一种冲压类非标盖自动送料装置的制作方法
本发明涉及冲床送料,尤其涉及一种冲压类非标盖自动送料装置。
背景技术:
1、非标瓶盖是我们日常生活中常见的产品,在包装上经常使用,在不同产品上的瓶盖大小规格各不相同,在生活中一些产品瓶盖采用金属材料冲压而成,在自动化生产进行输料的过程中,冲压材料一直输送,没有进行阻挡,很多时候在输料的过程中一次性输送多个冲压材料,或者输送材料位置发生偏移,造成生产过程中产生大量残次品,造成浪费。
技术实现思路
1、为了克服现有技术的缺陷,本发明提出一种冲压类非标盖自动送料装置,以解决上述问题。
2、为达此目的,本发明采用以下技术方案:
3、本发明提供的一种冲压类非标盖自动送料装置,包括冲床支架、固定在冲床支架上的冲压台、设置在冲压台正上方的冲压机头、一侧用于向冲压台上输送冲压材料的输送带、固定在冲床支架靠近输送带端部,将冲压材料输向冲压台上的引料通道、安装在冲床支架上将冲压材料推向冲压台的推送机构、安装在输送带一侧并与推送机构形成联动,用于下压冲压材料的下压机构和安装在冲压台上用于将冲压完成的瓶盖吹离冲压台的吹盖机构;在所述输送带与引料通道之间设置有存放冲压材料的存放台。
4、进一步 ,在所述冲压台上开设有将冲压材料冲压成型的冲压槽。
5、进一步 ,所述推送机构包括固定在冲床支架上的换向器、用于驱动换向器转动的驱动电机、安装在引料通道并与引料通道滑动连接用于推动冲压材料的推进板、固定在推进板下侧的滑块、固定在冲床支架上与滑块滑动连接的滑轨、固定在换向器转轴上的第一联动杆、一端与第一联动杆转动连接,另一端与推进板转动连接的第二联动板和固定在滑块靠近下压机构一侧用于控制下压机构动作的梯形驱动块。
6、进一步 ,所述下压机构包括固定在冲床支架上翻转支撑台、转动安装在翻转支撑台上的曲臂、固定在曲臂靠近梯形驱动块一侧并与梯形驱动块配合的驱动滑轮、固定在曲臂远离驱动滑轮一端用于限定冲压料移动的l形下压杆。
7、进一步 ,所述输送带通过一步进电机驱动;在所述翻转支撑台上固定有控制步进电机动作的控制开关。
8、进一步 ,在锁定输送带与引料通道之间设置有使冲压料准确进入引料通道的限位组件;所述限位组件包括设置在输送带正上方并与输送带平行的水平支撑杆、一对垂直固定在水平支撑杆上的横向限位杆、开设在横向限位杆上的横向长条孔、一对通过螺栓安装在横向限位杆下侧并与水平支撑杆平行的水平限位杆;在所述水平限位杆上开设有与横向长条孔配合的水平长条孔;水平限位杆的厚度大于冲压材料厚度,小于二倍冲压材料厚度。
9、进一步 ,所属于l形下压杆与曲臂通过下压支撑杆相连接;在所述下压支撑杆上开设有用于安装下压支撑杆的下压长条孔;在所述曲臂上开设有用于安装下压支撑杆的支撑长条孔。
10、进一步 ,所述吹盖机构包括穿过冲压台从瓶盖下侧将瓶盖升起的竖向吹气管、固定在冲压台侧面,从瓶盖侧方将瓶盖吹离冲压台的侧位吹气管;所述竖向吹气管与侧位吹气管与气泵相连接。
11、本发明的有益效果为:
12、一种冲压类非标盖自动送料装置,在冲压瓶盖时,裁剪好的瓶盖加工材料通过输送带输送到引料通道中,再通过推送装置将加工材料推送到冲压台上进行冲压,在进行加工材料树洞的过程中输送带将冲压材料输送到存放台上,下压机构经冲压材料压紧,下压机构与推送装置之间形成联动,当推送装置进行推送的过程中,固定在滑块上的梯形驱动块推动曲臂上的驱动滑轮使曲臂完成翻转,使l形下压杆抬起,将冲压材料松开,从而实现推送装置每推进一次,下压机构松开一次,下压机构每动作一次输送一个加工材料,从而避免输送材料过多,造成残次品的产生,造成浪费。
技术特征:
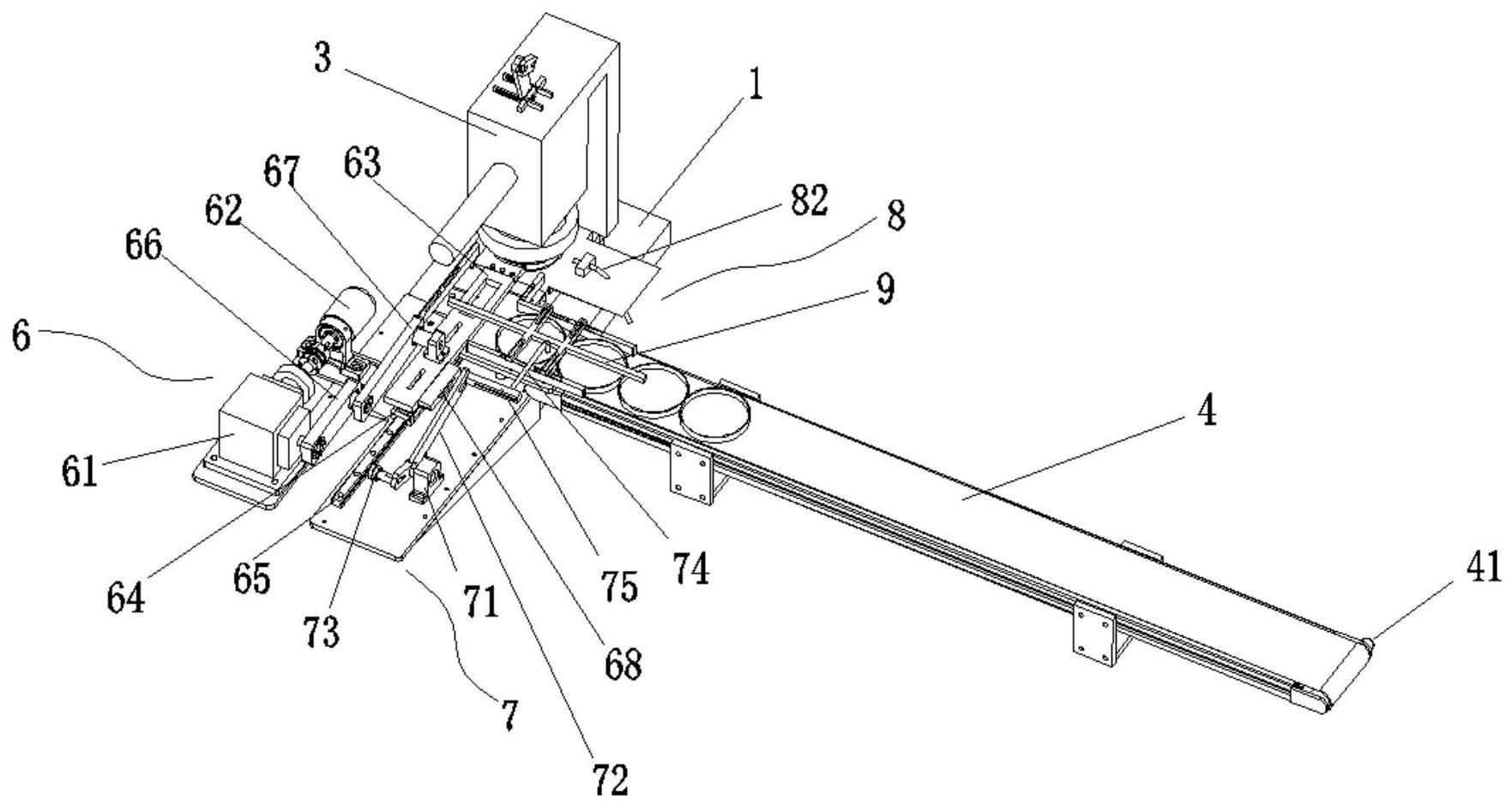
1.一种冲压类非标盖自动送料装置,其特征在于:包括冲床支架(1)、固定在冲床支架(1)上的冲压台(2)、设置在冲压台(2)正上方的冲压机头(3)、一侧用于向冲压台(2)上输送冲压材料的输送带(4)、固定在冲床支架(1)靠近输送带(4)端部,将冲压材料输向冲压台(2)上的引料通道(5)、安装在冲床支架(1)上将冲压材料推向冲压台(2)的推送机构(6)、安装在输送带(4)一侧并与推送机构(6)形成联动,用于下压冲压材料的下压机构(7)和安装在冲压台(2)上用于将冲压完成的瓶盖吹离冲压台(2)的吹盖机构(8);在所述输送带(4)与引料通道(5)之间设置有存放冲压材料的存放台(10)。
2.根据权利要求1所述的一种冲压类非标盖自动送料装置,其特征在于:在所述冲压台(2)上开设有将冲压材料冲压成型的冲压槽(21)。
3.根据权利要求1所述的一种冲压类非标盖自动送料装置,其特征在于:所述推送机构(6)包括固定在冲床支架(1)上的换向器(61)、用于驱动换向器(61)转动的驱动电机(62)、安装在引料通道(5)并与引料通道(5)滑动连接用于推动冲压材料的推进板(63)、固定在推进板(63)下侧的滑块(64)、固定在冲床支架(1)上与滑块(64)滑动连接的滑轨(65)、固定在换向器(61)转轴上的第一联动杆(66)、一端与第一联动杆(66)转动连接,另一端与推进板(63)转动连接的第二联动板(67)和固定在滑块(64)靠近下压机构(7)一侧用于控制下压机构(7)动作的梯形驱动块(68)。
4.根据权利要求3所述的一种冲压类非标盖自动送料装置,其特征在于:所述下压机构(7)包括固定在冲床支架(1)上翻转支撑台(71)、转动安装在翻转支撑台(71)上的曲臂(72)、固定在曲臂(72)靠近梯形驱动块(68)一侧并与梯形驱动块(68)配合的驱动滑轮(73)、固定在曲臂(72)远离驱动滑轮(73)一端用于限定冲压料移动的l形下压杆(74)。
5.根据权利要求4所述的一种冲压类非标盖自动送料装置,其特征在于:所述输送带(4)通过一步进电机(41)驱动;在所述翻转支撑台(71)上固定有控制步进电机(41)动作的控制开关(78)。
6.根据权利要求1所述的一种冲压类非标盖自动送料装置,其特征在于:在锁定输送带(4)与引料通道(5)之间设置有使冲压料准确进入引料通道(5)的限位组件(9);所述限位组件(9)包括设置在输送带(4)正上方并与输送带(4)平行的水平支撑杆(91)、一对垂直固定在水平支撑杆(91)上的横向限位杆(92)、开设在横向限位杆(92)上的横向长条孔(93)、一对通过螺栓安装在横向限位杆(92)下侧并与水平支撑杆(91)平行的水平限位杆(94);在所述水平限位杆(94)上开设有与横向长条孔(93)配合的水平长条孔(95);水平限位杆(94)的厚度大于冲压材料厚度,小于二倍冲压材料厚度。
7.根据权利要求4所述的一种冲压类非标盖自动送料装置,其特征在于:所属于l形下压杆(74)与曲臂(72)通过下压支撑杆(75)相连接;在所述下压支撑杆(75)上开设有用于安装下压支撑杆(75)的下压长条孔(76);在所述曲臂(72)上开设有用于安装下压支撑杆(75)的支撑长条孔(77)。
8.根据权利要求1所述的一种冲压类非标盖自动送料装置,其特征在于:所述吹盖机构(8)包括穿过冲压台(2)从瓶盖下侧将瓶盖升起的竖向吹气管(81)、固定在冲压台(2)侧面,从瓶盖侧方将瓶盖吹离冲压台(2)的侧位吹气管(82);所述竖向吹气管(81)与侧位吹气管(82)与气泵相连接。
技术总结
本发明公开了一种冲压类非标盖自动送料装置,包括冲床支架、固定在冲床支架上的冲压台、设置在冲压台正上方的冲压机头、一侧用于向冲压台上输送冲压材料的输送带、固定在冲床支架靠近输送带端部,将冲压材料输向冲压台上的引料通道、安装在冲床支架上将冲压材料推向冲压台的推送机构、安装在输送带一侧并与推送机构形成联动,用于下压冲压材料的下压机构和安装在冲压台上用于将冲压完成的瓶盖吹离冲压台的吹盖机构;在所述输送带与引料通道之间设置有存放冲压材料的存放台。
技术研发人员:黃金义,仇治国,张陈颂,刘嘉熙,张俊铭
受保护的技术使用者:福建省欧麦鑫自动化科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!