一种卡箍零件成型机构的制作方法
1.本实用新型涉及冲压模具工艺及结构,机械设计领域,具体涉及一种卡箍零件成型机构。
背景技术:
2.依传统工艺方法进行u型卡箍零件的常规成型方法为上、下模块的压弯成型,此种成型方法产品易产生岔口回弹,尺寸精度难以把控,需反复调整才能保证竖边角度尺寸;且传统工艺为上下冲压时,容易对操作者造成伤害,造成安全事故。
技术实现要素:
3.本实用新型提出一种卡箍零件成型机构,本发明的目的,有效的解决u形零件的成型,开口回弹、调整角度,尺寸精度等问题,且可根据原料厚度不同来实现自由调节,使其可通用使用,有效避免了传统冲压时因调整冲压角度的安全事故。
4.为了解决上述背景技术中的问题,本实用新型是通过以下技术方案来实现的:
5.一种卡箍零件成型机构,包括基座;所述基座设有定位侧板、回转轴,所述定位侧板与所述回转轴平行安装与所述基座上。
6.优选的,所述回转轴上套设有连接块、回转凸模,所述连接块与所述回转凸模通过螺钉连接。
7.优选的,所述连接块设有支座,所述支座下端通过螺钉与所述连接块连接。
8.优选的,所述支座上端设有同压紧螺钉配合的孔,所述压紧螺钉通过孔穿过所述支座,所述压紧螺钉前端设有压紧块,所述压紧块设有与同压紧螺钉配合的盲孔,压紧块通过盲孔与压紧螺钉连接,所述压紧块与所述回转凸模抵接。
9.优选的,所述回转凸模上端设有手柄,所述手柄使用焊接方式与所述回转凸模固定。
10.优选的,所述支座与所述手柄基于所述回转轴圆心呈90度安装与所述连接块上,所述支座位于所述定位侧板上方。
11.优选的,所述压紧块设有橡胶护套。
12.与现有技术相比,本实用新型具有以下有益的技术效果:
13.1、利用手动旋转机构,可以有效解决零件的回弹岔口问题,结构简单,成本低廉,同时任意角度补偿,大大节省常规压弯模具成型反复修正角度,带来的成本浪费。
14.2、可用于不同厚度得零件压弯,达到了通用目的,缩短了换型时间,提高了设备利用率。
15.3、避免传统冲压过程中隐藏的安全事故。
附图说明
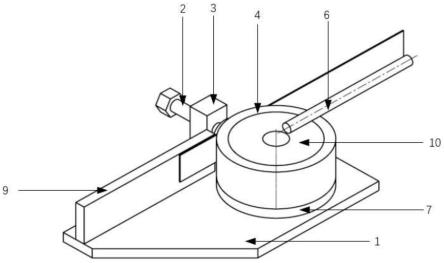
16.图1是本实用新型的结构示意图;
17.图2是本实用新型的初始状态结构图;
18.图3是本实用新型的折弯状态结构图;
19.附图标记说明
20.1、基座;2、压紧螺钉;3、支座;4、回转凸座;5、料片;6、手柄;7、连接块;8、压紧块;9、定位侧板;10、回转轴。
具体实施方式
21.如图1至图3所示,本实用新型的实施例公开了一种卡箍零件成型机构,包括:基座1,具体的,基座1设有定位侧板9、回转轴10,定位侧板9与回转轴10平行安装与基座1上。
22.回转轴10上套设有连接块7、回转凸模4,所述连接块7与回转凸模4通过螺钉连接,使连接模块与回转凸模成为一体;连接块7设有支座3,支座3下端通过螺钉与连接块7连接,回转凸模4、连接块7与回转轴10间隙配合,使连接块同轴转动。
23.支座3上端设有同压紧螺钉2配合的螺纹孔,压紧螺钉2通过螺纹孔穿过支座,压紧螺钉2前端设有压紧块8,压紧块8设有与同压紧螺钉2配合的螺纹盲孔,压紧块8通过螺纹盲孔与压紧螺钉2连接,压紧块8与回转凸模4抵接;螺钉2带动压紧块8通过螺纹旋转,调整压紧块8与回转凸模4之间的间隙,实现不同厚度的料片使用。
24.回转凸模4上端设有手柄6,所述手柄6使用焊接方式与所述回转凸模4固定,手柄6在动作时,使连接块7、回转凸模与支座3同时转动,实现与回转轴10回转。
25.支座3与手柄6基于回转轴10圆心,90度安装在连接块7上,所述支座3位于所述定位侧板9上方,动作时,当手柄6旋转至于定位侧板垂直时,可目测预估料片折弯角度为90 度,当手柄继续旋转至于定位侧板平行时,可目测预估料片折弯角度为180度,实现了折弯角度可目视化。
26.压紧块8设有橡胶护套,避免料片在压装时产生毛刺,增大摩擦力且可根据使用程度来随时替换。
27.本实用新型的工作原理为:
28.将板料放置于可调螺钉压紧块与回转凸模之间,板料前端靠在定位侧板上,依据折弯零件的形状,计算初始放料位置;根据需要折弯的料板厚度使螺钉转动,带动压紧块动作将板料定位与压紧块与回转凸模之间,定位后调节压紧螺钉夹紧。扳动手柄,将压紧块、连接块、板料与回转凸模随回转轴连动,实现折弯回转成型,得到板料需要的角度。
技术特征:
1.一种卡箍零件成型机构,其特征是:包括基座(1);所述基座(1)设有定位侧板(9)、回转轴(10),所述定位侧板(9)与所述回转轴(10)平行安装与所述基座(1)上;所述回转轴(10)上套设有连接块(7)、回转凸模(4),所述连接块(7)与所述回转凸模(4)通过螺钉连接;所述连接块(7)设有支座(3),所述支座(3)下端通过螺钉与所述连接块(7)连接。2.根据权利要求1所述的一种卡箍零件成型机构,所述支座(3)上端设有同压紧螺钉(2)配合的螺纹孔,所述压紧螺钉(2)通过螺纹孔穿过所述支座,所述压紧螺钉(2)前端设有压紧块(8),所述压紧块(8)设有与同压紧螺钉(2)配合的螺纹盲孔,压紧块(8)通过螺纹盲孔与压紧螺钉(2)连接,所述压紧块(8)与所述回转凸模(4)抵接。3.根据权利要求1所述的一种卡箍零件成型机构,其特征在于,所述回转凸模(4)上端设有手柄(6),所述手柄(6)使用焊接方式与所述回转凸模(4)固定。4.根据权利要求3所述的一种卡箍零件成型机构,所述支座(3)与所述手柄(6)基于所述回转轴(10)圆心90度安装与所述连接块(7)上,所述支座(3)位于所述定位侧板(9)上方。5.根据权利要求2所述的一种卡箍零件成型机构,所述压紧块(8)设有橡胶护套。
技术总结
本实用新型涉及一种卡箍零件成型机构,包括基座,基座设有定位侧板与回转轴,回转轴上套设有连接块及回转凸模,连接块与回转凸模连接为一体,同回转轴间隙配合;连接块设有支座,支座下端与连接块连接,上端设有螺纹孔以及与其配合的螺钉,螺钉设有压紧块,回转凸模上端设有手柄;将料片放置与定位侧板与回转模块之间,通过压紧块对其压紧,通过旋转手柄实现连接块与回转凸模同时转动,得到板料的预设角度。该机构便于操作,目视化好,通用性强,便于更换,制作和扩展成本低,且能避免传统冲压中的安全隐患。的安全隐患。的安全隐患。
技术研发人员:吴转萍 彭坤龙 马凯 白宇 王世武
受保护的技术使用者:陕西重型汽车有限公司
技术研发日:2022.05.30
技术公布日:2023/1/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1