铆钉焊接压头的制作方法
铆钉焊接压头
【技术领域】
1.本实用新型涉及焊接压头技术领域,特别涉及铆钉焊接压头。
背景技术:
2.现有技术的铆钉焊接压头一般采用“一”字形设计,整体厚度过薄,压头覆盖不到冒锡孔,冒锡孔位置锡的高度不可控。
技术实现要素:
3.为了克服上述问题,本实用新型提出一种可有效解决上述问题的铆钉焊接压头。
4.本实用新型解决上述技术问题提供的一种技术方案是:提供一种铆钉焊接压头,包括两装配体,所述装配体上开设有安装孔,安装孔通过穿螺丝连接于驱动气缸的输出端,驱动气缸驱动压头上下移动;所述两装配体之间一体成型有压头本体,所述压头本体的底部一体成型有向下凸出的压头接触凸条,所述压头接触凸条的两边与压头本体之间形成有扩展槽,所述扩展槽的顶部设置有遮挡平面,压头接触凸条的底部设置有接触焊接平面。
5.优选地,所述压头本体的侧部焊接有k型感温线,用于实时监测压头本体的温度。
6.优选地,所述压头本体通过变压器连接有电源。
7.优选地,所述接触焊接平面的宽度为0.8mm。
8.优选地,所述遮挡平面的宽度为1.1mm。
9.优选地,所述扩展槽的深度为0.35mm。
10.优选地,所述两装配体之前形成有一第一装饰槽。
11.优选地,所述安装孔上方连通有第二装饰槽。
12.与现有技术相比,本实用新型的铆钉焊接压头通过在压头接触凸条的两侧设置扩展槽,增加了压头的宽度,并且扩展槽的顶部设置有遮挡平面,工作时,遮挡平面可以覆盖冒锡孔的位置,扩展槽的设置可以防止堵住冒锡孔,这样既能控制冒锡孔处的锡高度,又不会将冒锡孔堵死影响正常焊接。
【附图说明】
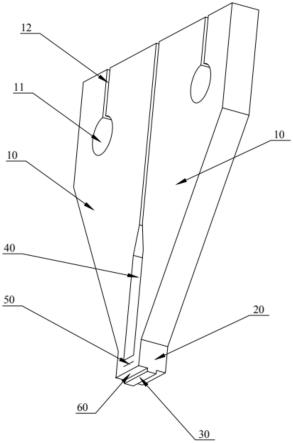
13.图1为本实用新型铆钉焊接压头的立体结构图;
14.图2为本实用新型铆钉焊接压头的侧视图;
15.图3为本实用新型铆钉焊接压头的仰视图;
16.图4为图2中a处放大图;
17.图5为图3中b处放大图。
【具体实施方式】
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施实例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释
本实用新型,并不用于限定本实用新型。
19.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅限于指定视图上的相对位置,而非绝对位置。
20.另外,在本实用新型中如涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
21.请参阅图1至图5,本实用新型的铆钉焊接压头,包括两装配体10,所述装配体10上开设有安装孔11,安装孔11通过穿螺丝连接于驱动气缸的输出端,驱动气缸驱动压头上下移动。
22.所述两装配体10之间一体成型有压头本体20,所述压头本体20的底部一体成型有向下凸出的压头接触凸条30,所述压头接触凸条30的两边与压头本体20之间形成有扩展槽60,所述扩展槽60的顶部设置有遮挡平面61,工作时,遮挡平面61可以覆盖冒锡孔的位置,扩展槽60的设置可以防止堵住冒锡孔,这样既能控制冒锡孔处的锡高度,又不会将冒锡孔堵死影响正常焊接。
23.所述压头本体20的侧部焊接有k型感温线50,用于实时监测压头本体20的温度,便于控制焊接温度。
24.所述压头本体20通过变压器连接有电源,变压器为压头本体20提供足够的电压电流的电能使其能在短时间内升温。
25.所述压头接触凸条30的底部设置有接触焊接平面31,接触焊接平面31用于直接按压需要焊接的位置。
26.所述接触焊接平面31的宽度a为0.8mm。
27.所述遮挡平面61的宽度b为1.1mm。
28.所述扩展槽60的深度h为0.35mm,也就是说从冒锡孔处冒出的锡高度可以控制在0.35mm以下。
29.所述两装配体10之前形成有一第一装饰槽40,利于美观。
30.所述安装孔11上方连通有第二装饰槽12,利于美观。
31.与现有技术相比,本实用新型的铆钉焊接压头通过在压头接触凸条30的两侧设置扩展槽60,增加了压头的宽度,并且扩展槽60的顶部设置有遮挡平面61,工作时,遮挡平面61可以覆盖冒锡孔的位置,扩展槽60的设置可以防止堵住冒锡孔,这样既能控制冒锡孔处的锡高度,又不会将冒锡孔堵死影响正常焊接。
32.以上所述仅为本实用新型的较佳实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的构思之内所作的任何修改,等同替换和改进等均应包含在本实用新型的专利保护范围内。
技术特征:
1.铆钉焊接压头,其特征在于,包括两装配体,所述装配体上开设有安装孔,安装孔通过穿螺丝连接于驱动气缸的输出端,驱动气缸驱动压头上下移动;所述两装配体之间一体成型有压头本体,所述压头本体的底部一体成型有向下凸出的压头接触凸条,所述压头接触凸条的两边与压头本体之间形成有扩展槽,所述扩展槽的顶部设置有遮挡平面,压头接触凸条的底部设置有接触焊接平面。2.如权利要求1所述的铆钉焊接压头,其特征在于,所述压头本体的侧部焊接有k型感温线,用于实时监测压头本体的温度。3.如权利要求1所述的铆钉焊接压头,其特征在于,所述压头本体通过变压器连接有电源。4.如权利要求1所述的铆钉焊接压头,其特征在于,所述接触焊接平面的宽度为0.8mm。5.如权利要求1所述的铆钉焊接压头,其特征在于,所述遮挡平面的宽度为1.1mm。6.如权利要求1所述的铆钉焊接压头,其特征在于,所述扩展槽的深度为0.35mm。7.如权利要求1所述的铆钉焊接压头,其特征在于,所述两装配体之前形成有一第一装饰槽。8.如权利要求7所述的铆钉焊接压头,其特征在于,所述安装孔上方连通有第二装饰槽。
技术总结
本实用新型涉及焊接压头技术领域,特别涉及铆钉焊接压头,装配体上开设有安装孔,安装孔通过穿螺丝连接于驱动气缸的输出端,驱动气缸驱动压头上下移动,两装配体之间一体成型有压头本体,压头本体的底部一体成型有向下凸出的压头接触凸条,压头接触凸条的两边与压头本体之间形成有扩展槽,扩展槽的顶部设置有遮挡平面,压头接触凸条的底部设置有接触焊接平面。与现有技术相比,本实用新型的铆钉焊接压头通过在压头接触凸条的两侧设置扩展槽,增加了压头的宽度,并且扩展槽的顶部设置有遮挡平面,工作时,遮挡平面可以覆盖冒锡孔的位置,扩展槽的设置可以防止堵住冒锡孔,这样既能控制冒锡孔处的锡高度,又不会将冒锡孔堵死影响正常焊接。常焊接。常焊接。
技术研发人员:党留洋 陈小军 刘传强 李照辉 汪四成
受保护的技术使用者:赣州市同兴达电子科技有限公司
技术研发日:2022.05.16
技术公布日:2022/10/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1