一种机床主轴负载的监控方法及系统与流程
本发明涉及机床主轴检测、监控领域,具体是一种机床主轴负载的监控方法及系统。
背景技术:
1、在数控机床领域中,机床部件最重要的组成部分就是主轴单元。因此有效的检测主轴的运行状态极为重要。
2、在现有技术中由数控系统软件开发的负载监控功能功能。此方法集成在数控系统本身内部,负载超过最大负载且持续时间达到某固定值时,系统内部进行报警中断处理。但此种方法主要依据主轴在机械特性满足的前提下,根据主轴放大器的过载能力决定。缺点是在机床加工切削中不能有效的保护刀具,例如在铝合金等软材料金属加工中刀具的寿命极低。除此之外,主流高端的数控系统厂家,主轴负载检测功能是数控系统的选项功能,追加时费用高,大大增加了机床的设计成本。
3、因此亟需一种对机床主轴的负载监控方法来解决上述问题。
技术实现思路
1、本发明的目的在于提供一种机床主轴负载的监控方法及系统,它能实现任意时刻,任意过载倍率的主轴负载监控,打破了只能利用nc系统软件功能来实现的技术壁垒。
2、本发明为实现上述目的,通过以下技术方案实现:
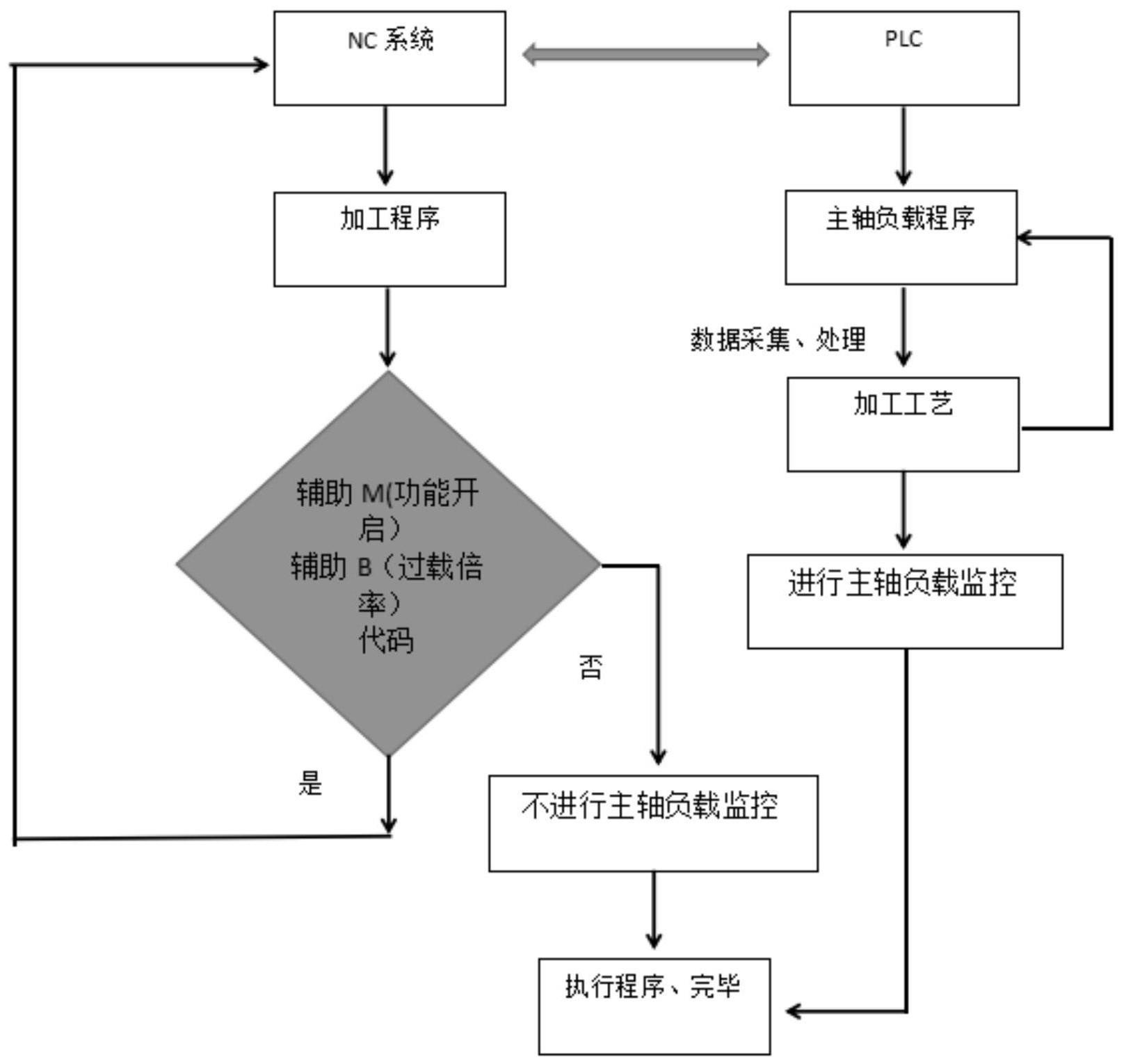
3、一种机床主轴负载的监控方法,包括以下步骤:开启主轴负载检测;控制主轴负载的过载倍率;采集主轴负载数值;将采集到的主轴负载数值与过载倍率进行比对;输出比对结果。
4、优选的,所述开启主轴负载检测具体为:基于机床自带的nc系统,增加第一辅助代码,所述第一辅助代码用于开启主轴负载检测。
5、优选的,所述控制主轴负载的过载倍率具体为:基于机床自带的nc系统,增加第二辅助代码,所述第二辅助代码用于控制主轴负载的过载倍率。
6、优选的,所述控制主轴负载的过载倍率具体为:设定的过载倍率值有若干个。
7、优选的,所述采集主轴负载数值具体为:通过数控系统调用机床自带的plc程序实现对机床的主轴负载数值进行采集。
8、优选的,所述步骤将采集到的主轴负载数值与过载倍率进行比对与步骤输出比对结果具体为:将采集到的的主轴负载数值和提前设置的过载倍率进行比对并输出比对结果,所述比对结果用于控制主轴停转和运行。
9、一种机床主轴负载的监控系统,包括控制模块、数据采集模块和数据处理模块,所述控制模块与数据采集模块电性连接,所述数据采集模块与数据处理模块数据连接。
10、优选的,所述控制模块用于控制开启主轴负载检测、控制主轴负载的过载倍率以及控制主轴运行和停闭。
11、优选的,所述数据采集模块用于采集主轴负载数值。
12、优选的,所述数据处理模块用于将采集到的主轴负载数值和提前设定的过载倍率进行比对并输出比对结果。
13、对比现有技术,本发明的有益效果在于:
14、运用数控系统nc和plc相结合的技术,在不改变原有数控机床的运行结构的同时,采用nc代码控制主轴负载检功能的开启,plc采集数控系统内部负载值,经过数据的算法及特定的工艺要求,实现了任意时刻,任意过载倍率的主轴负载监控,节约了开发成本,打破了只能利用nc系统软件功能来实现的技术壁垒。
技术特征:
1.一种机床主轴负载的监控方法,其特征在于,包括以下步骤:
2.根据权利要求1所述一种机床主轴负载的监控方法,其特征在于,所述开启主轴负载检测具体为:基于机床自带的nc系统,增加第一辅助代码,所述第一辅助代码用于开启主轴负载检测。
3.根据权利要求1所述一种机床主轴负载的监控方法,其特征在于,所述控制主轴负载的过载倍率具体为:基于机床自带的nc系统,增加第二辅助代码,所述第二辅助代码用于控制主轴负载的过载倍率。
4.根据权利要求2所述一种机床主轴负载的监控方法,其特征在于,所述控制主轴负载的过载倍率具体为:设定的过载倍率值有若干个。
5.根据权利要求1所述一种机床主轴负载的监控方法,其特征在于,所述采集主轴负载数值具体为:通过数控系统调用机床自带的plc程序实现对机床的主轴负载数值进行采集。
6.根据权利要求1所述一种机床主轴负载的监控方法,其特征在于,所述步骤s4-s5具体为:将采集到的的主轴负载数值和提前设置的过载倍率进行比对并输出比对结果,所述比对结果用于控制主轴停转和运行。
7.一种机床主轴负载的监控系统,其特征在于,包括控制模块、数据采集模块和数据处理模块,所述控制模块与数据采集模块电性连接,所述数据采集模块与数据处理模块数据连接。
8.根据权利要求7所述一种机床主轴负载的监控系统,其特征在于,所述控制模块用于控制开启主轴负载检测、控制主轴负载的过载倍率以及控制主轴运行和停闭。
9.根据权利要求7所述一种机床主轴负载的监控系统,其特征在于,所述数据采集模块用于采集主轴负载数值。
10.根据权利要求7所述一种机床主轴负载的监控系统,其特征在于,所述数据处理模块用于将采集到的主轴负载数值和提前设定的过载倍率进行比对并输出比对结果。
技术总结
本发明公开了一种机床主轴负载的监控方法及系统,主要涉及机床主轴检测、监控领域。包括以下步骤:开启主轴负载检测;控制主轴负载的过载倍率;采集主轴负载数值;将采集到的主轴负载数值与过载倍率进行比对;输出比对结果。本发明的有益效果在于:它能实现任意时刻,任意过载倍率的主轴负载监控,打破了只能利用NC系统软件功能来实现的技术壁垒。
技术研发人员:唐连续,李贯存,房超,谢国亮
受保护的技术使用者:济南第一机床有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!