一种异形零件多角度斜孔钻孔夹具的制作方法
1.本实用新型涉及一种异形零件多角度斜孔钻孔夹具,属于机械加工技术领域。
背景技术:
2.某待加工零件结构如图3所示,该零件主体结构为圆柱体,该零件的侧壁设有两条轴向分布的环形定位台,该零件的中部轴向开有中心通孔,该零件的侧壁对称开有四个与所述中心通孔连通的斜孔,所述四个斜孔的轴线位于同一平面,且所述四个斜孔轴线所在平面过中心通孔的轴线;为满足该零件与其他零件的可靠装配,需要保证四个斜孔的加工精度。由于该零件外形为非规则回转体,增加了装夹难度;另外,四个斜孔的加工需要多次调整对零件装夹角度,难以保证多次装夹后四个斜孔的相对位置。
技术实现要素:
3.本实用新型的目的是为了解决传统钻孔工艺加工异形零件多角度斜孔时,存在装夹难度大,加工精度低等问题,而提供一种异形零件多角度斜孔钻孔夹具。
4.本实用新型的目的是通过以下技术方案实现的:
5.本实用新型的一种异形零件多角度斜孔钻孔夹具,包括钻模体、限位销、楔形压板;
6.所述钻模体的中部为板状定位部,所述板状定位部的前侧板面中心开有定位盲孔,所述定位盲孔的直径与待加工零件的最大外径相匹配,所述板状定位部的前侧板面还开有一条过所述定位盲孔的矩形槽,所述板状定位部的上下两端各加工有两条定位斜面,所述的四条定位斜面分别垂直向内开有过所述定位盲孔轴线的钻套安装孔,四个钻套安装孔的分布位置和开孔角度相匹配于待加工零件四个斜孔的分布位置和开孔角度;所述钻模体位于前侧板面的两条定位斜面之间开有两组相对应的限位销安装孔,所述的两组限位销安装孔位于所述板状定位部前侧板面矩形槽的外侧;
7.所述楔形压板为宽度与所述钻模体板状定位部前侧板面矩形槽宽度相匹配的板状件,所述楔形压板的上板面沿长度方向为斜面;
8.所述钻模体的四个钻套安装孔内安装有钻套,待加工零件安装在所述钻模体板状定位部前侧板面的定位盲孔内,所述钻模体的两组限位销安装孔内插接所述限位销,所述楔形压板插接在所述钻模体板状定位部前侧板面矩形槽内,所述楔形压板的上板面通过所述限位销限位,所述楔形压板的下板面轴向夹紧待加工零件。
9.工作过程
10.将装夹有待加工零件的所述钻模体固定在钻孔平台上,使所述钻模体其中一个条定位斜面与钻头进行方向垂直,然后通过钻头对准该定位斜面上的钻套孔向内钻孔,完成一个斜孔的钻孔;然后重新固定所述钻模体,调整其他定位斜面与钻头进行方向垂直,从而完成剩余斜孔的钻孔。
11.有益效果
12.本实用新型的钻孔夹具,结构简单、定位精度高,拆装方便,实现了对异形零件多角度斜孔的钻孔加工,解决了传统钻孔设备对异形零件装夹难度大的问题,提高了加工精度和加工效率,满足产品的批量化生产要求。
附图说明
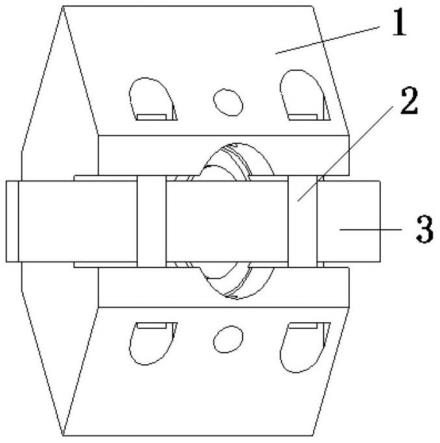
13.图1为本实用新型钻孔夹具的结构示意图;
14.图2为本实用新型钻孔夹具中钻模体的结构示意图;
15.图3为待加工零件的结构图;
16.图中,1-钻模体;2-限位销;3-楔形压板;11-板状定位部;12-定位盲孔;13-矩形槽;14-定位斜面;15-钻套安装孔;16-限位销安装孔。
具体实施方式
17.下面结合附图和实施例对本实用新型的内容作进一步的说明。
18.实施例
19.如图1所示,本实用新型的一种异形零件多角度斜孔钻孔夹具,包括钻模体1、限位销2、楔形压板3;
20.如图2所示,所述钻模体1的中部为板状定位部11,所述板状定位部11的前侧板面中心开有定位盲孔12,所述定位盲孔12的直径与待加工零件的最大外径相匹配,所述板状定位部11的前侧板面还开有一条过所述定位盲孔12的矩形槽13,所述板状定位部11的上下两端各加工有两条定位斜面14,所述的四条定位斜面14分别垂直向内开有过所述定位盲孔12轴线的钻套安装孔15,四个钻套安装孔15的分布位置和开孔角度相匹配于待加工零件四个斜孔的分布位置和开孔角度;所述钻模体1位于前侧板面的两条定位斜面14之间开有两组相对应的限位销安装孔16,所述的两组限位销安装孔16位于所述板状定位部11前侧板面矩形槽13的外侧;
21.所述楔形压板3为宽度与所述钻模体1板状定位部11前侧板面矩形槽13宽度相匹配的板状件,所述楔形压板3的上板面沿长度方向为斜面;
22.所述钻模体1的四个钻套安装孔15内安装有钻套,待加工零件安装在所述钻模体1板状定位部11前侧板面的定位盲孔12内,所述钻模体1的两组限位销安装孔16内插接所述限位销2,所述楔形压板3插接在所述钻模体1板状定位部11前侧板面矩形槽13内,所述楔形压板3的上板面通过所述限位销2限位,所述楔形压板3的下板面轴向夹紧待加工零件。
23.斜孔加工时,将装夹有待加工零件的所述钻模体1固定在钻孔平台上,使所述钻模体1其中一个条定位斜面14与钻头进行方向垂直,然后通过钻头对准该定位斜面14上的钻套孔向内钻孔,完成一个斜孔的钻孔;然后重新固定所述钻模体1,调整其他定位斜面14与钻头进行方向垂直,从而完成剩余斜孔的钻孔。
技术特征:
1.一种异形零件多角度斜孔钻孔夹具,其特征是:包括钻模体、限位销、楔形压板;所述钻模体的中部为板状定位部,所述板状定位部的前侧板面中心开有定位盲孔,所述定位盲孔的直径与待加工零件的最大外径相匹配,所述板状定位部的前侧板面还开有一条过所述定位盲孔的矩形槽,所述板状定位部的上下两端各加工有两条定位斜面,所述的四条定位斜面分别垂直向内开有过所述定位盲孔轴线的钻套安装孔,四个钻套安装孔的分布位置和开孔角度相匹配于待加工零件四个斜孔的分布位置和开孔角度;所述钻模体位于前侧板面的两条定位斜面之间开有两组相对应的限位销安装孔,所述的两组限位销安装孔位于所述板状定位部前侧板面矩形槽的外侧;所述楔形压板为宽度与所述钻模体板状定位部前侧板面矩形槽宽度相匹配的板状件,所述楔形压板的上板面沿长度方向为斜面;所述钻模体的四个钻套安装孔内安装有钻套,待加工零件安装在所述钻模体板状定位部前侧板面的定位盲孔内,所述钻模体的两组限位销安装孔内插接所述限位销,所述楔形压板插接在所述钻模体板状定位部前侧板面矩形槽内,所述楔形压板的上板面通过所述限位销限位,所述楔形压板的下板面轴向夹紧待加工零件。
技术总结
本实用新型公开了一种异形零件多角度斜孔钻孔夹具,包括钻模体、限位销、楔形压板;钻模体的中部为板状定位部,板状定位部的前侧板面中心开有定位盲孔和矩形槽,板状定位部的上下两端各加工有两条定位斜面,四条定位斜面分别垂直向内开有过定位盲孔轴线的钻套安装孔;钻模体位于前侧板面两条定位斜面之间开有两组相对应的限位销安装孔;待加工零件安装在钻模体板状定位部前侧板面的定位盲孔内,钻模体的两组限位销安装孔内插接限位销,楔形压板插接在钻模体板状定位部前侧板面矩形槽内,楔形压板的上板面通过限位销限位,楔形压板的下板面轴向夹紧待加工零件。本实用新型的钻孔夹具,实现了对异形零件多角度斜孔的钻孔加工。实现了对异形零件多角度斜孔的钻孔加工。实现了对异形零件多角度斜孔的钻孔加工。
技术研发人员:吴非 柳丽娟 贺巍 温玉光 杨兴隆 张卫 刘凯
受保护的技术使用者:淮海工业集团有限公司
技术研发日:2022.05.31
技术公布日:2022/12/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1