固工装采用点焊方式固定在待焊面板上。
5.根据权利要求4所述的方法,其特征在于,采用小线能量多层多道焊进行施焊。
6.根据权利要求4或5所述的方法,其特征在于,焊接完成后,采用碳弧气刨清理加固工装定位焊并拆除加固工装。
7.根据权利要求1所述的方法,其特征在于,焊后采用火焰加热方式消除内应力,加热温度550~650℃。
技术总结
本发明公开了一种偏心焊接接头焊接变形控制方法,该焊接变形控制方法包括:对待焊面板进行焊前预变形设置,预变形设置位置为焊接变形发生区域,预变形设置预弯方向为焊接变形趋势的反方向;在待焊面板焊缝异侧安装加固工装;焊缝施焊及加固工装拆除;焊后去应力。本发明通过焊前预变形、加固工装约束及焊后去应力措施,能够有效控制焊接变形量,保障偏心焊接接头形式钢构件制作精度。
技术研发人员:薛喆彦,吴江波,刘志刚,袁俊,董向阳
受保护的技术使用者:中铁宝桥(扬州)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!