一种提升销轴钻孔效率的工装的制作方法
1.本实用新型涉及一种工装,具体是一种提升销轴钻孔效率的工装。
背景技术:
2.销轴钻孔是其中一道重要的工序,由于刀具和工装的原因,完成一根销轴钻孔需要12min,加工效率低下,造成了资源浪费。
3.造成此现象的原因主要有以下两点:一、工装:工装为通用工装,一次只能夹持一根销轴,上下料与校对基准就要耗费很多时间。二、刀具:(1)无定位钻,要用铣刀在弧面上铣平台。(2)打孔使用的多为普通高速钢麻花钻,切削参数较低,工序时间长,且钻头寿命低,加工10根左右销轴孔就需要进行修磨,耗费准备时间,设备有效利用率低。
4.综上,如何实现对钻孔销轴的高效率装夹成为了本领域研究人员急需解决的问题。
技术实现要素:
5.本实用新型要解决的技术问题是:如何实现对钻孔销轴的高效率装夹;
6.为了解决上述技术问题,本实用新型采用如下技术方案:
7.本实用新型是一种提升销轴钻孔效率的工装,包括:工作台,其上平行开设有多个t型槽;v型块,其通过定位键和连接螺钉固定在工作台上,其顶面开设有放置销轴的v型槽;压板,其适于将销轴压设在v型槽内;挡板,其固定在v型块侧面,其顶部高于v型块顶部,其适于与销轴的端部相抵;
8.工作台上,沿t型槽前后方向均固定有v型块,销轴的端部分别置于对应的v型块上,将销轴的一侧端部与挡板相抵,限制销轴的轴向运动;通过压板将销轴压紧在v型槽内,限制了销轴的径向运动,从而完成钻孔销轴的装夹。
9.为了说明v型块的具体布置结构,本实用新型采用v型块上对称开设有两v型槽;螺纹孔,其开设在v型块顶面中心处,且位于两v型槽之间;压板为u型压板;螺栓,其穿过u型压板中部,将其底部与螺纹孔连接,其顶部与所述u型压板相抵,将u型压板压紧在两销轴上;
10.这样一来,前后两个v型块能够实现一根销轴的装夹,螺栓、螺纹孔的配合,将压板压紧在销轴上实现装夹;此种v型块的具体布置结构适用于欧玛立式加工中心一次装夹4根销轴并完成其工序加工。
11.为了说明v型块的另一种布置结构,本实用新型采用v型块顶部开设有一v型槽;两v型块沿t型槽对称固定在工作台上;压板为u型压板;u型压板横跨两v型块;螺栓,其穿过u型压板中部,将其底部与t型槽连接,其顶部与u型压板相抵,将u型压板压紧在两销轴上;
12.在本方案中,两v型块沿t型槽对称固定在工作台上,螺栓穿过u型压板中部,将其底部与t型槽连接,压板横跨两v型块,将两销轴压设在对应的v型块上;此种v型块的具体布置结构适用于sv-33h立式加工中心一次装夹4根销轴并完成其工序加工。
13.为了保护v型槽槽面,防止销轴与v型槽接触时发生磨损,本实用新型采用v型槽的
两侧槽壁上固定有垫板;
14.这样一来,销轴与v型槽之间设置有垫板,垫板能够防止v型槽槽壁发生磨损。
15.本实用新型的有益效果:本实用新型是一种提升销轴钻孔效率的工装,工作台上,沿t型槽前后方向均固定有v型块,销轴的端部分别置于对应的v型块上,将销轴的一侧端部与挡板相抵,限制销轴的轴向运动;通过压板将销轴压紧在v型槽内,限制了销轴的径向运动,从而完成钻孔销轴的装夹。
附图说明
16.下面结合附图和实施例对本实用新型进一步说明。
17.图1是其中一工装的俯视图;
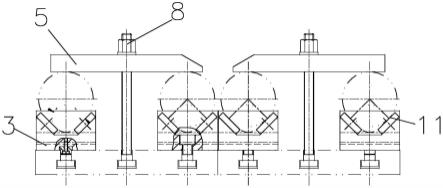
18.图2是图1工装的正视图;
19.图3是图2中v型块的结构示意图;
20.图4是另一工装的正视图;
21.图5是图4中v型块的结构示意图;
22.图6是图5的俯视图。
具体实施方式
23.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
24.如图1-2所示,本实用新型是一种提升销轴钻孔效率的工装,包括:工作台1,其上平行开设有多个t型槽2;v型块3,其通过定位键固定在工作台2上,其顶面开设有放置销轴的v型槽4;压板5,其适于将销轴压设在v型槽4内;挡板6,其固定在v型块3侧面,其顶部高于v型块3顶部,其适于与销轴的端部相抵;
25.工作台上,沿t型槽前后方向均固定有v型块,销轴的端部分别置于对应的v型块上,将销轴的一侧端部与挡板相抵,限制销轴的轴向运动;通过压板将销轴压紧在v型槽内,限制了销轴的径向运动,从而完成钻孔销轴的装夹;
26.如图4-6所示,为了说明v型块的具体布置结构,本实用新型采用v型块3上对称开设有两v型槽4;螺纹孔7,其开设在v型块顶面中心处,且位于两v型槽4之间;压板5为u型压板5;螺栓8,其穿过u型压板5中部,将其底部与螺纹孔7连接,其顶部与所述u型压板5相抵,将u型压板5压紧在两销轴上;
27.这样一来,前后两个v型块能够实现一根销轴的装夹,螺栓、螺纹孔的配合,将压板压紧在销轴上实现装夹;此种v型块的具体布置结构适用于欧玛立式加工中心加工销轴。
28.如图1-3所示,为了说明v型块的另一种布置结构,本实用新型采用为了说明v型块的另一种布置结构,本实用新型采用v型块3顶部开设有一v型槽4;两v型块3沿t型槽2对称固定在工作台1上;压板5为u型压板5;u型压板5横跨两v型块3;螺栓8,其穿过u型压板5中部,将其底部与t型槽2连接,其顶部与u型压板5相抵,将u型压板5压紧在两销轴上;
29.在本方案中,两v型块沿t型槽对称固定在工作台上,螺栓穿过u型压板中部,将其底部与t型槽连接,压板横跨两v型块,将两销轴压设在对应的v型块上;此种v型块的具体布置结构适用于sv-33h立式加工中心加工销轴。
30.如图2所示,为了保护v型槽,防止销轴与v型槽接触时发生磨损,本实用新型采用v型槽4的两侧槽壁上固定有垫板11;
31.这样一来,销轴与v型槽之间设置有垫板,垫垫板能够防止v型槽槽壁发生磨损。
32.本实用新型是一种提升销轴钻孔效率的工装,工作台上,沿t型槽前后方向均固定有v型块,销轴的端部分别置于对应的v型块上,将销轴的一侧端部与挡板相抵,限制销轴的轴向运动;通过压板将销轴压紧在v型槽内,限制了销轴的径向运动,从而完成钻孔销轴的装夹。
33.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
技术特征:
1.一种提升销轴钻孔效率的工装,其特征在于,包括:工作台,其上平行开设有多个t型槽;v型块,其通过位键和连接螺钉固定在所述工作台上,其顶面开设有放置所述销轴的v型槽;压板,其适于将所述销轴压设在所述v型槽内;挡板,其固定在所述v型块侧面,其顶部高于所述v型块顶部,其适于与所述销轴的端部相抵。2.根据权利要求1所述的一种提升销轴钻孔效率的工装,其特征在于,所述v型块上对称开设有两所述v型槽;螺纹孔,其开设在所述v型块顶面中心处,且位于两所述v型槽之间;所述压板为u型压板;螺栓,其穿过所述u型压板中部,将其底部与所述螺纹孔连接,其顶部与所述u型压板相抵,将所述u型压板压紧在两所述销轴上。3.根据权利要求1所述的一种提升销轴钻孔效率的工装,其特征在于,所述v型块顶部开设有一所述v型槽;两所述v型块沿所述t型槽对称固定在所述工作台上;所述压板为u型压板;所述u型压板横跨两所述v型块;螺栓,其穿过所述u型压板中部,将其底部与所述t型槽连接,其顶部与所述u型压板相抵,将所述u型压板压紧在两所述销轴上。4.根据权利要求1所述的一种提升销轴钻孔效率的工装,其特征在于,所述v型槽的两侧槽壁上固定有垫板。
技术总结
本实用新型涉及一种提升销轴钻孔效率的工装,包括:工作台,其上平行开设有多个T型槽;V型块,其通过定位键和连接螺钉固定在工作台上,其顶面开设有放置销轴的V型槽;压板,其适于将销轴压设在V型槽内;挡板,其固定在V型块侧面,其顶部高于V型块顶部,其适于与销轴的端部相抵;工作台上,沿T型槽前后方向均固定有V型块,销轴的端部分别置于对应的V型块上,将销轴的一侧端部与挡板相抵,限制销轴的轴向运动;通过压板将销轴压紧在V型槽内,限制了销轴的径向运动,从而完成钻孔销轴的装夹。从而完成钻孔销轴的装夹。从而完成钻孔销轴的装夹。
技术研发人员:奚敏 鞠银银 周文豪 陈凯
受保护的技术使用者:国机重工集团常林有限公司
技术研发日:2022.02.16
技术公布日:2022/7/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1