基于超声波焊接的焊接状态的识别方法、装置和电子设备与流程
本发明涉及超声波焊接,尤其涉及一种基于超声波焊接的焊接状态的识别方法、装置和电子设备。
背景技术:
1、随着科技的发展,超声波焊接逐步应用于锂电池生产工艺中,金属超声焊接是在高频超声振动和静压力的共同作用下,工件结合面由于相对运动摩擦产生塑性变形从而形成固相连接的过程,工件在超声波焊接中呈现不同的焊接质量,在现有技术中,工件的焊接质量采用焊后抽检的方式,通过拉力测试来测量焊接拉力和焊接残留进行评估,此时,工件的焊接质量在焊接过程难以进行实时全检。
技术实现思路
1、有鉴于此,本发明实施例提供一种基于超声波焊接的焊接状态的识别方法、装置和电子设备,通过对焊座的振动信号进行焊接状态的识别,并且焊座的振动信号实时获取和实时分析,以便于对进行超声波焊接的工件的焊接质量进行实时监控和工件的全检。
2、第一方面,本发明实施例提供一种基于超声波焊接的焊接状态的识别方法,包括:
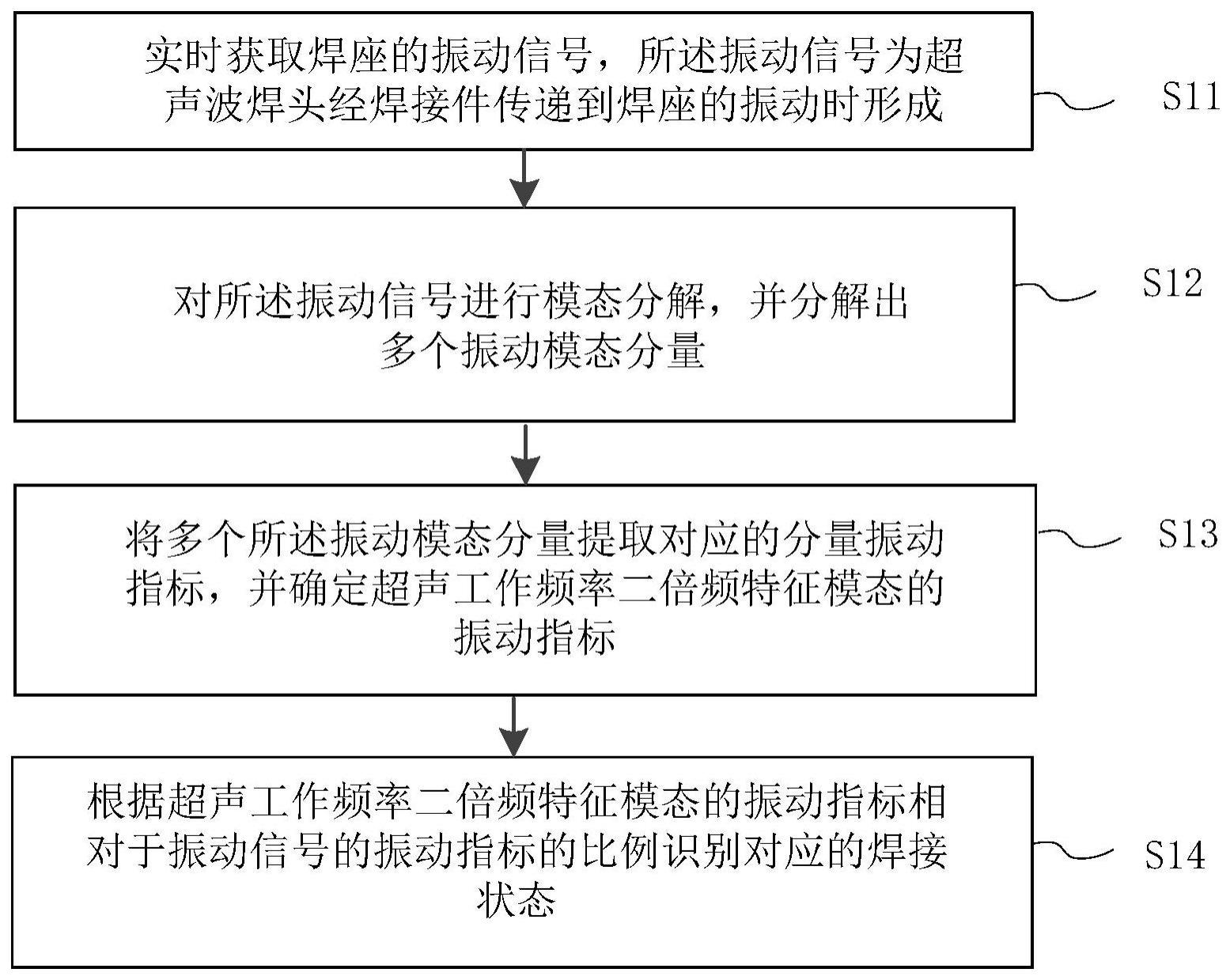
3、实时获取焊座的振动信号,所述振动信号为超声波焊头经焊接件传递到焊座的振动时形成;
4、对所述振动信号进行模态分解,并分解出多个振动模态分量;
5、将多个所述振动模态分量提取对应的分量振动指标,并确定超声工作频率二倍频特征模态的振动指标;
6、根据超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例识别对应的焊接状态。
7、根据本发明实施例的一种具体实现方式,所述实时获取焊座的振动信号,所述振动信号为超声波焊头经焊接件传递到焊座的振动时形成,包括:
8、基于振动加速度传感器实时采集焊座在焊接过程时焊接摩擦方向的振动加速度信号;
9、对振动加速度信号进行数据预处理,其中,振动加速度信号进行去均值、滤波、消除趋势项;
10、对预处理之后的振动加速度信号基于阈值截取算法进行振动信号截取,并截取焊接过程中的振动数据。
11、根据本发明实施例的一种具体实现方式,所述对所述振动信号进行模态分解,并分解出多个振动模态分量,包括:
12、对振动信号f(t)进行模态分解:
13、其中,k为分解的模态数,{uk(t)}={u1(t),u2(t),...,uk(t)}为模态分量集合。
14、根据本发明实施例的一种具体实现方式,所述对所述振动信号进行模态分解,并分解出多个振动模态分量,还包括:
15、对振动信号f(t)进行模态分解中,采用优化算法对模态分解参数进行寻优。
16、根据本发明实施例的一种具体实现方式,所述将多个所述振动模态分量提取对应的分量振动指标,并确定超声工作频率二倍频特征模态的振动指标,包括:
17、将多个所述振动模态分量提取对应的分量振动指标,其中,分量振动指标
18、基于多个分量振动指标进行筛选,并确定超声工作频率二倍频特征模态的振动指标。
19、根据本发明实施例的一种具体实现方式,所述根据超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例识别对应的焊接状态,包括:
20、获取超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例,其中,比例为
21、根据本发明实施例的一种具体实现方式,所述根据超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例识别对应的焊接状态,还包括:
22、若超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例大于预设比例阈值,则焊接状态为异常状态。
23、根据本发明实施例的一种具体实现方式,所述基于超声波焊接的焊接状态的识别方法,还包括:
24、若超声工作频率二倍频特征模态的能量占比大于预设能量占比阈值,则焊接状态为异常状态。
25、第二方面,本发明实施例提供一种基于超声波焊接的焊接状态的识别装置,包括:
26、获取模块,用于实时获取焊座的振动信号,所述振动信号为超声波焊头经焊接件传递到焊座的振动时形成;
27、分解模块,用于对所述振动信号进行模态分解,并分解出多个振动模态分量;
28、振动指标模块,用于将多个所述振动模态分量提取对应的分量振动指标,并确定超声工作频率二倍频特征模态的振动指标;
29、识别模块,用于根据超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例识别对应的焊接状态。
30、第三方面,本发明实施例提供一种电子设备,所述电子设备包括:壳体、处理器、存储器、电路板和电源电路,其中,电路板安置在壳体围成的空间内部,处理器和存储器设置在电路板上;电源电路,用于为上述电子设备的各个电路或器件供电;存储器用于存储可执行程序代码;处理器通过读取存储器中存储的可执行程序代码来运行与可执行程序代码对应的程序,用于执行前述任一实现方式所述的方法。
31、第四方面,本发明的实施例还提供一种计算机可读存储介质,所述计算机可读存储介质存储有一个或者多个程序,所述一个或者多个程序可被一个或者多个处理器执行,以实现前述权利要求上述的基于超声波焊接的焊接状态的识别方法。
32、本发明实施例提供的一种基于超声波焊接的焊接状态的识别方法、装置及电子设备,本申请并非对工件进行信号获取,而是实时获取焊座的振动信号,对所述振动信号进行模态分解,并分解出多个振动模态分量,以便于在多个所述振动模态分量提取对应的分量振动指标时确定超声工作频率二倍频特征模态的振动指标,根据超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例识别对应的焊接状态,从而通过对焊座的振动信号进行焊接状态的识别,并且焊座的振动信号实时获取和实时分析,以便于对进行超声波焊接的工件的焊接质量进行实时监控和工件的全检。
技术特征:
1.一种基于超声波焊接的焊接状态的识别方法,其特征在于,包括:
2.根据权利要求1所述的基于超声波焊接的焊接状态的识别方法,其特征在于,所述实时获取焊座的振动信号,所述振动信号为超声波焊头经焊接件传递到焊座的振动时形成,包括:
3.根据权利要求1所述的基于超声波焊接的焊接状态的识别方法,其特征在于,所述对所述振动信号进行模态分解,并分解出多个振动模态分量,包括:
4.根据权利要求3所述的基于超声波焊接的焊接状态的识别方法,其特征在于,所述对所述振动信号进行模态分解,并分解出多个振动模态分量,还包括:
5.根据权利要求1所述的基于超声波焊接的焊接状态的识别方法,其特征在于,所述将多个所述振动模态分量提取对应的分量振动指标,并确定超声工作频率二倍频特征模态的振动指标,包括:
6.根据权利要求1所述的基于超声波焊接的焊接状态的识别方法,其特征在于,所述根据超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例识别对应的焊接状态,包括:
7.根据权利要求1所述的基于超声波焊接的焊接状态的识别方法,其特征在于,所述根据超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例识别对应的焊接状态,还包括:
8.根据权利要求7所述的基于超声波焊接的焊接状态的识别方法,其特征在于,所述基于超声波焊接的焊接状态的识别方法,还包括:
9.一种基于超声波焊接的焊接状态的识别装置,其特征在于,包括:
10.一种电子设备,其特征在于,所述电子设备包括:壳体、处理器、存储器、电路板和电源电路,其中,电路板安置在壳体围成的空间内部,处理器和存储器设置在电路板上;电源电路,用于为上述电子设备的各个电路或器件供电;存储器用于存储可执行程序代码;处理器通过读取存储器中存储的可执行程序代码来运行与可执行程序代码对应的程序,用于执行前述权利要求1至9任一项所述的基于超声波焊接的焊接状态的识别方法。
11.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质存储有一个或者多个程序,所述一个或者多个程序可被一个或者多个处理器执行,以实现前述权利要求1至8任一项所述的基于超声波焊接的焊接状态的识别方法。
技术总结
本发明的实施例公开一种基于超声波焊接的焊接状态的识别方法、装置和电子设备,本发明涉及超声波焊接技术领域,本申请并非对工件进行信号获取,而是实时获取焊座的振动信号,对所述振动信号进行模态分解,并分解出多个振动模态分量,以便于在多个所述振动模态分量提取对应的分量振动指标时确定超声工作频率二倍频特征模态的振动指标,根据超声工作频率二倍频特征模态的振动指标相对于振动信号的振动指标的比例识别对应的焊接状态,从而通过对焊座的振动信号进行焊接状态的识别,并且焊座的振动信号实时获取和实时分析,以便于对进行超声波焊接的工件的焊接质量进行实时监控和工件的全检。
技术研发人员:石新华,余龙靖,殷万武
受保护的技术使用者:上海骄成超声波技术股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!