一种细长轴类通道的轨道托架定位装置的制作方法
1.本新型属于定位装置,具体涉及一种细长轴类通道的轨道托架定位装置。
背景技术:
2.转运通道属于燃料转运装置的核心设备之一,全长9560mm,通道内径508mm,通道空间狭窄,轨道托架作为安装轨道板和挡轮板的安装基础,左右对称共两组焊接在通道内壁,受结构限制,焊后无法对其安装面进行加工,所以要严格控制轨道托架的组对、焊接质量,不但要保证在全长范围内轨道托架安装面的平整,还要兼顾两组轨道托架之间的间距350mm、以及轨道托架安装面至通道中心的距离100mm
±
2mm。
3.由于华龙一号转运装置的通道由m310堆型的约5.5m修改为约9.5m,轨道托架由原来的一组改为两组对接,因此,之前将两根托架通过工装管点焊成为梯形放置于通道,并在通道的两端头去调节垂直度及平面度,调整后组对焊接,在焊接完成后修磨掉工装管与轨道托架的焊点的方法不再适用,由于通道自身空间狭小的本质并未改变,因此需要设计拆装方便,定位精确的工装。
技术实现要素:
4.本新型针对现有技术的缺陷,提供一种细长轴类通道的轨道托架定位装置。
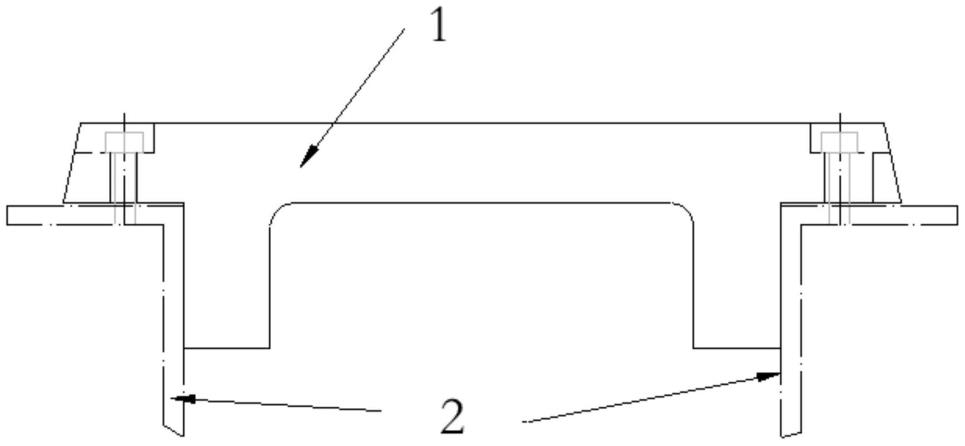
5.本新型是这样实现的:一种细长轴类通道的轨道托架定位装置,其中,包括定位装置,该定位装置为大致呈“π”字型结构的零件。
6.如上所述的一种细长轴类通道的轨道托架定位装置,其中,定位装置向下伸出的两个“腿”的宽度与轨道托架的宽度相匹配。
7.如上所述的一种细长轴类通道的轨道托架定位装置,其中,定位装置向两侧伸出的支耳上分别设置螺钉孔。
8.如上所述的一种细长轴类通道的轨道托架定位装置,其中,定位装置通过螺钉和支耳上的螺钉孔与轨道托架固定连接。
9.如上所述的一种细长轴类通道的轨道托架定位装置,其中,定位装置采用厚度60mm的板材加工而成。
10.如上所述的一种细长轴类通道的轨道托架定位装置,其中,定位装置向下伸出的两个“腿”的宽度为350mm。
11.如上所述的一种细长轴类通道的轨道托架定位装置,其中,定位装置的一侧螺钉孔采用长圆孔的形式,便于水平方向局部调整。
12.本新型的显著效果是:此定位装置已顺利完成福清、田湾、k2/k3项目累计 6台的加工制造任务,托架的焊后各形位公差及焊接质量均满足图纸要求,一次交验合格率均为100%,避免了质量损失,提高了焊接及冷作工的操作便捷性及工作效率,减少员工在狭窄空间修磨及损伤产品的不利因素。节约了人力、物力等公司成本,可用于通道类细长轴的内件焊接定位、防变形。
附图说明
13.图1为“定位装置”结构示意图。
14.图中:1.定位装置,2.轨道托架。
具体实施方式
15.下面结合附图对本新型做进一步说明。
16.图1为定位装置的外形图,具体操作流程为在组对焊接轨道托架前,先将左右对称的轨道托架与定位装置通过沉头螺钉连接,然后通过整体吊装推入通道中,根据设备划的找正线,找基准,实现快速定位及焊接过程中的防止变形,焊后拆除也方便。
技术特征:
1.一种细长轴类通道的轨道托架定位装置,其特征在于:包括定位装置(1),该定位装置(1)为呈“π”字型结构的零件;定位装置(1)向下伸出的两个“腿”的宽度与轨道托架(2)的宽度相匹配;定位装置(1)向两侧伸出的支耳上分别设置螺钉孔;定位装置(1)通过螺钉和支耳上的螺钉孔与轨道托架(2)固定连接。2.如权利要求1所述的一种细长轴类通道的轨道托架定位装置,其特征在于:定位装置(1)采用厚度60mm的板材加工而成。3.如权利要求2所述的一种细长轴类通道的轨道托架定位装置,其特征在于:定位装置(1)向下伸出的两个“腿”的宽度为350mm。4.如权利要求3所述的一种细长轴类通道的轨道托架定位装置,其特征在于:定位装置(1)的一侧螺钉孔采用长圆孔的形式,便于水平方向局部调整。
技术总结
本新型属于定位装置,具体涉及一种细长轴类通道的轨道托架定位装置。一种细长轴类通道的轨道托架定位装置,其中,包括定位装置,该定位装置为大致呈“π”字型结构的零件。本新型的显著效果是:此定位装置已顺利完成福清、田湾、k2/k3项目累计6台的加工制造任务,托架的焊后各形位公差及焊接质量均满足图纸要求,一次交验合格率均为100%,避免了质量损失,提高了焊接及冷作工的操作便捷性及工作效率,减少员工在狭窄空间修磨及损伤产品的不利因素。节约了人力、物力等公司成本,可用于通道类细长轴的内件焊接定位、防变形。防变形。防变形。
技术研发人员:刘鹏飞 孙明波 丁正彪
受保护的技术使用者:西安核设备有限公司
技术研发日:2022.04.29
技术公布日:2023/1/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1