一种异型复杂焊接组件的加工方法与流程
本发属于异型焊接组件加工,尤其涉及一种异型复杂焊接组件的加工方法。
背景技术:
1、金属焊接是一种以加热、高温或者高压的方式接合金属或其他热塑性材料的制造工艺及技术。而金属冷加工是通过使金属承受足够的机械应力而引起的塑性变形,金属晶体结构发生了永久性变化。
2、目前,零部件产品加工需求多样,通过焊接、金属冷加工等多种加工方式并存的加工方法已非常常见,而且零部件加工多呈现出复杂异型趋势。
3、现有技术中,在异型零部件的焊接直接在设备上安装找正加工,找正时间长,加工效率低,且找正不准确,易造成产品尺寸超差严重,质量问题频出,质量风险大。
技术实现思路
1、鉴于上述的分析,本发明旨在提供一种异型复杂焊接组件的加工方法,用以解决现有针对异型复杂焊接组件的加工效率低、质量风险大的技术问题。
2、本发明的目的主要是通过以下技术方案实现的。
3、本发明提供了一种异型复杂焊接组件的加工方法包括如下步骤:
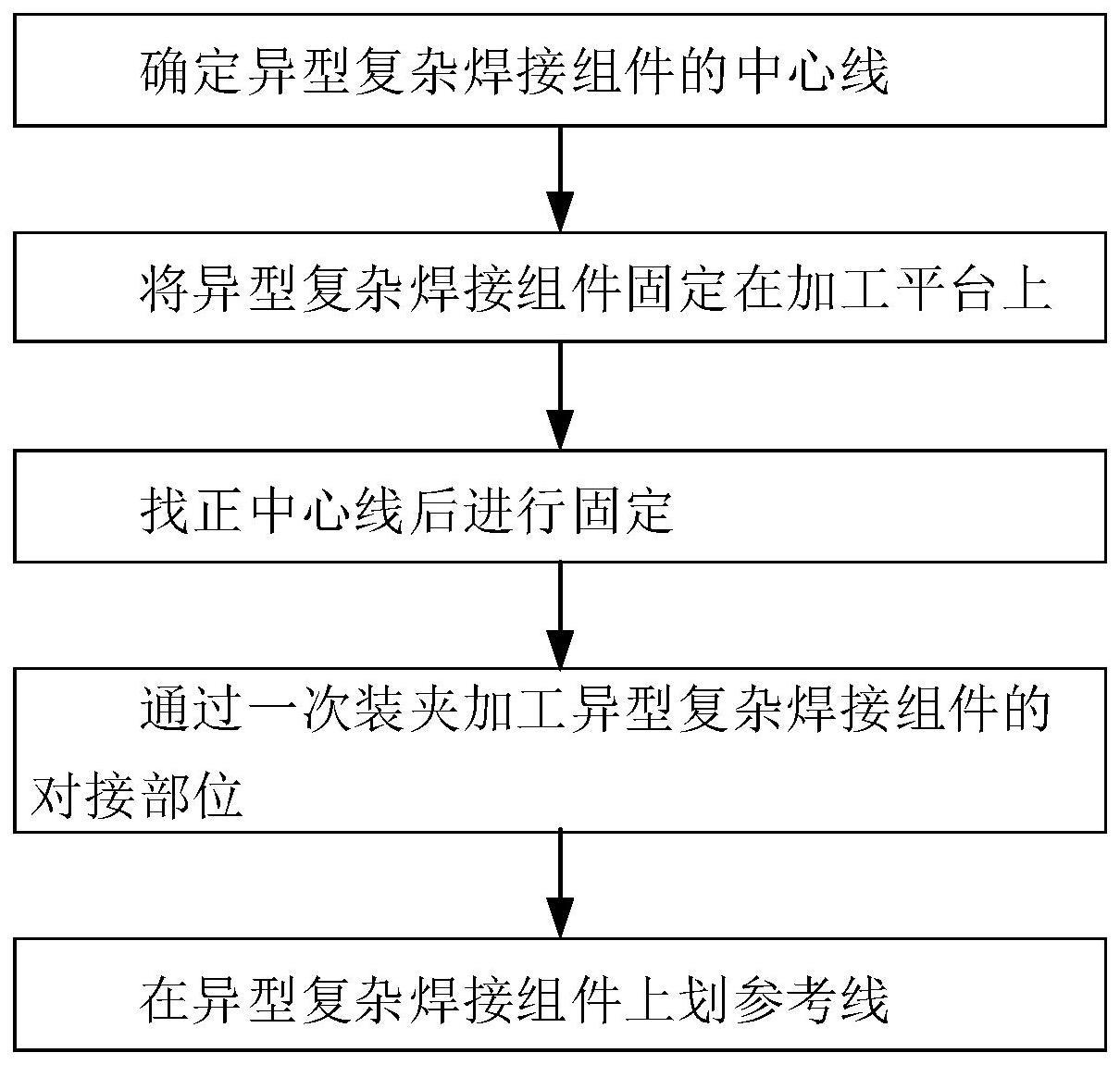
4、步骤1:确定异型复杂焊接组件的中心线,判断中心线是否准确,若否,则重新确定异型复杂焊接组件的中心线,若是,则执行步骤2;
5、步骤2:以步骤1所确定的中心线为基准,将异型复杂焊接组件固定在加工平台上,找正中心线后进行固定,通过一次装夹加工异型复杂焊接组件的对接部位;
6、步骤3:在异型复杂焊接组件上划参考线,以供后续与其他部件的对接参考。
7、进一步地,异型复杂焊接组件的所有对接部位均要通过步骤2中的一次装夹完整加工,中间不再次装夹。
8、进一步地,步骤1中,中心线包括水平中心线和竖直中心线,判断中心线是否准确包括如下步骤:
9、判断异型复杂焊接组件的上端面水平中心线和下端面水平中心线是否在同一水平面上;
10、判断异型复杂焊接组件上端面竖直中心线和下端面竖直中心线是否在同一竖直平面上。
11、进一步地,步骤1包括如下步骤:
12、步骤11:加工异型复杂焊接组件的主体;
13、步骤12:通过随形工装和参考划线初步确定异型复杂焊接组件的主体的水平中心线和竖直中心线;
14、步骤13:通过试加工的方式验证水平中心线和竖直中心线的准确性。
15、进一步地,步骤13中,通过试加工的方式验证水平中心线与竖直中心线的准确性包括如下步骤:
16、分别从异型复杂焊接组件的上端面和下端面对对接部位进行切削,判断上端面的切削量和下端面的切削量分别是否处于阈值范围,若是,则说明水平中心线与竖直中心线准确,若否,则重复步骤11。
17、进一步地,异型复杂焊接组件为回转体零件、舱体类零件或壳体零件。
18、进一步地,异型复杂焊接组件为薄壁结构或多型腔结构。
19、进一步地,异型复杂焊接组件为汽车油箱。
20、进一步地,汽车油箱包括油箱壳体、位于油箱壳体内的油箱体、设于油箱壳体上端面的安装台以及设于油箱壳体下端面的连接板。
21、进一步地,汽车油箱的主体为油箱壳体和油箱体,汽车油箱的对接部位为安装台和连接板。
22、与现有技术相比,本发明可实现如下有益效果:
23、本发明提供的异型复杂焊接组件的加工方法,主要是针对异型复杂焊接组件的对接部位的加工,在对异型复杂焊接组件装夹之前,先确定异型复杂焊接组件的中心线,在后续装夹和加工过程中能够以确定的准确的中心线为基准进行装夹和加工,无需在装夹和加工过程中多次反复进行找正,从而能够简化异型复杂焊接组件的找正流程和找正时间,提高加工效率,进而能够提高异型复杂焊接组件的加工准确性。
24、本发明的其他特征和优点将在随后的说明书中阐述,并且,部分的从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
技术特征:
1.一种异型复杂焊接组件的加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的异型复杂焊接组件的加工方法,其特征在于,所述异型复杂焊接组件的所有对接部位均要通过步骤2中的一次装夹完整加工,中间不可再次装夹。
3.根据权利要求1所述的异型复杂焊接组件的加工方法,其特征在于,所述步骤1中,所述中心线包括水平中心线和竖直中心线,判断中心线是否准确包括如下步骤:
4.根据权利要求3所述的异型复杂焊接组件的加工方法,其特征在于,所述步骤1包括如下步骤:
5.根据权利要求4所述的异型复杂焊接组件的加工方法,其特征在于,所述步骤13中,通过试加工的方式验证水平中心线、竖直中心线的准确性包括如下步骤:
6.根据权利要求1至5任一项所述的异型复杂焊接组件的加工方法,其特征在于,所述异型复杂焊接组件为回转体零件、舱体类零件或壳体零件。
7.根据权利要求6所述的异型复杂焊接组件的加工方法,其特征在于,所述异型复杂焊接组件为薄壁结构或多型腔结构。
8.根据权利要求7所述的异型复杂焊接组件的加工方法,其特征在于,所述异型复杂焊接组件为汽车油箱。
9.根据权利要求8所述的异型复杂焊接组件的加工方法,其特征在于,所述汽车油箱包括油箱壳体、位于油箱壳体内的油箱体、设于油箱壳体上端面的安装台以及设于油箱壳体下端面的连接板。
10.根据权利要求9所述的异型复杂焊接组件的加工方法,其特征在于,所述汽车油箱的主体为油箱壳体和油箱体,所述汽车油箱的对接部位为安装台和连接板。
技术总结
本发明公开一种异型复杂焊接组件的加工方法,属于异型焊接组件加工技术领域,用以解决现有针对异型复杂焊接组件的加工效率低、质量风险大的技术问题。该方法包括确定异型复杂焊接组件的中心线,判断中心线是否准确;以确定的中心线为基准,将异型复杂焊接组件固定在加工平台上,找正中心线后进行固定,通过一次装夹加工异型复杂焊接组件的对接部位;在异型复杂焊接组件上划参考线,以供后续与其他部件的对接参考。本发明可用于异型复杂焊接组件的加工。
技术研发人员:李启明,宋海勇,陈娜,韩飞,戴天方,何欢,王毅,何军皓
受保护的技术使用者:北京航星机器制造有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!