一种薄壁六方扳手的保险丝盲孔打孔工装的制作方法
1.本实用新型属于零件加工技术领域,具体涉及到一种薄壁六方扳手的保险丝盲孔打孔工装。
背景技术:
2.随着国家航空事业的战略调整,我国在民用和军用飞机研制领域均取得了很大进展,对飞机零件在各方面的要求也越来越高。目前,在加工飞机工件时,许多产品需要在六方扳手侧方进行打保险丝孔,而保险丝孔往往孔径小,而带有一定的角度,因此需要先打一个盲孔进行定位,而盲孔的位置与角度经常受限与零件的材料和六方厚度而变得难以装夹与加工,因此经常需要在一些特殊加工的机床上来进行辅助打孔。本工装夹具的设计将复杂的问题简单化。使零件即使在普通钻床上也可以进行加工,并具有稳定、高效的优秀特征,此工装夹具的设计,可以有效的解决工件加工时难装夹的问题,保证工件的加工精度。
技术实现要素:
3.本实用新型所要解决的技术问题在于克服上述现有技术的缺点,提供一种打孔效率高的一种薄壁六方扳手的保险丝盲孔打孔工装。
4.解决上述技术问题所采用的技术方案是:在安装体内部加工有与待加工件适配的第二通孔,安装体的纵截面为正六边形,第二通孔的纵截面为正六边形,待加工件为六方扳手,安装体的中心点、第二通孔的中心点、六方扳手的中心点为同一圆点,六方扳手由手柄和扳手头固定连接构成,第二通孔内一端设置有固定六方扳手的扳手头一端的垫片,第二通孔内另一端设置有固定六方扳手的手柄的螺栓,螺栓上螺纹连接有用于固定螺栓与待加工件的螺母,安装体的侧面上分别加工有与第二通孔相互连通的第一通孔,第一通孔分别与待加工件上的待加工孔相互连通,第一通孔的中垂线与待加工孔的中垂线为同一条直线,待加工孔的中垂线与水平线之间的夹角为60
°
。
5.进一步的,所述的第一通孔的内圆周侧壁固定安装有轴套,轴套的中心孔与第一通孔相互连通,轴套的中垂线与第一通孔的中垂线为同一条直线,轴套的高度小于第一通孔的高度。
6.进一步的,所述的待加工件上的待加工孔为盲孔。
7.进一步的,所述的垫片为:圆柱体上设置有六棱柱,六棱柱与第二通孔内一端固定连接,圆柱体位于第二通孔一端外侧,圆柱体与安装体一侧固定连接。
8.本实用新型通过垫片固定安装体中第二通孔中的六方扳手的扳手头一端,通过螺栓、螺母固定安装体中第二通孔中的六方扳手的手柄,在第一通孔的内圆周侧壁放入轴套,用钻头钻入,钻头通过第一通孔在扳手头的斜面上加工盲孔,解决了在加工过程中装夹定位困难,尺寸精度无法保证的问题,并且缩短了工件的装夹时间,提高了生产效率,降低加工成本,保证了加工质量。本实用新型具有装夹简单,加工精度高,操作方便的优点。
附图说明
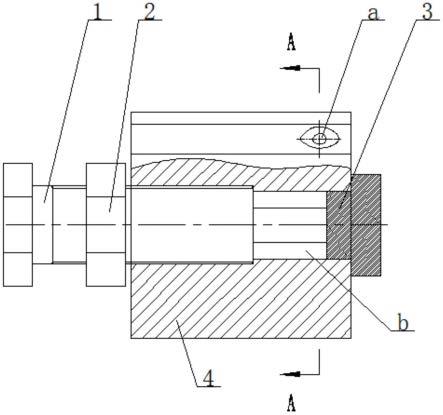
9.图1是本实用新型薄壁六方扳手的保险丝盲孔打孔工装一个实施例的结构示意图。
10.图2是图1的a-a剖视图。
11.图3是图1中安装体4的结构示意图。
12.图4是图3的b-b剖视图。
13.图5是图1中垫片3的结构示意图。
14.图6是图5的左视图。
15.图7是待加工件6的结构示意图。
16.图8是图7的右视图。
17.图9是成品件的结构示意图。
18.图10是图9的右视图。
19.附图标记:1、螺栓;2、螺母;3、垫片;301、六棱柱;302、圆柱体;4、安装体;5、轴套;6、待加工件;601、扳手头;602、手柄;a、第一通孔;b、第二通孔;c、待加工孔。
具体实施方式
20.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
21.如图1至图10所示,本实施例的一种薄壁六方扳手的保险丝盲孔打孔工装由螺栓1、螺母2、垫片3、六棱柱301、圆柱体302、安装体4、轴套5、待加工件6、扳手头601、手柄602、第一通孔a、第二通孔b、待加工孔c联接构成。
22.在安装体4内部加工有与待加工件6适配的第二通孔b,安装体4的纵截面为正六边形,第二通孔b的纵截面为正六边形,待加工件6为六方扳手,安装体4的中心点、第二通孔b的中心点、六方扳手的中心点为同一圆点,六方扳手由手柄602和扳手头601固定连接构成,第二通孔b内一端设置有固定六方扳手的扳手头601一端的垫片3,垫片3为:圆柱体302上设置有六棱柱301,六棱柱301与第二通孔b内一端固定连接,圆柱体302位于第二通孔b一端外侧,圆柱体302与安装体4一侧固定连接。第二通孔b内另一端设置有固定六方扳手的手柄602的螺栓1,螺栓1上螺纹连接有用于固定螺栓1与安装体4的螺母2,安装体4的侧面上分别加工有与第二通孔b相互连通的第一通孔a,第一通孔a的中垂线与待加工孔c的中垂线为同一条直线,待加工孔c的中垂线与水平线之间的夹角为60
°
。
23.第一通孔a的内圆周侧壁固定安装有轴套5,轴套5的中心孔与第一通孔a相互连通,轴套5的中垂线与第一通孔a的中垂线为同一条直线,轴套5的高度小于第一通孔a的高度。第一通孔a分别与待加工件6上的待加工孔c相互连通,待加工件6上的待加工孔c为盲孔。
24.本实施例的操作步骤如下:
25.将待加工件6放入安装体4的第二通孔b中,将垫片3的六棱柱301与第二通孔b一端内侧壁固定连接,六棱柱301一端靠紧待加工件6的扳手头601一端,将螺栓1拧在第二通孔b另一端内,螺栓1与待加工件6的手柄602靠紧,拧紧螺母2将待加工件6固定在第二通孔b中,
在第一通孔a的内圆周侧壁放入轴套5,用钻头钻入,钻头通过第一通孔a在扳手头601的斜面上加工待加工孔c,待加工孔c为盲孔,在第一个盲孔加工完成后,调转安装体4的位置,即可加工其余的盲孔。
26.以上所述,仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围。
技术特征:
1.一种薄壁六方扳手的保险丝盲孔打孔工装,其特征在于:在安装体(4)内部加工有与待加工件(6)适配的第二通孔(b),安装体(4)的纵截面为正六边形,第二通孔(b)的纵截面为正六边形,待加工件(6)为六方扳手,安装体(4)的中心点、第二通孔(b)的中心点、六方扳手的中心点为同一圆点,六方扳手由手柄(602)和扳手头(601)固定连接构成,第二通孔(b)内一端设置有固定六方扳手的扳手头(601)一端的垫片(3),第二通孔(b)内另一端设置有固定六方扳手的手柄(602)的螺栓(1),螺栓(1)上螺纹连接有用于固定螺栓(1)与待加工件(6)的螺母(2),安装体(4)的侧面上分别加工有与第二通孔(b)相互连通的第一通孔(a),第一通孔(a)分别与待加工件(6)上的待加工孔(c)相互连通,第一通孔(a)的中垂线与待加工孔(c)的中垂线为同一条直线,待加工孔(c)的中垂线与水平线之间的夹角为60
°
。2.根据权利要求1所述的薄壁六方扳手的保险丝盲孔打孔工装,其特征在于:所述的第一通孔(a)的内圆周侧壁固定安装有轴套(5),轴套(5)的中心孔与第一通孔(a)相互连通,轴套(5)的中垂线与第一通孔(a)的中垂线为同一条直线,轴套(5)的高度小于第一通孔(a)的高度。3.根据权利要求1所述的薄壁六方扳手的保险丝盲孔打孔工装,其特征在于:所述的待加工件(6)上的待加工孔(c)为盲孔。4.根据权利要求1所述的薄壁六方扳手的保险丝盲孔打孔工装,其特征在于,所述的垫片(3)为:圆柱体(302)上设置有六棱柱(301),六棱柱(301)与第二通孔(b)内一端固定连接,圆柱体(302)位于第二通孔(b)一端外侧,圆柱体(302)与安装体(4)一侧固定连接。
技术总结
本实用新型公开了一种薄壁六方扳手的保险丝盲孔打孔工装,涉及零件加工技术领域。在安装体内部加工有与待加工件适配的第二通孔,安装体的纵截面为正六边形,第二通孔的纵截面为正六边形,第二通孔内一端设垫片,第二通孔内另一端设螺栓,螺栓上螺纹连接有用于固定螺栓与待加工件的螺母,安装体的侧面上分别加工有与第二通孔相互连通的第一通孔,第一通孔分别与待加工件上的待加工孔相互连通。本实用新型通过垫片固定安装体中第二通孔中的六方扳手的扳手头一端,通过螺栓、螺母固定安装体中第二通孔中的六方扳手的手柄,钻头通过第一通孔在扳手头的斜面上加工盲孔,本实用新型具有装夹简单,加工精度高,操作方便的优点。操作方便的优点。操作方便的优点。
技术研发人员:刘腾 包利民
受保护的技术使用者:西安卓锐航空科技有限公司
技术研发日:2022.03.29
技术公布日:2022/7/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1