用于偏光片修边工艺的双轴加工结构的制作方法
1.本实用新型涉及偏光片加工技术领域,具体的是一种用于偏光片修边工艺的双轴加工结构。
背景技术:
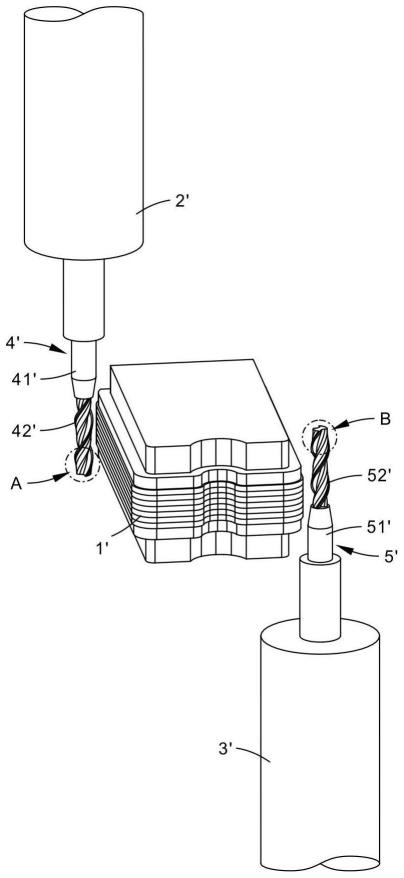
2.在现有技术中,偏光片加工行业为了提升加工效率,大多采用如图1所示的双轴加工结构对偏光片周沿的切割边进行磨边。
3.具体的,如图1所示:第一铣刀4’具有柱状的第一刀柄41’,第一刀柄41’在下端形成使刃口以右手螺旋迎向第一刀柄41’的第一刀刃42’,上加工轴2’夹持第一刀柄41’在法向朝上的水平面顺时针旋转从而以第一刀刃42’对偏光片1’的左侧沿进行顺铣加工并向朝向第一刀柄41’排屑;第二铣刀5’具有柱状的第二刀柄51’,第二刀柄51’在下端形成使刃口以右手螺旋迎向第二刀柄51’的第二刀刃52’,下加工轴3’夹持第二刀柄51’在法向朝下的水平面逆时针旋转从而以第二刀刃52’对偏光片1’的右侧沿进行顺铣加工并朝向第二刀柄51’排屑。
4.申请人在实践中发现,如图1所示采用双轴加工结构中,虽然第一铣刀4’相对于第二铣刀5’的转向相同,但第一铣刀4’相对于第二铣刀5’的排屑方向相反,所以加工软胶类和胶水粘度较小的偏光片时会产生溢胶和边缘分层的品质异常,还会导致偏光片在加工侧的端面出现色差,难以满足品质要求。
技术实现要素:
5.本实用新型针对上述技术问题,提供了一种用于用于偏光片修边工艺的双轴加工结构,其技术方案如下。
6.用于偏光片修边工艺的双轴加工结构,具有用于水平夹持成叠偏光片的夹具、在夹具相对的两侧分列上加工轴和下加工轴,上加工轴装载有向下伸出的第一铣刀,下加工轴上装载有向上伸出的第二铣刀;第一铣刀具有柱状的第一刀柄,第一刀柄在下端形成使刃口以右手螺旋迎向第一刀柄的第一刀刃,上加工轴夹持第一刀柄在法向朝上的水平面顺时针旋转从而使第一刀刃以右旋右切的顺铣方式配合于偏光片的左侧并朝向第一刀柄排屑;第二铣刀具有柱状的第二刀柄,第二刀柄在上端形成使刃口以右手螺旋背向第二刀柄的第二刀刃,下加工轴夹持第二刀柄在法向朝下的水平面逆时针旋转从而使第二刀刃以右旋左切的逆铣方式配合于偏光片的右侧并背向第二刀柄排屑。
7.上述技术方案中,鉴于第一铣刀在上加工轴上向下伸出、第二铣刀在下加工轴上向上伸出,并且第一铣刀在法向朝上的水平面顺时针旋转从而使第一刀刃以右旋右切的顺铣、第二铣刀在法向朝下的水平面逆时针旋转从而使第二刀刃以右旋左切的逆铣,所以第一铣刀相对于第二铣刀具有相同的旋转方向和排屑方向。
8.与现有技术相比,本实用新型的有益效果在于:第一铣刀相对于第二铣刀在双轴加工结构中具有相同的旋转方向和排屑方向,所以被加工的偏光片不会产生左右端面有色
差的问题,对于软胶类和胶水粘度较小的偏光片也不易产生溢胶和边缘分层,获得的加工品质良率大幅度上升。
9.下面,结合说明书附图和具体实施方式对本实用新型做进一步的说明。
附图说明
10.图1是现有技术中双轴加工结构的结构示意图。
11.图2是图1中a处局部放大示意图。
12.图3是图1中b处局部放大示意图。
13.图4是本实用新型中第二铣刀的结构示意图。
14.图5是图4中c处局部放大示意图。
15.图6是图4中d处局部放大示意图。
具体实施方式
16.如图4到图6所示,用于偏光片修边工艺的双轴加工结构,具有用于水平夹持成叠偏光片1的夹具2、在夹具2相对的两侧分列上加工轴3和下加工轴4,上加工轴3装载有向下伸出的第一铣刀5,下加工轴4上装载有向上伸出的第二铣刀6;第一铣刀5具有柱状的第一刀柄51,第一刀柄51在下端形成使刃口以右手螺旋迎向第一刀柄51的第一刀刃52,上加工轴3夹持第一铣刀5顺时针旋转从而使第一刀刃52以右旋右切的顺铣方式配合于偏光片1的左侧并朝向第一刀柄51排屑;第二铣刀6具有柱状的第二刀柄61,第二刀柄61在上端形成使刃口以右手螺旋背向第二刀柄61的第二刀刃62,下加工轴4夹持第二铣刀6逆时针旋转从而使第二刀刃62以右旋左切的逆铣方式配合于偏光片1的右侧并背向第二刀柄61排屑。
17.上述实施方式中,鉴于第一铣刀5在上加工轴3上向下伸出、第二铣刀6在下加工轴4上向上伸出,并且第一铣刀5在法向朝上的水平面顺时针旋转从而使第一刀刃52以右旋右切的方式顺铣、第二铣刀6在法向朝下的水平面逆时针旋转从而使第二刀刃62以右旋左切的逆铣,所以第一铣刀5相对于第二铣刀6具有相同的旋转方向和排屑方向。鉴于第一铣刀5和第二铣刀6在双轴加工结构中具有相同的旋转方向和排屑方向,所以产品不会产生左右端面有色差的问题,对于与软胶类和胶水粘度较小的偏光片不易产生溢胶和边缘分层,获得的加工品质良率大幅度上升。
18.在较佳的实施方式中,第一刀刃52成单螺旋结构/双螺旋结构/三螺旋结构。
19.在较佳的实施方式中,第一刀刃52的螺旋角为10-55度。
20.在较佳的实施方式中,第一刀刃52的刃长为1-30mm。
21.在较佳的实施方式中,第二刀刃62成单螺旋结构/双螺旋结构/三螺旋结构。
22.在较佳的实施方式中,第二刀刃62的螺旋角为10-55度。
23.在较佳的实施方式中,第三刀刃32的刃长为1-30mm。
24.对于本领域技术人员而言,本实用新型的保护范围并不限于上述示范性实施例的细节,在没有背离本实用新型的精神或基本特征的情况下,本领域技术人员基于本实用新型的要件所做出的等同含义和保护范围内的所有变化的实施方式均应囊括在本实用新型之内。
技术特征:
1.用于偏光片修边工艺的双轴加工结构,其特征在于:具有用于水平夹持成叠偏光片的夹具、在夹具相对的两侧分列上加工轴和下加工轴,上加工轴装载有向下伸出的第一铣刀,下加工轴上装载有向上伸出的第二铣刀;第一铣刀具有柱状的第一刀柄,第一刀柄在下端形成使刃口以右手螺旋迎向第一刀柄的第一刀刃,上加工轴夹持第一刀柄在法向朝上的水平面顺时针旋转从而使第一刀刃以右旋右切的顺铣方式配合于偏光片的左侧并朝向第一刀柄排屑;第二铣刀具有柱状的第二刀柄,第二刀柄在上端形成使刃口以右手螺旋背向第二刀柄的第二刀刃,下加工轴夹持第二刀柄在法向朝下的水平面逆时针旋转从而使第二刀刃以右旋左切的逆铣方式配合于偏光片的右侧并背向第二刀柄排屑。2.如权利要求1所述的用于偏光片修边工艺的双轴加工结构,其特征在于:第一刀刃成单螺旋结构/双螺旋结构/三螺旋结构。3.如权利要求1所述的用于偏光片修边工艺的双轴加工结构,其特征在于:第一刀刃的螺旋角为10-55度。4.如权利要求1所述的用于偏光片修边工艺的双轴加工结构,其特征在于:第一刀刃32的刃长为1-30mm。5.如权利要求1所述的用于偏光片修边工艺的双轴加工结构,其特征在于:第二刀刃成单螺旋结构/双螺旋结构/三螺旋结构。6.如权利要求1所述的用于偏光片修边工艺的双轴加工结构,其特征在于:第二刀刃的螺旋角为10-55度。7.如权利要求1所述的用于偏光片修边工艺的双轴加工结构,其特征在于:第三刀刃32的刃长为1-30mm。
技术总结
用于偏光片修边工艺的双轴加工结构,具有上加工轴和下加工轴,上加工轴装载有向下伸出的第一铣刀,下加工轴上装载有向上伸出的第二铣刀;其中,第一铣刀具有柱状的第一刀柄,第一刀柄在下端形成使刃口以右手螺旋迎向第一刀柄的第一刀刃,第一刀刃以右旋右切的顺铣方式配合于偏光片的左侧;第二铣刀具有柱状的第二刀柄,第二刀柄在上端形成使刃口以右手螺旋背向第二刀柄的第二刀刃,第二刀刃以右旋左切的逆铣方式配合于偏光片的右侧。第一铣刀相对于第二铣刀在双轴加工结构中具有相同的旋转方向和排屑方向,被加工的偏光片不会产生左右端面有色差的问题,对于软胶类和胶水粘度较小的偏光片也不易产生溢胶和边缘分层。偏光片也不易产生溢胶和边缘分层。偏光片也不易产生溢胶和边缘分层。
技术研发人员:刘文翔 雷超 刘晓汉
受保护的技术使用者:东莞市欧米斯特科技技术有限公司
技术研发日:2022.05.18
技术公布日:2022/9/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1