一种无缝钢管用旋转矫直机的制作方法
1.本实用新型涉及矫直机领域,尤其涉及一种无缝钢管用旋转矫直机。
背景技术:
2.一般的无缝钢管长度不超80m,当长度超过100m则称之为大长度。常规无缝钢管的长度有限,管子在整个轧制过程中是呈直线型的,通过芯棒和外部机构的碾压来达到减径,减厚,增长作用。石油线缆用的长无缝钢管采用卷轴放线轧制时,轧制之前需要矫直作业,以保证轧制品质。因此,如何开发一种无缝钢管用旋转矫直机,以实现大长度无缝钢管轧制过程中,边矫直边旋转的工作方式,成为本领域技术人员亟待解决的技术难题。
技术实现要素:
3.本实用新型的目的是提供一种无缝钢管用旋转矫直机,以实现大长度无缝钢管轧制过程中,卷轴放线后,边矫直边旋转的工作方式。
4.为解决上述技术问题,本实用新型采用如下技术方案:
5.本实用新型一种无缝钢管用旋转矫直机,包括矫直机机架、矫直筒和旋转驱动组件,所述矫直筒的两端连接有中心连接轴,所述中心连接轴通过带座轴承可旋转的连接在所述矫直机机架上,所述矫直筒内并排设置有多组矫直辊,所述矫直筒的外周与所述旋转驱动组件连接,并通过所述旋转驱动组件驱动所述矫直筒以所述中心连接轴的中轴线为轴心作旋转运动,所述中心连接轴的中心设置有无缝钢管贯穿用的中心通孔。
6.进一步的,所述旋转驱动组件包括从动齿轮、主动齿轮和驱动电机,所述驱动电机安置在所述矫直机机架的底部中间,所述从动齿轮定位连接在所述矫直筒的外周面上,所述主动齿轮连接在所述驱动电机的输出轴上,所述从动齿轮与所述主动齿轮相啮合。
7.进一步的,所述驱动电机采用单头伺服电机或双头伺服电机,采用单头伺服电机时设置有两个且对称排布,两个所述单头伺服电机的输出轴上均安装有一个主动齿轮;采用双头伺服电机时,所述双头伺服电机的两个输出轴上均安装有一个主动齿轮。
8.进一步的,所述中心通孔的孔直径大于无缝钢管坯料的外径。
9.进一步的,所述带座轴承通过螺栓连接在所述矫直机机架的顶面上。
10.进一步的,所述中心连接轴与所述矫直筒通过多个螺栓组件连接在一起,且多个所述螺栓组件呈圆周均布。
11.与现有技术相比,本实用新型的有益技术效果:
12.本实用新型一种无缝钢管用旋转矫直机,包括矫直机机架、矫直筒和旋转驱动组件,旋转驱动组件包括从动齿轮、主动齿轮和驱动电机;工作时,驱动电机启动,主动齿轮旋转并带动从动齿轮旋转,遂带动矫直筒以中心连接轴的中轴线为轴心作旋转运动,同时,上下两排矫直辊同步旋转作业,实现无缝钢管坯料通过时的夹紧输送及矫直作业,实现了边矫直边旋转的工作方式。本实用新型布局紧凑,安装使用方便快捷,通过旋转驱动组件的增加,实现了边矫直边旋转的工作方式。
附图说明
13.下面结合附图说明对本实用新型作进一步说明。
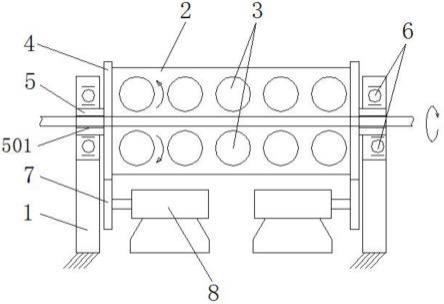
14.图1为本实用新型无缝钢管用旋转矫直机实施例一示意图;
15.图2为本实用新型无缝钢管用旋转矫直机实施例二示意图;
16.附图标记说明:1、矫直机机架;2、矫直筒;3、矫直辊;4、从动齿轮;5、中心连接轴;6、带座轴承;7、主动齿轮;8、驱动电机;501、中心通孔;8-1、双头伺服电机。
具体实施方式
17.如图1-2所示,一种无缝钢管用旋转矫直机,包括矫直机机架1、矫直筒2和旋转驱动组件,所述矫直筒2的两端连接有中心连接轴5,所述中心连接轴5通过带座轴承6可旋转的连接在所述矫直机机架1上,所述矫直筒2内并排设置有多组矫直辊3,所述矫直筒2的外周与所述旋转驱动组件连接,并通过所述旋转驱动组件驱动所述矫直筒2以所述中心连接轴5的中轴线为轴心作旋转运动,所述中心连接轴5的中心设置有无缝钢管贯穿用的中心通孔501。具体的,所述中心通孔501的孔直径大于无缝钢管坯料的外径,保证无缝钢管贯穿连接时快速安装;所述带座轴承6通过螺栓连接在所述矫直机机架1的顶面上,安装拆卸方便快捷。
18.具体的,所述旋转驱动组件包括从动齿轮4、主动齿轮7和驱动电机8,所述驱动电机8安置在所述矫直机机架1的底部中间,所述从动齿轮4定位连接在所述矫直筒2的外周面上,所述主动齿轮7连接在所述驱动电机8的输出轴上,所述从动齿轮4与所述主动齿轮7相啮合。此外,驱动电机8与设备的plc控制器电连接,以实现自动化控制。
19.所述驱动电机8采用单头伺服电机或双头伺服电机,如图1所示,实施例一采用单头伺服电机时,单头伺服电机设置有两个且对称排布,两个所述单头伺服电机的输出轴上均安装有一个主动齿轮7;如图2所示,实施例二采用双头伺服电机8-1时,所述双头伺服电机8-1的两个输出轴上均安装有一个主动齿轮7。
20.具体的,所述中心连接轴5与所述矫直筒2通过多个螺栓组件连接在一起,且多个所述螺栓组件呈圆周均布,且螺栓组件布置中心圆周线与中心连接轴5的截面同心。
21.本实用新型的使用过程如下:
22.首先,将该一种无缝钢管用旋转矫直机组装后,安装到大长无缝钢管轧制生产线上,且位于旋转放料架的后方,坯料的端头从中心通孔501和上下矫直辊3之间穿过,工作时,通过设备plc控制器控制驱动电机8启动,主动齿轮7旋转并带动从动齿轮4旋转,遂带动矫直筒2以中心连接轴5的中轴线为轴心作旋转运动,同时,上下两排矫直辊3同步夹紧完成坯管矫直作业,实现了边矫直边旋转的工作方式。
23.该实用新型中相啮合的从动齿轮4与主动齿轮7对称布置,实现两侧支撑及同步旋转作业,有效的保持了矫直作业时的稳定性。
24.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
技术特征:
1.一种无缝钢管用旋转矫直机,其特征在于:包括矫直机机架、矫直筒和旋转驱动组件,所述矫直筒的两端连接有中心连接轴,所述中心连接轴通过带座轴承可旋转的连接在所述矫直机机架上,所述矫直筒内并排设置有多组矫直辊,所述矫直筒的外周与所述旋转驱动组件连接,并通过所述旋转驱动组件驱动所述矫直筒以所述中心连接轴的中轴线为轴心作旋转运动,所述中心连接轴的中心设置有无缝钢管贯穿用的中心通孔。2.根据权利要求1所述的无缝钢管用旋转矫直机,其特征在于:所述旋转驱动组件包括从动齿轮、主动齿轮和驱动电机,所述驱动电机安置在所述矫直机机架的底部中间,所述从动齿轮定位连接在所述矫直筒的外周面上,所述主动齿轮连接在所述驱动电机的输出轴上,所述从动齿轮与所述主动齿轮相啮合。3.根据权利要求2所述的无缝钢管用旋转矫直机,其特征在于:所述驱动电机采用单头伺服电机或双头伺服电机,采用单头伺服电机时设置有两个且对称排布,两个所述单头伺服电机的输出轴上均安装有一个主动齿轮;采用双头伺服电机时,所述双头伺服电机的两个输出轴上均安装有一个主动齿轮。4.根据权利要求1所述的无缝钢管用旋转矫直机,其特征在于:所述中心通孔的孔直径大于无缝钢管坯料的外径。5.根据权利要求1所述的无缝钢管用旋转矫直机,其特征在于:所述带座轴承通过螺栓连接在所述矫直机机架的顶面上。6.根据权利要求1所述的无缝钢管用旋转矫直机,其特征在于:所述中心连接轴与所述矫直筒通过多个螺栓组件连接在一起,且多个所述螺栓组件呈圆周均布。
技术总结
本实用新型公开了一种无缝钢管用旋转矫直机,包括矫直机机架、矫直筒和旋转驱动组件,矫直筒的两端连接有中心连接轴,中心连接轴通过带座轴承可旋转的连接在矫直机机架上,矫直筒内并排设置有多组矫直辊,矫直筒的外周与旋转驱动组件连接,并通过旋转驱动组件驱动矫直筒以中心连接轴的中轴线为轴心作旋转运动,中心连接轴的中心设置有无缝钢管贯穿用的中心通孔。本实用新型布局紧凑,安装使用方便快捷,通过旋转驱动组件的增加,实现了边矫直边旋转的工作方式。的工作方式。的工作方式。
技术研发人员:郑镔 张雅丽 段建良 董健 孙福堂 李江山 孙启发 王寅 朱振平 王浩林
受保护的技术使用者:信达科创(唐山)石油设备有限公司
技术研发日:2022.01.14
技术公布日:2022/7/12
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1