一种外螺纹加工模具及方法与流程
本发明属于螺纹紧固件加工,尤其涉及一种外螺纹加工模具及方法。
背景技术:
1、在机械加工行业中,对于小规格螺纹,采用滚压成形是一种常见而且成熟的工艺方法,在进行滚压螺纹时,通过移动母材来将螺纹形状压到工件毛坯中。这种移动的一个关键参数是螺纹齿根深度。随着滚压模具(滚轮)把将形成根部的材料错位,材料将从径向和轴向由根部流出,进行螺纹的加工。
2、在核电行业里,特别对于大规格外螺纹的加工均普遍采用车削加工法,加工后螺纹的金属流线被切断,螺纹牙型表面及其内部晶粒度没有变化,同时螺纹牙型表面没有得到强化,由此会影响外螺纹性能。采用外螺纹的滚轧法进行加工,具有工件精度高、滚压后工件强度约高于坯料,特别适应于批量加工等优点;但存在不适用于单件工件生产,对于塑性差的材料在牙顶容易出现崩塌、裂纹、折叠等加工难点。因此需要能够使加工件螺纹牙型晶粒度比原材料更细化,满足在交变应力和4k条件下使用的滚压加工模具及对应的加工方法。
3、公开号为cn202080005681的专利文献公开了cu-al-mn系形状记忆合金的成型体及其制造方法,该记忆合金成型体具有螺纹部,螺纹部为滚轧加工部。另外,该发明的cu-al-mn系形状记忆合金成型体的制造方法包括下述工序:通过滚轧将成型体原材料的至少一部分在晶体结构为a2型结构的状态下进行塑性加工而成型之后,实施使其变为l21型结构的热处理,由此形成呈现超弹性特性的螺纹部。但该文献未公开对高强材料alloy 718和a286大规格外螺纹的加工方法。
技术实现思路
1、为解决上述技术问题,本发明提供了一种外螺纹加工模具及方法,可以解决大规格外螺纹加工不便使用滚轧加工的问题。
2、本发明通过以下技术方案得以实现。
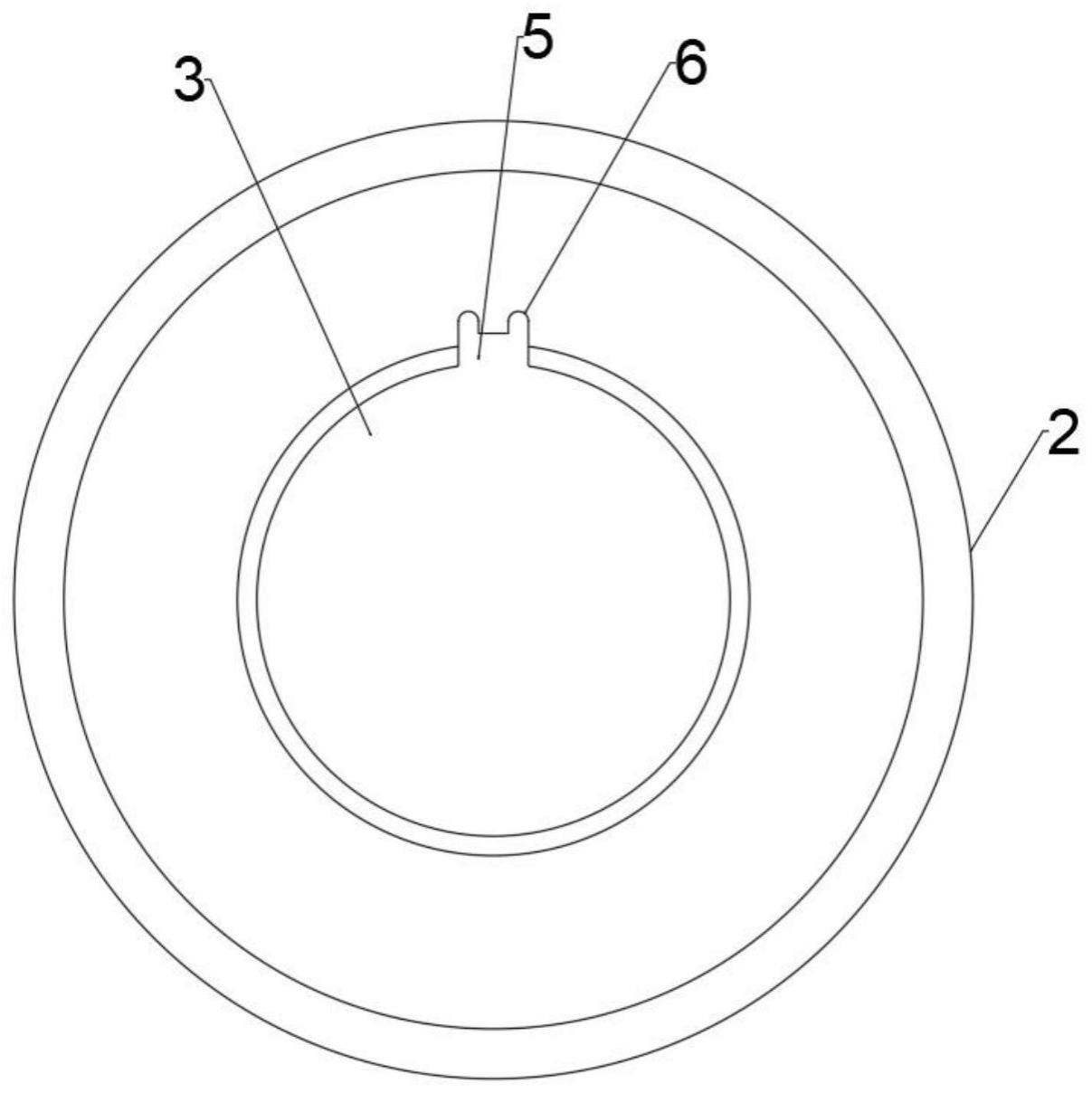
3、本发明提供的一种外螺纹加工模具,包括模具主体,所述模具主体上设置有螺纹,模具主体中部设置有通孔。
4、优选地,所述模具主体一侧设置有下凹部。
5、优选地,所述通孔一侧设置有凹槽a。
6、优选地,所述凹槽a内设置有凹槽b。
7、优选地,所述凹槽b底面呈圆弧形,凹槽b对称设置有两道。
8、所述螺纹包括螺牙,相邻所述螺牙之间的牙底呈圆弧形设置。
9、一种外螺纹加工模具的使用方法,包括以下步骤:
10、s1:将模具与滚丝设备的转动轴连接,并调整高度以对齐模具,将坯料需加工螺纹处与模具接触,转动轴带动模具转动对坯料进行滚轧,滚轧使得坯料表面温度升高,
11、s2:向坯料加工处使用冷却液,模具对坯料施加冷却压力并保持5min,
12、s3:持续向胚料和模具添加使用冷却液,使得胚料螺纹加工处的表面温度急剧下降,进而得到所需成品工件。
13、优选地,所述步骤s1中,表面温度升高至750-780℃。
14、优选地,所述步骤s3中,表面温度急剧下降到400℃以下。
15、优选地,所述步骤s2中冷却液为10号润滑机油。
16、本发明的有益效果在于:
17、本发明的加工模具及加工方法,适用于大规格外螺纹的螺纹成型(包括疲劳型和应力型外螺纹紧固件)的滚轧法加工,具有生产效率高、尺寸精度高、一致性(互换性)好等优点。本发明的加工方法相对于车制加工方法,更能适应于批量生产,能够对原材料锻造热处理后将其加工成疲劳型紧固件,本发明适合对材料alloy 718和a286疲劳型外螺纹(螺纹规格m>33)的加工,利用其低磁性在4k(-269℃)条件下使用时还能保持其良好的综合性能和较高的强度。本发明的外螺纹加工模具及使用方法在核电行业、机械行业及航空航天领域内均具有推广意义和经济价值。
技术特征:
1.一种外螺纹加工模具,其特征在于:包括模具主体(1),所述模具主体(1)上设置有螺纹(2),模具主体(1)中部设置有通孔(3)。
2.如权利要求1所述的一种外螺纹加工模具,其特征在于:所述模具主体(1)一侧设置有下凹部(4)。
3.如权利要求1所述的一种外螺纹加工模具,其特征在于:所述通孔(3)一侧设置有凹槽a(5)。
4.如权利要求3所述的一种外螺纹加工模具,其特征在于:所述凹槽a(5)内设置有凹槽b(6)。
5.如权利要求4所述的一种外螺纹加工模具,其特征在于:所述凹槽b(6)底面呈圆弧形,凹槽b(6)对称设置有两道。
6.如权利要求1所述的一种外螺纹加工模具,其特征在于:所述螺纹(2)包括螺牙(7),相邻所述螺牙(7)之间的牙底(8)呈圆弧形设置。
7.一种如权利要求1-6任一项所述的外螺纹加工模具的使用方法,其特征在于,包括以下步骤:
8.如权利要求7所述的一种外螺纹加工方法,其特征在于:所述步骤s1中,表面温度升高至750-780℃。
9.如权利要求7所述的一种外螺纹加工方法,其特征在于:所述步骤s3中,表面温度急剧下降到400℃以下。
10.如权利要求7所述的一种外螺纹加工方法,其特征在于:所述步骤s2中冷却液为10号润滑机油。
技术总结
本发明公开了一种外螺纹加工模具及方法,所述外螺纹加工模具包括模具主体,所述模具主体上设置有螺纹,模具主体中部设置有通孔。本发明的加工模具及加工方法,适用于大规格外螺纹的螺纹成型的滚轧法加工,具有生产效率高、尺寸精度高、一致性好等优点。本发明的加工方法相对于车制加工方法,更能适应于批量生产,能够对原材料锻造热处理后将其加工成疲劳型紧固件,利用其低磁性在4K条件下使用时还能保持其良好的综合性能和较高的强度。本发明的外螺纹加工模具及使用方法在核电行业、机械行业及航空航天领域内均具有推广意义和经济价值。
技术研发人员:谢朝顺,万隆,李永刚,蒋世威
受保护的技术使用者:贵州航天新力科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!