焊接管理方法及管理系统与流程
本发明属于焊接,具体涉及一种焊接管理方法及管理系统。
背景技术:
1、工程机械的焊缝复杂,由于空间限制,较多焊缝无法实现机器人自动焊接,需进行大量手动焊接。而在手动焊接过程中焊接工艺参数、焊接速度波动大,无法按工艺要求施焊,并且待焊接工件的焊缝比较多时,焊接工艺参数和焊接顺序也极易出现错误,导致焊接质量管控难度大,焊缝不合格率高,需进行大量返工,甚至出现零件报废,极大浪费了人力成本、焊接辅材成本、零部件报废成本、返工场地等。
技术实现思路
1、针对上述的缺陷或不足,本发明提供了一种焊接管理方法及管理系统,旨在解决完全依赖人工容易导致焊接工艺参数和焊接顺序极易出现错误的技术问题。
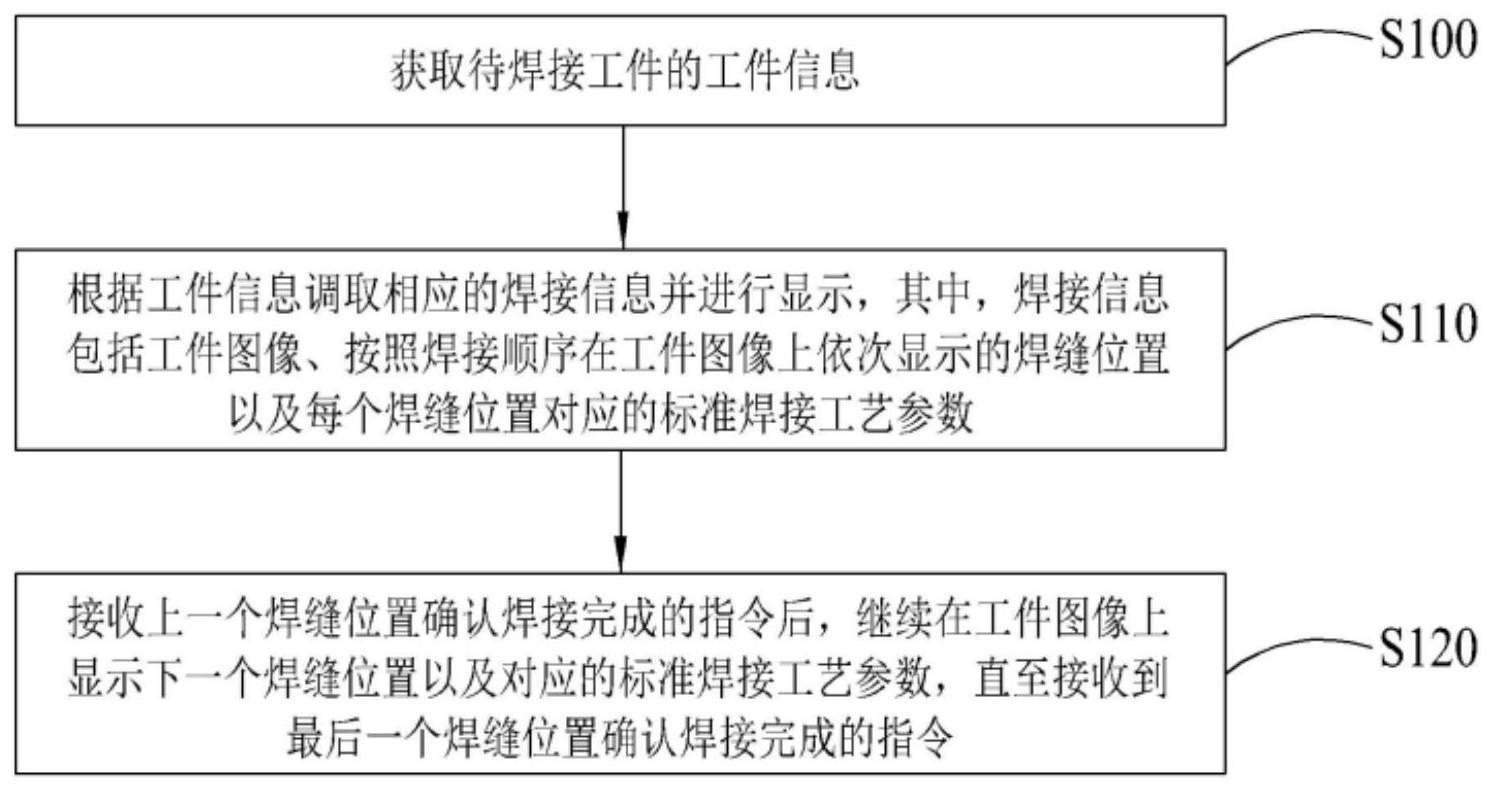
2、为实现上述目的,本发明提供一种焊接管理方法,其中,焊接管理方法包括:获取待焊接工件的工件信息;根据工件信息调取相应的焊接信息并进行显示,其中,焊接信息包括工件图像、按照焊接顺序在工件图像上依次显示的焊缝位置以及每个焊缝位置对应的标准焊接工艺参数;接收上一个焊缝位置确认焊接完成的指令后,继续在工件图像上显示下一个焊缝位置以及对应的标准焊接工艺参数,直至接收到最后一个焊缝位置确认焊接完成的指令。
3、在本发明实施例中,焊接管理方法还包括:获取焊工的身份信息;在根据当前焊机和身份信息确定焊工不满足满足上机条件的情况下,控制进行报警。
4、在本发明实施例中,焊接管理方法还包括:在身份信息为空的情况下,控制进行报警。
5、在本发明实施例中,焊接管理方法还包括:获取实时采集的监测焊接工艺参数;在监测焊接工艺参数超出限制范围的情况下,控制进行报警。
6、在本发明实施例中,在监测焊接工艺参数超出限制范围的情况下,控制进行报警,包括:计算监测焊接工艺参数与标准焊接工艺参数的差值;将差值与预设差值阈值比较;若差值超出预设差值阈值,则控制进行报警。
7、为实现上述目的,本发明还提供一种焊接管理系统,其中,焊接管理系统包括:
8、工位终端模块,包括用于扫描待焊接工件的工件编码以获取工件信息的扫描枪;
9、中央处理模块,用于接收工位终端模块发送的工件信息并根据工件信息调取相应的焊接信息;
10、屏显模块,用于显示焊接信息以及接收焊缝位置确认焊接完成的指令,其中,焊接信息包括工件图像、按照焊接顺序在工件图像上依次显示的焊缝位置以及每个焊缝位置对应的标准焊接工艺参数;
11、手动焊接模块,用于供焊工根据屏显模块显示的焊缝位置以及标准焊接工艺参数对待焊接工件进行焊接。
12、在本发明实施例中,工位终端模块还包括用于获取焊工的身份信息的身份识别器以及用于进行报警的报警器,中央处理模块还用于接收工位终端模块发送的身份信息,并在根据当前焊机和焊工身份信息确定焊工不满足上机条件的情况下,控制报警器进行报警。
13、在本发明实施例中,中央处理模块还用于在身份信息为空的情况下,控制报警器进行报警。
14、在本发明实施例中,工位终端模块还包括用于实时采集监测焊接工艺参数的数据采集盒,中央处理模块还用于在监测焊接工艺参数超出限制范围的情况下,控制报警器进行报警。
15、在本发明实施例中,工位终端模块还包括用于对手动焊接模块的焊接电压、焊接电流、焊接速度和保护气流量分别进行检测的电压检测器、电流检测器、出丝控制器和气体流量控制器,数据采集盒分别与电压检测器、电流检测器、出丝控制器和气体流量控制器通讯连接。
16、通过上述技术方案,本发明实施例所提供的焊接管理方法具有如下的有益效果:
17、当使用上述的焊接管理方法时,可以先获取待焊接工件的工件信息,再根据工件信息调取相应的焊接信息并进行显示,而焊接信息包括工件图像、按照焊接顺序在工件图像上依次显示的焊缝位置以及每个焊缝位置对应的标准焊接工艺参数,接收上一个焊缝位置确认焊接完成的指令后,继续在工件图像上显示下一个焊缝位置以及对应的标准焊接工艺参数,直至接收到最后一个焊缝位置确认焊接完成的指令,则使得焊工可以按照工件图像上依次显示的焊缝位置对待焊接工件进行焊接,保证了焊接顺序的准确性,此外,在显示焊缝位置时还对应显示此处焊缝位置的标准焊接工艺参数,以便于焊工根据标准焊接工艺参数对当前焊缝位置进行焊接,保证了焊接工艺参数的准确性,从而加强了焊接质量管控、提升了焊缝的合格率,避免出现大量返工和工件报废的现象。
18、本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种焊接管理方法,其特征在于,所述焊接管理方法包括:
2.根据权利要求1所述的焊接管理方法,其特征在于,所述焊接管理方法还包括:
3.根据权利要求2所述的焊接管理方法,其特征在于,所述焊接管理方法还包括:
4.根据权利要求1所述的焊接管理方法,其特征在于,所述焊接管理方法还包括:
5.根据权利要求4所述的焊接管理方法,其特征在于,所述在所述监测焊接工艺参数超出限制范围的情况下,控制进行报警,包括:
6.一种焊接管理系统,其特征在于,所述焊接管理系统包括:
7.根据权利要求6所述的焊接管理系统,其特征在于,所述工位终端模块(100)还包括用于获取焊工的身份信息的身份识别器(102)以及用于进行报警的报警器(103),所述中央处理模块(200)还用于接收所述工位终端模块(100)发送的所述身份信息,并在根据当前焊机和所述焊工身份信息确定焊工不满足上机条件的情况下,控制所述报警器(103)进行报警。
8.根据权利要求7所述的焊接管理系统,其特征在于,所述中央处理模块(200)还用于在所述身份信息为空的情况下,控制所述报警器(103)进行报警。
9.根据权利要求6所述的焊接管理系统,其特征在于,所述工位终端模块(100)还包括用于实时采集监测焊接工艺参数的数据采集盒(104),所述中央处理模块(200)还用于在所述监测焊接工艺参数超出限制范围的情况下,控制所述报警器(103)进行报警。
10.根据权利要求9所述的焊接管理系统,其特征在于,所述工位终端模块(100)还包括用于对所述手动焊接模块(400)的焊接电压、焊接电流、焊接速度和保护气流量分别进行检测的电压检测器、电流检测器、出丝控制器和气体流量控制器,所述数据采集盒(104)分别与所述电压检测器、所述电流检测器、所述出丝控制器和所述气体流量控制器通讯连接。
技术总结
本发明公开一种焊接管理方法及管理系统,焊接管理方法包括:获取待焊接工件的工件信息;根据工件信息调取相应的焊接信息并进行显示,其中,焊接信息包括工件图像、按照焊接顺序在工件图像上依次显示的焊缝位置以及每个焊缝位置对应的标准焊接工艺参数;接收上一个焊缝位置确认焊接完成的指令后,继续在工件图像上显示下一个焊缝位置以及对应的标准焊接工艺参数,直至接收到最后一个焊缝位置确认焊接完成的指令,则使得焊工可以按照工件图像上依次显示的焊缝位置对待焊接工件进行焊接,保证了焊接顺序的准确性,此外,在显示焊缝位置时还对应显示此处焊缝位置的标准焊接工艺参数,保证了焊接工艺参数的准确性。
技术研发人员:朱一帆,周艾飞,李韬
受保护的技术使用者:中联重科股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!