一种承轨梁与腹板焊接改进方法与流程
本发明涉及的是一种承轨梁与腹板焊接改进方法,属于加工制造。
背景技术:
1、目前,大梁承轨梁与腹板的焊接工序为普通对接焊要求,满足对筋且探伤合格即可。随着场桥产品的发展,轨道吊小车速度越来越快,自动化程度和相应的使用效率要求越来越高,尤其一些带回转的小车,重量较常规轨道吊产品更重,偏轨式大梁的承轨梁与腹板对接焊缝处便成了疲劳应力集中点,长时间使用过程中会出现焊缝开裂现象。如何处理改进此处焊缝,减少焊接应力和疲劳应力,是生产厂家急需处理的问题。
技术实现思路
1、本发明的目的在于解决现有承轨梁与腹板的焊接工序存在的上述问题,提出一种承轨梁与腹板焊接改进方法。
2、本发明的技术解决方案:一种承轨梁与腹板焊接改进方法,包括如下步骤:
3、1)将承轨梁与腹板对接处开制坡口;
4、2)焊接承轨梁与腹板;
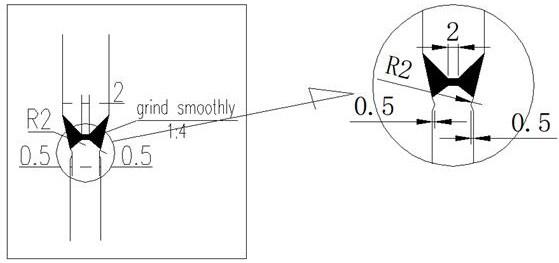
5、3)焊缝处打磨出斜势,两端磨出平滑过渡;
6、4)在焊脚处加工出小孤坑,消除缺陷,减少焊接集中应力。
7、进一步的,所述步骤1)中承轨梁与腹板对接处坡口角度为30°。
8、进一步的,所述步骤1)中承轨梁厚12cm,预留4cm对接面。
9、进一步的,所述步骤1)中腹板厚8cm,预留2cm对接面。
10、进一步的,所述步骤2)中焊接方式为埋弧煤焊接。
11、进一步的,所述步骤3)中斜势比例为1: 4。
12、进一步的,所述步骤3)中平滑过渡区域宽度为0.5cm。
13、进一步的,所述步骤4)中的小孤坑采用打磨方式加工,或利用氩弧焊焊接得到。
14、与现有技术相比,本发明的优点在于:在焊缝集合处通过打磨或氩弧焊出小弧坑,有效消除缺陷,减少焊接集中应力,可应用于大型钢结构制作中。
技术特征:
1.一种承轨梁与腹板焊接改进方法,其特征在于,该方法具体包括如下步骤:
2.根据权利要求1所述的一种承轨梁与腹板焊接改进方法,其特征在于:所述步骤1)中承轨梁与腹板对接处坡口角度为30°。
3.根据权利要求1所述的一种承轨梁与腹板焊接改进方法,其特征在于:所述步骤1)中承轨梁厚12cm,预留4cm对接面。
4.根据权利要求1所述的一种承轨梁与腹板焊接改进方法,其特征在于:所述步骤1)中腹板厚8cm,预留2cm对接面。
5.根据权利要求1所述的一种承轨梁与腹板焊接改进方法,其特征在于:所述步骤2)中焊接方式为埋弧煤焊接。
6.根据权利要求1所述的一种承轨梁与腹板焊接改进方法,其特征在于:所述步骤3)中斜势比例为1: 4。
7.根据权利要求1所述的一种承轨梁与腹板焊接改进方法,其特征在于:所述步骤3)中平滑过渡区域宽度为0.5cm。
8.根据权利要求1所述的一种承轨梁与腹板焊接改进方法,其特征在于:所述步骤4)中的小孤坑采用打磨方式加工,或利用氩弧焊焊接得到。
技术总结
本发明提出的是一种承轨梁与腹板焊接改进方法,具体步骤包括:将承轨梁与腹板对接处开制坡口;焊接承轨梁与腹板;焊缝处打磨出斜势,两端磨出平滑过渡;在焊缝集合处通过打磨或氩弧焊出小弧坑,有效消除缺陷,减少焊接集中应力,可应用于大型钢结构制作中。
技术研发人员:李伟,俞小兵,朱勇,朱镇,张亮
受保护的技术使用者:上海振华重工(集团)股份有限公司南通分公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!