一种保险杠非标切边机构的制作方法
1.本实用新型涉及保险杠加工技术领域,具体为一种保险杠非标切边机构。
背景技术:
2.随着经济的发展,社会的进步,钢铁件加工方法也有很多,车窗、铣床、冲压、激光切割等等,使用激光切割的方法切割钢铁件,切割较流畅,但受限于切割头的大小和切割空间等因素,部分切割区域无法切割或勉强达到后切割效果不佳;切割尺寸不稳定、切割断面为斜面或切割区域有毛刺等缺陷,影响后续装配或直接影响总成尺寸,为保证切割效果增加切割参数后极容易因激光强度过大导致其他非切割区域与被切割、烧穿。
技术实现要素:
3.本实用新型的目的在于提供一种保险杠非标切边机构,具备切割稳定的优点,解决了部分切割区域无法切割或勉强达到后切割效果不佳;切割尺寸不稳定、切割断面为斜面或切割区域有毛刺等缺陷,影响后续装配或直接影响总成尺寸的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种保险杠非标切边机构,包括工作台、液压站和液压站,所述工作台顶部的中心处固定连接有加工板,所述加工板顶部的四角均固定连接有限位架,所述工作台顶部的四角均固定安装有安装板,所述安装板的顶部固定安装有液压缸,所述液压缸的输出轴固定安装有切刀组件,所述加工板的顶部固定安装有防错模块,所述液压缸的输出轴固定安装有切刀,所述工作台顶部的左右两侧分别固定安装有左定位模块和右定位模块,所述加工板顶部的左右两侧均固定安装有气缸。
5.优选的,所述工作台顶部的外边缘处固定连接有框架,所述框架顶部的右后方固定安装有报警灯。
6.优选的,所述工作台底部的四角且位于切刀的下方固定安装有接料盒,所述工作台的底部固定焊接有支撑架。
7.优选的,所述切刀组件包括左前切刀壳、左后切刀壳、右前切刀壳和右后切刀壳,所述左前切刀壳、左后切刀壳、右前切刀壳和右后切刀壳分别固定安装于工作台顶部的左前方、左后方、右前方和右后方。
8.优选的,所述加工板顶部的左右两侧均固定连接有导向架,所述液压缸输出轴的表面与导向架的表面滑动接触。
9.优选的,所述液压站(12)设置于工作台(1)的后侧,所述液压站 (12)的输出端与液压缸(4)的输入端通过油管连通,所述工作台(1) 的前侧设置有控制器(15),所述控制器(15)的输出端与液压缸(4) 的输入端连通。
10.与现有技术相比,本实用新型的有益效果如下:
11.1、本实用新型通过工作台、加工板、防错模块、液压缸、接料盒、左定位模块、报警灯、右定位模块、框架、切刀组件、左前切刀壳、左后切刀壳、右前切刀壳、右后切刀壳、限位架、液压站、安装板、切刀、控制器和导向架的配合使用,具备切割稳定的优点,解决了部分
切割区域无法切割或勉强达到后切割效果不佳;切割尺寸不稳定、切割断面为斜面或切割区域有毛刺等缺陷,影响后续装配或直接影响总成尺寸的问题。
12.2、本实用新型通过接料盒的使用,能够对切下的边角料进行收集,通过防错模块、左定位模块和右定位模块的使用,能够固定工件、确定工件放置到位且未放错,通过液压站和液压缸的使用,能够负责给四处切刀提供稳定动力,通过控制器的使用,能够方便工作人员操作设备。
附图说明
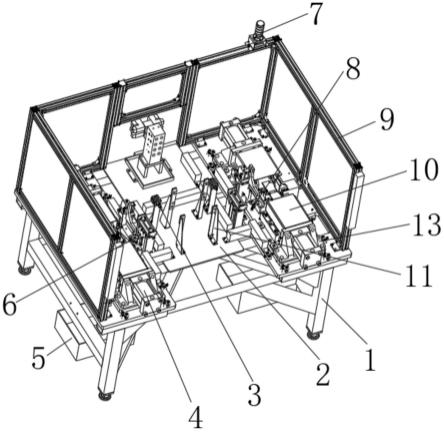
13.图1为本实用新型立体结构图;
14.图2为本实用新型俯视结构图;
15.图3为本实用新型安装板立体结构图。
16.图中:1工作台、2加工板、3防错模块、4液压缸、5接料盒、6气缸、 7报警灯、8右定位模块、9框架、10切刀组件、101左前切刀壳、102左后切刀壳、103右前切刀壳、104右后切刀壳、11限位架、12液压站、13安装板、14切刀、15控制器、16导向架、17左定位模块。
具体实施方式
17.请参阅图1-图3,一种保险杠非标切边机构,包括工作台1、液压站12 和液压站12,工作台1顶部的中心处固定连接有加工板2,加工板2顶部的四角均固定连接有限位架11,工作台1顶部的四角均固定安装有安装板13,安装板13的顶部固定安装有液压缸4,液压缸4的输出轴固定安装有切刀组件10,加工板2的顶部固定安装有防错模块3,液压缸4的输出轴固定安装有切刀14,工作台1顶部的左右两侧分别固定安装有左定位模块17和右定位模块8,加工板2顶部的左右两侧均固定安装有气缸6;
18.工作台1顶部的外边缘处固定连接有框架9,框架9顶部的右后方固定安装有报警灯7;
19.工作台1底部的四角且位于切刀14的下方固定安装有接料盒5,工作台 1的底部固定焊接有支撑架;
20.切刀组件10包括左前切刀壳101、左后切刀壳102、右前切刀壳103和右后切刀壳104,左前切刀壳101、左后切刀壳102、右前切刀壳103和右后切刀壳104分别固定安装于工作台1顶部的左前方、左后方、右前方和右后方;
21.加工板2顶部的左右两侧均固定连接有导向架16,液压缸4输出轴的表面与导向架16的表面滑动接触;
22.液压站12设置于工作台1的后侧,液压站12的输出端与液压缸4 的输入端通过油管连通,工作台1的前侧设置有控制器15,控制器15 的输出端与液压缸4的输入端连通。
23.使用时,人员将待加工产品按定位放置好,按下控制器15上的启动按钮,设备启动,气缸6自动夹紧工件,防错模块3、左定位模块17和右定位模块 8信号检测到夹紧到位后,将信号发送至控制器15,通过控制器15控制左右两侧的切刀14开始逐步动作,两侧的前后切刀14全部冲切完成后,切刀14 自动退回,气缸6自动打开;此序切边内容完成,人工取下加工完成的工件,放置到专用器具上,完成一个加工循环,两侧切刀14为仿工件形状,工件内部加工区域可通过工件的固定以及切刀14形状来保证加工形状的稳定性及切割质量,
此法较之激光切割工艺能大幅提升生产效率,并能提高加工产品质量。
24.综上所述:该保险杠非标切边机构,通过工作台1、加工板2、防错模块 3、液压缸4、接料盒5、左定位模块17、报警灯7、右定位模块8、框架9、切刀组件10、左前切刀壳101、左后切刀壳102、右前切刀壳103、右后切刀壳104、限位架11、液压站12、安装板13、切刀14、控制器15和导向架16 的配合使用,解决了部分切割区域无法切割或勉强达到后切割效果不佳;切割尺寸不稳定、切割断面为斜面或切割区域有毛刺等缺陷,影响后续装配或直接影响总成尺寸的问题。
技术特征:
1.一种保险杠非标切边机构,包括工作台(1)、液压站(12)和液压站(12),其特征在于:所述工作台(1)顶部的中心处固定连接有加工板(2),所述加工板(2)顶部的四角均固定连接有限位架(11),所述工作台(1)顶部的四角均固定安装有安装板(13),所述安装板(13)的顶部固定安装有液压缸(4),所述液压缸(4)的输出轴固定安装有切刀组件(10),所述加工板(2)的顶部固定安装有防错模块(3),所述液压缸(4)的输出轴固定安装有切刀(14),所述工作台(1)顶部的左右两侧分别固定安装有左定位模块(17)和右定位模块(8),所述加工板(2)顶部的左右两侧均固定安装有气缸(6)。2.根据权利要求1所述的一种保险杠非标切边机构,其特征在于:所述工作台(1)顶部的外边缘处固定连接有框架(9),所述框架(9)顶部的右后方固定安装有报警灯(7)。3.根据权利要求1所述的一种保险杠非标切边机构,其特征在于:所述工作台(1)底部的四角且位于切刀(14)的下方固定安装有接料盒(5),所述工作台(1)的底部固定焊接有支撑架。4.根据权利要求1所述的一种保险杠非标切边机构,其特征在于:所述切刀组件(10)包括左前切刀壳(101)、左后切刀壳(102)、右前切刀壳(103)和右后切刀壳(104),所述左前切刀壳(101)、左后切刀壳(102)、右前切刀壳(103)和右后切刀壳(104)分别固定安装于工作台(1)顶部的左前方、左后方、右前方和右后方。5.根据权利要求1所述的一种保险杠非标切边机构,其特征在于:所述加工板(2)顶部的左右两侧均固定连接有导向架(16),所述液压缸(4)输出轴的表面与导向架(16)的表面滑动接触。6.根据权利要求1所述的一种保险杠非标切边机构,其特征在于:所述液压站(12)设置于工作台(1)的后侧,所述液压站(12)的输出端与液压缸(4)的输入端通过油管连通,所述工作台(1)的前侧设置有控制器(15),所述控制器(15)的输出端与液压缸(4)的输入端连通。
技术总结
本实用新型公开了一种保险杠非标切边机构,包括工作台、液压站和液压站,所述工作台顶部的中心处固定连接有加工板,所述加工板顶部的四角均固定连接有限位架,所述工作台顶部的四角均固定安装有安装板,所述安装板的顶部固定安装有液压缸。本实用新型通过工作台、加工板、防错模块、液压缸、接料盒、左定位模块、报警灯、右定位模块、框架、切刀组件、左前切刀壳、左后切刀壳、右前切刀壳、右后切刀壳、限位架、液压站、安装板、切刀、控制器和导向架的配合使用,解决了部分切割区域无法切割或勉强达到后切割效果不佳;切割尺寸不稳定、切割断面为斜面或切割区域有毛刺等缺陷,影响后续装配或直接影响总成尺寸的问题。接影响总成尺寸的问题。接影响总成尺寸的问题。
技术研发人员:吴琼 侯帅 刘佳 许文洋 孙若辰 王志勇 刘济聪 赵福城 张浩岩 倪阳 张金龙 梁玉龙 孙建 张文选
受保护的技术使用者:沈阳凌云瓦达沙夫汽车工业技术有限公司
技术研发日:2022.05.23
技术公布日:2022/9/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1