一种用于焊接机的装夹工装的制作方法
1.本实用新型涉及石墨电极和石墨压块的焊接技术领域,尤其涉及一种用于焊接机的装夹工装。
背景技术:
2.石墨电极和石墨压块在焊接前需要对其定位、固定,尤其需要精准对位后再进行焊接,而目前的对位、固定方式存在两者容易错位的现象,导致焊接前再次进行微调或多次微调才能满足石墨电极和石墨压块的焊接条件,使得焊接后的质量达到生产要求,这种传统定位、固定方式是生产效率低的主要原因,同时也影响焊接质量的稳定性,不符合生产要求,需要改良。
技术实现要素:
3.为了克服现有技术中存在的缺点,本实用新型的目的在于提供一种用于焊接机的装夹工装,实现精准对位的目的,提高生产质量。
4.为实现上述目的,本实用新型的技术方案为:
5.一种用于焊接机的装夹工装,包括上夹装置及下夹装置,所述上夹装置和下夹装置均包括限位组件及定位件;
6.所述限位组件包括左侧板、右侧板及底板,所述左侧板及右侧板通过底板连接;
7.所述左侧板和右侧板均设有穿孔,所述定位件活动连接于穿孔并穿过穿孔;
8.所述底板设有静电层。
9.进一步的,所述限位组件还包括杆件,所述杆件的两端均固定连接于左侧板和右侧板。
10.进一步的,所述杆件与底板平行设置。
11.进一步的,所述装夹工装还包括限位杆,所述左侧板或右侧板设有调节孔,所述限位杆设于调节孔。
12.进一步的,所述调节孔为螺纹孔,所述限位杆螺接于调节孔。
13.进一步的,所述穿孔为螺纹孔,所述定位件螺接于穿孔。
14.本实用新型的有益效果:通过设置由左侧板、右侧板及底板组成的限位组件,实现对待焊接工件的预定位,在左侧板或右侧板设置穿孔,定位件穿过穿孔实现对石墨压块的精准定位,提高生产质量及生产效率。
附图说明
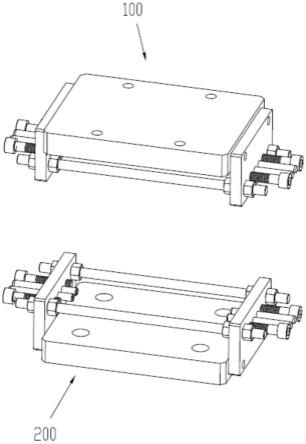
15.图1为本实用新型的立体结构示意图;
16.图2为本实用新型的上夹装置或下夹装置立体示意图;
17.图3为本实用新型与待加工工件拆分结构示意图;
18.图4为本实用新型工作状态结构示意图;
19.图5为本实用新型左侧板、定位件、限位杆的拆分结构示意图。
20.附图标记包括:
21.100—上夹装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200—下夹装置
ꢀꢀꢀꢀꢀꢀꢀꢀ
300—石墨电极
22.400—石墨压块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1—限位组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—左侧板
23.101—穿孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102—调节孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12—右侧板
24.13—底板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14—杆件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—定位件
25.3—限位杆。
具体实施方式
26.为了便于本领域技术人员的理解,下面结合实施例及附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
27.请参阅图1至图5,本实用新型的一种用于焊接机的装夹工装,包括上夹装置100及下夹装置200,所述上夹装置100和下夹装置200均包括限位组件 1及定位件2;
28.所述限位组件1包括左侧板11、右侧板12及底板13,所述左侧板11及右侧板12通过底板13连接;
29.所述左侧板11和右侧板12均设有穿孔101,所述定位件2活动连接于穿孔 101并穿过穿孔101;
30.所述底板13设有静电层。
31.具体的,本实施例中,需要将石墨电极300和石墨压块400组装焊接在一起,用于夹装石墨电极300和石墨压块400的上夹装置100和下夹装置200呈上、下对称设置,上夹装置100和下夹装置200结构相同,限位组件1用于对石墨电极300和石墨压块400预定位,限位组件1由侧板11、右侧板12及底板13组成,侧板11、右侧板12及底板13大致呈u型,石墨电极300和石墨压块400放置在u 型的限位组件1内,接着定位件2穿过穿孔101后插入石墨压块400的定位孔内,起到对石墨压块400进行终定位的目的,优选的,定位件2呈杆状,定位件2的表面涂有静电层,提高对石墨压块400的保护性,底板13的表面设有静电层,提高对石墨电极300的保护性,提高生产效率。
32.通过设置由左侧板11、右侧板12及底板13组成的限位组件1,实现对待焊接工件的预定位,在左侧板11或右侧板12设置穿孔101,定位件2穿过穿孔101 实现对石墨压块400的精准定位,提高生产质量及生产效率。
33.所述限位组件1还包括杆件14,所述杆件14的两端均固定连接于左侧板11 和右侧板12,杆件14的数量为两个,平行设置,石墨电极300和石墨压块400 放置在两个杆件14之间,避免石墨电极300和石墨压块400移位。
34.所述装夹工装还包括限位杆3,所述左侧板11或右侧板12设有调节孔102,所述限位杆3设于调节孔102,限位杆3的顶部用于顶压石墨压块400,确保石墨压块400与石墨电极300组装的紧密性。
35.所述调节孔102为螺纹孔,所述限位杆3螺接于调节孔102,方便调整限位杆3。
36.所述穿孔101为螺纹孔,所述定位件2螺接于穿孔101,方便调整定位件2,达到灵活操作的目的。
37.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实
用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种用于焊接机的装夹工装,其特征在于:包括上夹装置(100)及下夹装置(200),所述上夹装置(100)和下夹装置(200)均包括限位组件(1)及定位件(2);所述限位组件(1)包括左侧板(11)、右侧板(12)及底板(13),所述左侧板(11)及右侧板(12)通过底板(13)连接;所述左侧板(11)和右侧板(12)均设有穿孔(101),所述定位件(2)活动连接于穿孔(101)并穿过穿孔(101);所述底板(13)设有静电层。2.根据权利要求1所述的用于焊接机的装夹工装,其特征在于:所述限位组件(1)还包括杆件(14),所述杆件(14)的两端均固定连接于左侧板(11)和右侧板(12)。3.根据权利要求2所述的用于焊接机的装夹工装,其特征在于:所述杆件(14)与底板(13)平行设置。4.根据权利要求1所述的用于焊接机的装夹工装,其特征在于:所述装夹工装还包括限位杆(3),所述左侧板(11)或右侧板(12)设有调节孔(102),所述限位杆(3)设于调节孔(102)。5.根据权利要求4所述的用于焊接机的装夹工装,其特征在于:所述调节孔(102)为螺纹孔,所述限位杆(3)螺接于调节孔(102)。6.根据权利要求1所述的用于焊接机的装夹工装,其特征在于:所述穿孔(101)为螺纹孔,所述定位件(2)螺接于穿孔(101)。
技术总结
本实用新型涉及石墨电极和石墨压块的焊接技术领域,尤其涉及一种用于焊接机的装夹工装;包括上夹装置及下夹装置,所述上夹装置和下夹装置均包括限位组件及定位件;所述限位组件包括左侧板、右侧板及底板,所述左侧板及右侧板通过底板连接;所述左侧板和右侧板均设有穿孔,所述定位件活动连接于穿孔并穿过穿孔;底板设有静电层;通过设置由左侧板、右侧板及底板组成的限位组件,实现对待焊接工件的预定位,在左侧板或右侧板设置穿孔,定位件穿过穿孔实现对石墨压块的精准定位,提高生产质量及生产效率。生产效率。生产效率。
技术研发人员:马黎
受保护的技术使用者:安徽佳超新能源科技有限公司
技术研发日:2022.05.23
技术公布日:2022/11/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1