一种铜厚板与多层铜箔的搅拌摩擦焊接方法
本发明涉及导电金属焊接,更具体的说是涉及一种铜厚板与多层铜箔的搅拌摩擦焊接方法。
背景技术:
1、铜具有导热性和导电性高等诸多优良性能,是电力领域的常见金属,其在电子元件和电缆中是最常用的材料。在高功率电机、高低压开关柜等成套电气设备中,铜板与铜箔的连接成的接头应用十分广泛。铜板与铜箔通常是利用钎焊进行连接。随着工业的发展以及人们物质生活水平的提高,工业及生活用电量急剧提高,导电系统中金属接头所承载的负荷量大大增加,导致接头过热,且铜箔由于其柔韧性好,质地软,在焊接高温下极易变形,再加上钎焊接头缺陷多,强度低,稳定性差等缺点,将很大程度上影响电力传输过程的稳定性,因此需对导电金属的连接性能提出更进一步的要求。
2、搅拌摩擦焊是一种新型的固态连接工艺,其在焊接过程中几乎不产生烟尘,是一种绿色环保的焊接技术。其工作原理为通过搅拌头与被焊工件间摩擦产生的低热输入使被焊工件达到塑化状态后,在压力以及搅拌头的作用下,塑性材料相互挤压混合从而形成致密的接头。用该方法制得的接头具有微观组织细小,强度高,缺陷少等优点。目前,搅拌摩擦焊技术多用于焊接合金板,未见其应用于铜厚板材与铜箔片之间的连接。
3、因此,如何提供一种接头焊接性能良好、焊接变形小,无烟无尘,绿色环保生产的铜厚板与多层铜箔的搅拌摩擦焊接方法是本领域技术人员亟需解决的问题。
技术实现思路
1、有鉴于此,本发明提供了一种接头焊接性能良好、焊接变形小,无烟无尘,绿色环保生产的铜厚板与多层铜箔的搅拌摩擦焊接方法。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种铜厚板与多层铜箔的搅拌摩擦焊接方法,包括如下焊接步骤:
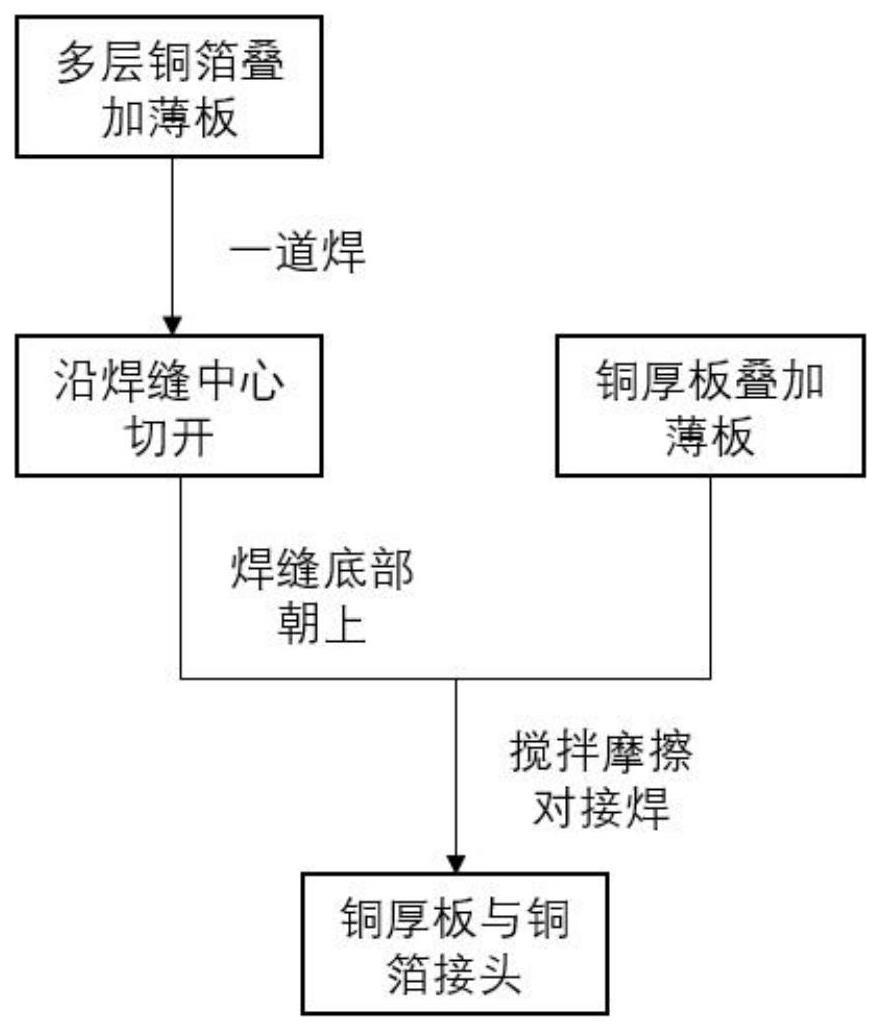
4、步骤s1:将多层薄铜箔堆叠成铜箔本体,然后在所述铜箔本体的上层及下层均放置铜板得到第一样材件,然后将引弧板、收弧板放置在所述第一样材件的两侧,并使用焊接夹具将所述引弧板、所述收弧板和所述第一样材件进行固定,最后利用搅拌摩擦焊装置在所述引弧板、所述第一样材件、所述收弧板上进行一道焊;
5、步骤s2:一道焊完成后,去除所述引弧板和所述收弧板,然后沿一道焊的焊缝中部切开所述第一样材件得到两个第二样材件;
6、步骤s3:将其中一个所述第二样材件底端面朝上,然后将铜厚板一侧与所述第二样材件的焊缝对接,然后在所述铜厚板的上层及下层均放置所述铜板得到待焊件,然后将所述引弧板、所述收弧板放置在所述待焊件的两侧,并使用焊接夹具将所述引弧板、所述收弧板和所述待焊件进行固定,最后利用搅拌摩擦焊装置在所述引弧板、所述待焊件、所述收弧板上沿焊缝进行二道焊;
7、步骤s4:将所述步骤s3焊后所得样材进行加工,去掉所述引弧板、所述收弧板以及上下方的所述铜板,即得到铜厚板与多层铜箔搅拌摩擦焊接头。
8、经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种铜厚板与多层铜箔的搅拌摩擦焊接方法,该焊接方法实现了铜厚板与多层铜箔的冶金连接,接头性能良好,且接头平整,变形小,接头体积明显小于常用的钎焊接头;并且将第二样材件底端面朝上即焊缝背面朝上进行焊接,可解决底部铜箔因热影响所产生的变形,降低铜箔变形的风险;同时采用搅拌摩擦焊接相比钎焊,具有无烟无尘,绿色生产且不使用焊料和焊剂,生产成本低的有益效果。本发明通过合理的接头焊接工艺设计实现了铜厚板与箔片之间的有效连接,对提高电力传输的稳定性具有重要意义。
9、进一步的,所述薄铜箔的厚度为0.1-0.3mm。
10、进一步的,在所述步骤s1和步骤s3中,所述搅拌摩擦焊装置的搅拌头的旋转速度为1180r/min,焊接速度为60mm/min,倾斜角为-3°,下压量为0.2mm。
11、采用上述技术方案产生的有益效果是,便于得到表面成形良好、无缺陷的焊接接头。
技术特征:
1.一种铜厚板与多层铜箔的搅拌摩擦焊接方法,其特征在于,包括如下焊接步骤:
2.根据权利要求1所述的一种铜厚板与多层铜箔的搅拌摩擦焊接方法,其特征在于,所述薄铜箔(1)的厚度为0.1-0.3mm。
3.根据权利要求1所述的一种铜厚板与多层铜箔的搅拌摩擦焊接方法,其特征在于,在所述步骤s1和步骤s3中,所述搅拌摩擦焊装置(7)的搅拌头的旋转速度为1180r/min,焊接速度为60mm/min,倾斜角为-3°,下压量为0.2mm。
技术总结
本发明公开了一种铜厚板与多层铜箔的搅拌摩擦焊接方法,包括步骤S1:将多层薄铜箔堆叠成铜箔本体,然后在铜箔本体的上层及下层放置铜板得到第一样材件,然后将引弧板、收弧板放置在第一样材件的两侧,利用搅拌摩擦焊装置进行一道焊;步骤S2:去除引弧板和收弧板,然后沿焊缝中部切开第一样材件得到两个第二样材件;步骤S3:将其中一个第二样材件底端面朝上,然后将铜厚板与第二样材件的焊缝对接,在铜厚板的上层及下层均放置铜板得到待焊件,将引弧板、收弧板放置在待焊件的两侧,利用搅拌摩擦焊装置进行二道焊;步骤S4:去掉引弧板、收弧板以及铜板,得到铜厚板与多层铜箔搅拌摩擦焊接头。该方法焊接性能好、变形小、无烟无尘,绿色环保。
技术研发人员:张晋辰,刘强,黄永德,陈宜,李博洋
受保护的技术使用者:南昌航空大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!