自动换料机构及精雕机的制作方法
本发明涉及机床,特别是涉及一种自动上下料装置及精雕机。
背景技术:
1、以数控机床为核心的加工自动化及信息化,是设备制造领域及制造企业竞相研发的方向,也是未来制造产业发展的主流方向。传统的玻璃精雕机的料盒都是直接固定在料架结构上,每次机床在加工完料盒里面的毛坯料时,都需要操作工人上半身越过机床钣金防护门所在位置,深入机床内部去松开已经加工好的成品料盒,然后再将装有毛坯的料盒再放入到料架上锁紧,这样不仅浪费人力和时间,而且操作工人身体频繁深入机床内部极易发生危险,存在重大的安全隐患。
技术实现思路
1、本发明提供一种可以节省人力和时间,降低安全隐患的自动换料机构及精雕机。
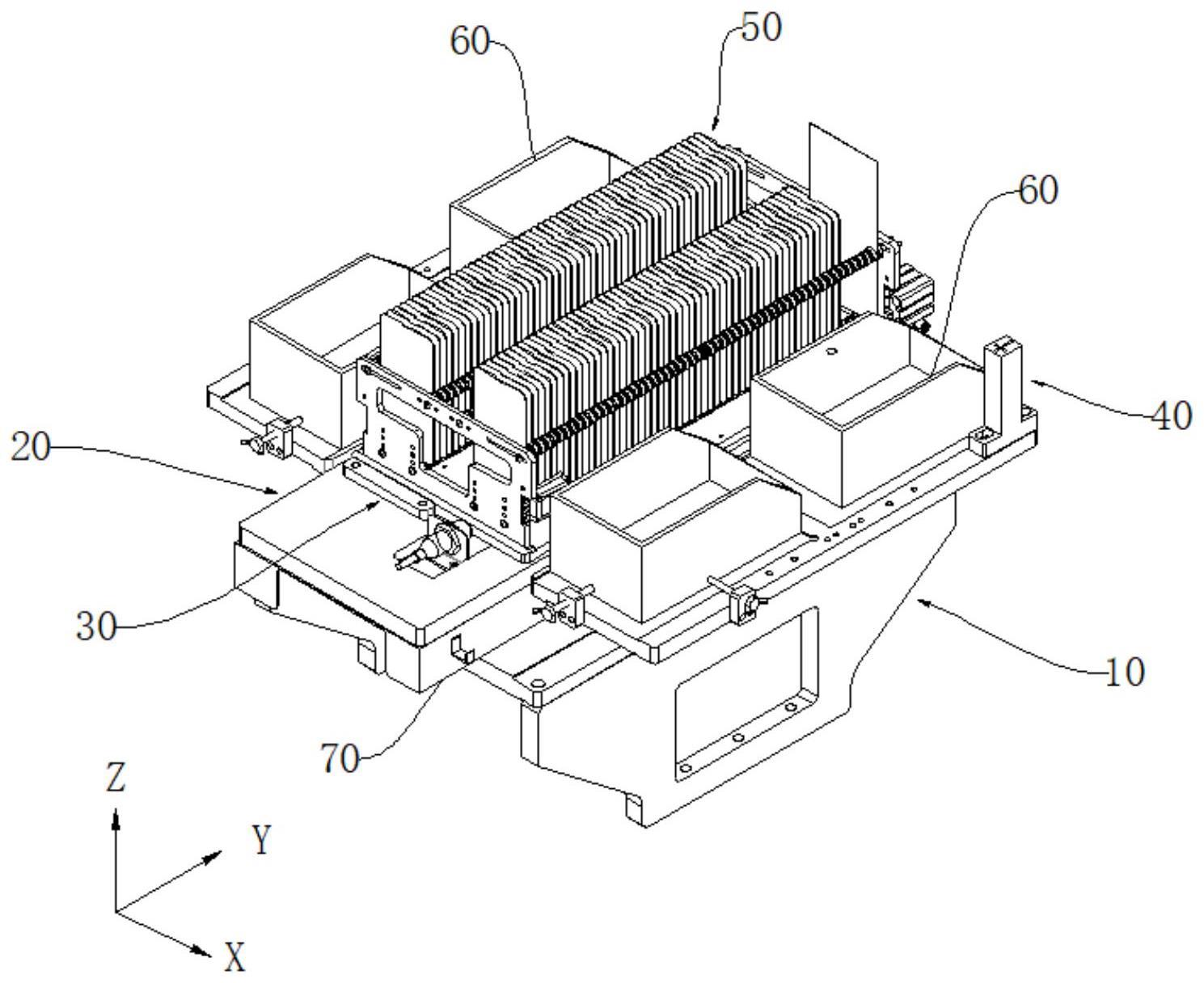
2、一种自动换料机构,其特征在于,包括:支撑架、移动架、直线推送结构、导轨副、感应组件、主控制器、料盒;
3、所述料盒,设于所述移动架,用于承载沿y轴方向排列放置的板材;
4、所述感应组件,安装于所述支撑架,与该料盒的一端相对设置,用于感应该料盒里面预设位置的板材,并发送感应信号给所述主控制器;
5、所述直线推送结构沿y轴方向安装于所述支撑架和移动架之间,所述直线推送结构的输出端连接于所述移动架,所述直线推送结构用于接收所述主控制器的第一控制信号,带动所述移动架沿y轴方向推出所述料盒至取料位置或将该料盒从取料位置收回,并且所述料盒在该取料位置时,料盒的至少部分位于支撑架外;
6、所述导轨副安装于所述支撑架和移动架之间;
7、所述主控制器用于控制该直线推送结构。
8、在其中一个实施例中,所述移动架包括移动承载板,所述直线推送结构包括直线气缸,所述料盒设于所述移动承载板的输出部,所述直线气缸的推杆连接于所述移动承载板的驱动部。
9、在其中一个实施例中,所述自动换料机构还包括定位板和夹紧组件;
10、所述料盒活动设于所述定位板;
11、所述定位板安装于移动承载板的输出部,沿z轴方向设于移动承载板和料盒之间,用于对料盒进行定位。
12、该夹紧组件沿y轴方向设于所述定位板的两侧,用于根据该主控制器的第二控制信号,夹紧定位板或松开定位板。
13、在其中一个实施例中,所述夹紧组件包括限位件和至少2个夹紧气缸;
14、所述限位件沿x方向安装于所述移动承载板的输出部;
15、至少2个所述夹紧气缸沿x方向安装于所述移动承载板的驱动部,夹紧气缸的推杆的轴线平行y方向;
16、所述定位板沿y方向设于所述夹紧气缸和限位件之间,沿z方向设于移动承载板和料盒之间;
17、所述夹紧气缸的推杆用于根据所述第二控制信号沿y方向推抵定位板至限位件或松开定位板。
18、在其中一个实施例中,所述定位板的两端设有至少两个沿平行于x方向的定位凹槽、沿xy夹角方向设置的定位孔、所述移动承载板上安装有对应该定位孔的定位销。
19、在其中一个实施例中,所述自动换料机构还包括定位检测器,
20、该定位检测器安装于移动承载板的输出部,与限位件相对设置,用于检测夹紧气缸推抵定位板是否到预设位置。
21、在其中一个实施例中,所述感应组件包括感应器和t型安装支架,该t型安装支架包括竖直安装段和与该竖直安装段固定连接的水平安装段,该感应器安装于所述竖直安装段的顶部。
22、在其中一个实施例中,所述自动换料机构还包括浮动接头,所述移动架还包括连接板,
23、所述连接板连接于所述移动承载板的驱动部,所述浮动接头连接于所述连接板和所述直线气缸的推杆之间。
24、在其中一个实施例中,所述支撑架包括支撑板和安装于支撑板两侧的两个侧板,所述直线气缸安装于所述支撑板。
25、另一方面,本发明还提供一种精雕机,包括防护门和如以上任一项所述实施例中的自动换料机构,所述直线推送结构的行程大于等于预设的避让距离、防护门厚度和取料距离之和,所述导轨副的行程大于所述直线气缸的行程。
26、上述自动换料机构,包括支撑架、移动架、直线推送结构、导轨副、感应组件、主控制器、料盒。感应组件安装于支撑架的一侧,与该料盒的一端相对设置,用于感应该料盒里面预设位置的板材,发送感应信号给主控制器。主控制器控制直线推送结构沿y轴方向推出料盒至取料位置。这时在取料位置范围内,操作工人完全站在机床钣金防护门外边就可以轻松取换料盒。当操作工人把新的料盒重新放置于移动架上后,主控制器控制移动架送回该料盒至预设的料盒位置。这样不需要工人自己身体频繁的进入到机床内部去松紧料盒,节省人力和时间,大大降低安全隐患。
技术特征:
1.一种自动换料机构,其特征在于,包括:支撑架(10)、移动架(20)、直线推送结构、导轨副(206)、感应组件(40)、主控制器、料盒(50);
2.根据权利要求1所述的自动换料机构,其特征在于,所述移动架(20)包括移动承载板(200),所述直线推送结构包括直线气缸(202),所述料盒(50)设于所述移动承载板(200)的输出部,所述直线气缸(202)的推杆连接于所述移动承载板(200)的驱动部。
3.根据权利要求2所述的自动换料机构,其特征在于,所述自动换料机构还包括定位板(302)和夹紧组件(30);
4.根据权利要求3所述的自动换料机构,其特征在于,所述夹紧组件(30)包括限位件(304)和至少2个夹紧气缸(306);
5.根据权利要求3所述的自动换料机构,其特征在于,所述定位板(302)的两端设有至少两个沿平行于x方向的定位凹槽(301)、沿xy夹角方向设置的定位孔(303)、所述移动承载板(200)上安装有对应该定位孔(303)的定位销(310)。
6.根据权利要求3所述的自动换料机构,其特征在于,所述自动换料机构还包括定位检测器(308),
7.根据权利要求1所述的自动换料机构,其特征在于,所述感应组件(40)包括感应器和t型安装支架,该t型安装支架包括竖直安装段和与该竖直安装段固定连接的水平安装段,该感应器安装于所述竖直安装段的顶部。
8.根据权利要求2所述的自动换料机构,其特征在于,所述自动换料机构还包括浮动接头(208),所述移动架(20)还包括连接板(204),
9.根据权利要求2所述的自动换料机构,其特征在于,所述支撑架(10)包括支撑板(102)和安装于支撑板(102)两侧的两个侧板(104),所述直线气缸(202)安装于所述支撑板(102)。
10.一种精雕机,其特征在于,包括防护门和如权利要求1-9任一项所述的自动换料机构,所述直线推送结构的行程大于等于预设的避让距离、防护门厚度和取料距离之和,所述导轨副(206)的行程大于所述直线气缸(202)的行程。
技术总结
本发明涉及一种自动换料机构和精雕机,包括支撑架、移动架、直线推送结构、导轨副、感应组件、主控制器、料盒。感应组件安装于支撑架的一侧,与该料盒的一端相对设置,用于感应该料盒里面预设位置的板材,发送感应信号给主控制器。主控制器控制直线推送结构沿Y轴方向推出料盒至取料位置。这时在取料位置范围内,操作工人完全站在机床钣金门外边就可以轻松取换料盒。当操作工人把新的料盒重新放置于移动架上后,主控制器控制移动架送回该料盒至预设的料盒位置。这样不需要工人自己身体频繁的进入到机床内部去松紧料盒,节省人力和时间,大大降低安全隐患。
技术研发人员:肖增烽,雷焱焱,高银华
受保护的技术使用者:深圳市华领智能装备有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!