风洞试验用滚转角度位移天平加工变形控制工装的制作方法
风洞试验用滚转角度位移天平加工变形控制工装
1.技术领域:
2.本实用新型涉及一种风洞试验用滚转角度位移天平加工变形控制工装。
3.
背景技术:
4.风洞试验用天平是风洞测力试验的核心测量元件,天平的加工精度直接影响风洞试验结果的精准度。滚转角度位移天平起到支撑模型、承担部分模型气动载荷、提供恢复力和测量模型振动角度θ的作用。角度设计范围1-1.5度。滚转角度位移天平的特点是测力梁部分刚度弱、易变形,采用常规的加工工艺很难保证测力梁的加工精度。
5.
技术实现要素:
6.本实用新型的目的是提供一种大大提高了滚转角度式天平测力梁的尺寸加工精度及表面光洁度的风洞试验用滚转角度位移天平加工变形控制工装。
7.上述的目的通过以下的技术方案实现:
8.一种风洞试验用滚转角度位移天平加工变形控制工装,其组成包括圆柱管体,在所述的圆柱管体的两端分别开设有沉头槽,两端的沉头槽通过小于所述的沉头孔直径的通孔贯通;
9.在所述的圆柱管体的外侧面开设有n个凹槽形成n个支撑梁。
10.所述的风洞试验用滚转角度位移天平加工变形控制工装,在每个所述的支撑梁的侧面都贴有应变片。
11.有益效果:
12.1.本实用新型增加新的工艺工装,对刚度较小的天平测力梁部分增加了工艺工装进行支撑,支撑工装增大了测力梁的刚度,避免了天平梁在线切割及钳工加工过程中产生的变形,这样保证了测力梁的厚度尺寸精度及角度精度,同时也保证了天平梁的表面光洁度,大大降低了加工难度;改变加工路线、增加工艺支撑后天平梁的尺寸公差在
±
0.02mm以内。
13.附图说明:
14.附图1是本实用新型的主视图;
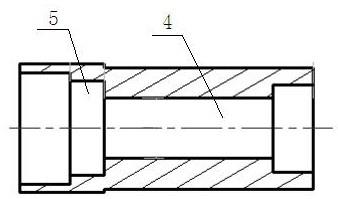
15.附图2是本实用新型的内部结构示意图;
16.附图3是附图1的b-b部剖视图;
17.附图4是滚转角度天平加工后的结构示意图;
18.附图5是附图4的a-a部剖视图;
19.图中:1、圆柱管体;2、支撑梁;3、凹槽;4、通孔;5、沉头槽。
20.具体实施方式:
21.实施例1:
22.一种风洞试验用滚转角度位移天平加工变形控制工装,其组成包括圆柱管体1,在所述的圆柱管体的两端分别开设有沉头槽5,两端的沉头槽通过小于所述的沉头孔直径的通孔4贯通;
23.在所述的圆柱管体的外侧面开设有n个凹槽3形成n个支撑梁2。
24.实施例2:
25.根据实施例1所述的风洞试验用滚转角度位移天平加工变形控制工装,在每个所述的支撑梁的侧面都贴有应变片。
26.工作原理:此种天平为滚转角度天平,其材料为f141,测力梁的厚度为1.1
±
0.02mm和0.85
±
0.02mm,如图所示,此天平左右两侧贴八片电阻应变片组成桥路可以测量滚转位移角度,天平前端和五分量天平相连,后端和传动轴相连,这样机构做滚转振动时,位移天平可以测量传动轴和天平之间的相对角度。天平测力梁的加工精度要求特别高,但是刚度特别小,加工难度特别大,如果不增加工艺工装支撑加工此天平,天平梁的厚度精度根本无法保证,更无法保证天平梁的表面光洁度。此天平的具体加工流程如下:
27.⑴
备料:φ45
×
95
28.⑵
车工:φ42
×
92
29.⑶
探伤:超声波探伤,保证内部无裂纹等缺陷;
30.⑷
车工:精车各部,0.85mm加载梁处内孔按φ18加工,其余全部至尺寸,保证各各尺寸公差;
31.⑸
数控铣:四轴铣床利用分度头铣14-0.85mm及2-1.1mm加载梁至尺寸,注意径向深度要达到φ26.6左右,各梁留研磨量0.02mm;
32.⑹
钳工:划孔线制孔2处2-φ3.5及其沉孔至尺寸;
33.⑺
线切割:切加载梁处内孔,保护两端内孔,不得过切;
34.⑻
电火花:去除加载梁处内孔φ28处余量,公差按+0.03~+0.08mm加工;
35.⑼
钳工:1、配制2-φ5及2-φ4销孔;
36.2、研磨各梁至尺寸;
37.3、除毛刺、修钝锐边。
38.⑽
热处理:将成品清洗干净,吊装于真空加热炉中,升温至480
±
2℃,恒温4小时后随炉冷却,测量实际硬度值,附硬度值报告;
39.此工装需随天平尺寸变化而变化,本发明滚转角度位移天平的外形尺寸为φ38
×
87,支撑工装与角度天平为一体件,尺寸为:φ26.6
×
φ18
×
62。没有此支撑工装时滚转角度天平测力梁通过线切割加工,其变形量在0.1-0.3mm之间,不但梁的尺寸精度保证不了,表面光洁度及平面度也保证不了。
40.增加支撑工装后,测力梁用数控四轴铣床加工,支撑工装增大了测力梁的刚度,避免了天平梁在线切割及钳工加工过程中产生的变形,这样保证了测力梁的厚度尺寸精度及角度精度,同时也保证了天平梁的表面光洁度,大大降低了加工难度;改变加工路线、增加工艺支撑后天平梁的尺寸公差在
±
0.02mm以内。
技术特征:
1.一种风洞试验用滚转角度位移天平加工变形控制工装,其特征是:其组成包括圆柱管体,在所述的圆柱管体的两端分别开设有沉头槽,两端的沉头槽通过小于所述的沉头孔直径的通孔贯通;在所述的圆柱管体的外侧面开设有n个凹槽形成n个支撑梁。2.根据权利要求1所述的风洞试验用滚转角度位移天平加工变形控制工装,其特征是:在每个所述的支撑梁的侧面都贴有应变片。
技术总结
风洞试验用滚转角度位移天平加工变形控制工装。滚转角度位移天平的特点是测力梁部分刚度弱、易变形,采用常规的加工工艺很难保证测力梁的加工精度。本实用新型组成包括:圆柱管体(1),在所述的圆柱管体的两端分别开设有沉头槽(5),两端的沉头槽通过小于所述的沉头孔直径的通孔(4)贯通;在所述的圆柱管体的外侧面开设有N个凹槽(3)形成N个支撑梁(2)。本实用新型用于风洞试验用滚转角度位移天平加工变形控制。变形控制。变形控制。
技术研发人员:马立娟 徐浩男 田记达
受保护的技术使用者:沈阳航空模具制造有限公司
技术研发日:2022.01.25
技术公布日:2022/8/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1