下闭锁座组件焊接工装的制作方法
1.本实用新型涉及下闭锁座焊接技术领域,具体来说涉及一种下闭锁座组件焊接工装。
背景技术:
2.下闭锁座是铁门的重要组成部分之一,下闭锁座安装在门框上,与锁座配合,让铁门保持牢固锁闭。
3.传统的下闭锁座是人工依次将下闭锁座的主板与筋板定位,再将主板与筋板焊接在一起,人工定位的筋板与主板的连接不够紧密,在焊接的过程中容易晃动,导致筋板与主板错位或倾斜,影响后续的使用。
技术实现要素:
4.本实用新型的目的是提供一种下闭锁座组件焊接工装,旨在解决传统人工定位下闭锁座工作效率低且容易在焊接过程中出错的问题。
5.为了实现上述目的,本实用新型提供一种下闭锁座组件焊接工装,包括工作台和筋板定位组件,所述工作台上设置有多个用于固定下闭锁座的固定组件,所述固定组件包括固定安装于所述工作台上的主板定位块、筋板定位块以及垂直分布的第一推拉式快速夹钳和第二推拉式快速夹钳,所述第一推拉式快速夹钳受驱移动以夹持下闭锁座组件的主板,所述第二推拉式快速夹钳受驱移动以抵推下闭锁座组件的筋板。
6.作为优选,所述筋板定位组件包括连接环和平行设置的抵推板。
7.作为优选,所述抵推板相邻一侧的侧壁上设置有内螺纹管。
8.作为优选,两所述内螺纹管螺纹线方向相反。
9.作为优选,所述连接环的两端分别设置有与两所述内螺纹管适配的螺纹线。
10.作为优选,所述连接环上设置有刻度线。
11.作为优选,所述内螺纹管与所述抵推板之间设置有加强筋。
12.作为优选,所述工作台上设置有呼叫按钮。
13.在上述技术方案中,本实用新型提供的一种下闭锁座组件焊接工装,具备以下有益效果:在工作时,先将下闭锁座的主板放置在工作台上,主板抵靠在主板定位块上,再驱动第一推拉式快速夹钳将主板固定住,再将其中两个筋板放置在工作台上,两个筋板垂直于主板并紧贴在主板上,其中一个筋板的侧壁紧贴在筋板定位块上,再将筋板定位组件放置在两个筋板之间,再驱动第二推拉式快速夹钳抵推筋板,将两筋板、主板和筋板定位组件固定在一起,依次操作在多个固定组件都固定上下闭锁座组件,再呼叫铆焊机器人将下闭锁座铆焊在一起,焊接完成后将下闭锁座从工作台上取下来,工作效率大大提高,且定位稳固,不会再焊接时晃动,成品率大大提高。
附图说明
14.为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
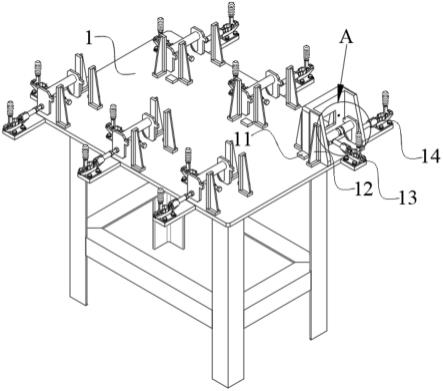
15.图1为本实用新型实施例提供的总体结构示意图;
16.图2为图1中a处放大图。
17.附图标记说明:
18.1、工作台;11、主板定位块;12、筋板定位块;13、第一推拉式快速夹钳;14、第二推拉式快速夹钳;2、筋板定位组件;21、抵推板;22、内螺纹管;23、连接环;24、加强筋。
具体实施方式
19.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
20.如图1-2所示,一种下闭锁座组件焊接工装,包括工作台1和筋板定位组件2,工作台1上设置有多个用于固定下闭锁座的固定组件,固定组件包括固定安装于工作台1上的主板定位块11、筋板定位块12以及垂直分布的第一推拉式快速夹钳13和第二推拉式快速夹钳14,第一推拉式快速夹钳13受驱移动以夹持下闭锁座组件的主板,第二推拉式快速夹钳14受驱移动以抵推下闭锁座组件的筋板。
21.上述技术方案中,在工作时,先将下闭锁座的主板放置在工作台1上,主板抵靠在主板定位块11上,再驱动第一推拉式快速夹钳13将主板固定住,再将两个筋板放置在工作台1上,两个筋板垂直于主板并紧贴在主板上,其中一个筋板的侧壁紧贴在筋板定位块12上,再将筋板定位组件2放置在两个筋板之间,再驱动第二推拉式快速夹钳14抵推筋板,将两筋板、主板和筋板定位组件2固定在一起,依次操作在多个固定组件都固定上下闭锁座组件,再呼叫铆焊机器人将下闭锁座铆焊在一起,焊接完成后将下闭锁座从工作台1上取下来,工作效率大大提高,且定位稳固,不会再焊接时晃动,成品率大大提高。
22.作为本实用进一步提供的实施例,如图1-2所示,筋板定位组件2包括连接环23和平行设置的抵推板21,抵推板21相邻一侧的侧壁上设置有内螺纹管22,两内螺纹管22螺纹线方向相反,连接环23的两端分别设置有与两内螺纹管22适配的螺纹线,连接环23上设置有刻度线,内螺纹管22与抵推板21之间设置有加强筋24;在工作时,先将下闭锁座的主板放置在工作台1上,主板抵靠在主板定位块11上,再驱动第一推拉式快速夹钳13将主板固定住,再将两个筋板放置在工作台1上,两个筋板垂直于主板并紧贴在主板上,其中一个筋板的侧壁紧贴在筋板定位块12上,再将筋板定位组件2放置在两个筋板之间,转动连接环23,两内螺纹管22之间的距离增大,根据连接环23上的刻度线确定两个抵推板21之间的距离,将两个抵推板21之间的距离调整至与预先设定的筋板的距离一致后停止,再驱动第二推拉式快速夹钳14抵推筋板,将两筋板、主板和筋板定位组件2固定在一起,依次操作在多个固定组件都固定上下闭锁座组件,再呼叫铆焊机器人将下闭锁座铆焊在一起,焊接完成后将下闭锁座从工作台1上取下来,工作效率大大提高,且定位稳固,不会再焊接时晃动,成品率大大提高。
23.作为本实用进一步提供的再一个实施例,如图1所示,工作台1上设置有呼叫按钮,
在将下闭锁座组件固定在工作台1上后,按下呼叫按钮,呼叫铆焊机器人将下闭锁座固定在一起。
24.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
技术特征:
1.一种下闭锁座组件焊接工装,其特征在于,包括工作台(1)和筋板定位组件(2),所述工作台(1)上设置有多个用于固定下闭锁座的固定组件,所述固定组件包括固定安装于所述工作台(1)上的主板定位块(11)、筋板定位块(12)以及垂直分布的第一推拉式快速夹钳(13)和第二推拉式快速夹钳(14),所述第一推拉式快速夹钳(13)受驱移动以夹持下闭锁座组件的主板,所述第二推拉式快速夹钳(14)受驱移动以抵推下闭锁座组件的筋板。2.根据权利要求1所述的下闭锁座组件焊接工装,其特征在于,所述筋板定位组件(2)包括连接环(23)和平行设置的抵推板(21)。3.根据权利要求2所述的下闭锁座组件焊接工装,其特征在于,所述抵推板(21)相邻一侧的侧壁上设置有内螺纹管(22)。4.根据权利要求3所述的下闭锁座组件焊接工装,其特征在于,两所述内螺纹管(22)螺纹线方向相反。5.根据权利要求4所述的下闭锁座组件焊接工装,其特征在于,所述连接环(23)的两端分别设置有与两所述内螺纹管(22)适配的螺纹线。6.根据权利要求2所述的下闭锁座组件焊接工装,其特征在于,所述连接环(23)上设置有刻度线。7.根据权利要求3所述的下闭锁座组件焊接工装,其特征在于,所述内螺纹管(22)与所述抵推板(21)之间设置有加强筋(24)。8.根据权利要求1所述的下闭锁座组件焊接工装,其特征在于,所述工作台(1)上设置有呼叫按钮。
技术总结
本实用新型公开了一种下闭锁座组件焊接工装,包括工作台和筋板定位组件,所述工作台上设置有多个用于固定下闭锁座的固定组件,所述固定组件包括固定安装于所述工作台上的主板定位块、筋板定位块以及垂直分布的第一推拉式快速夹钳和第二推拉式快速夹钳,所述第一推拉式快速夹钳受驱移动以夹持下闭锁座组件的主板,所述第二推拉式快速夹钳受驱移动以抵推下闭锁座组件的筋板。该实用新型提供的下闭锁座组件焊接工装,在工作时,依次在多个固定组件都固定上下闭锁座组件,再呼叫铆焊机器人将下闭锁座铆焊在一起,焊接完成后将下闭锁座从工作台上取下来,工作效率大大提高,且定位稳固,不会再焊接时晃动,成品率大大提高。成品率大大提高。成品率大大提高。
技术研发人员:于强 宁立峰 王琨 吕艳艳 董敬 吕建国 吕建军 黄金永 张文峰 任怀飞
受保护的技术使用者:山东聚凯新材料有限公司
技术研发日:2022.06.08
技术公布日:2022/12/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1