一种高精度齿轮轴组件的压装工装的制作方法
1.本实用新型是一种高精度的齿轮压装工装,是一种应用工业变速箱,汽车新能源变速箱中间轴组件的新型弹性压装夹具。
背景技术:
2.电力驱动的新能源汽车减速器中,通常会采用二级齿轮减速机构,其中第一级从动齿轮和第二级的中间轴往往会采用大径过盈或齿侧过盈的配合的方式压装成齿轮轴组件。在压装过程中,使用传统的刚性工装会使轴齿压装接触面瞬间承受过大的压力,导致齿轮变形,会使齿向螺旋角误差或齿向v值出现超差的现象影响齿轮精度,进而影响到变速箱的nvh性能,为防止或者改善这种现象,需要一种可弹性缓冲的高精度的新型压装工装。
技术实现要素:
3.本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种设计合理,结构简单,加工良品率高,在一定范围内适用于不同尺寸的高精度齿轮轴组件的压装工装。
4.本实用新型解决上述问题所采用的技术方案是:一种高精度齿轮轴组件的压装工装,
5.包括通过螺栓固定在压机上的上压盖和通过定位结构安装在工作台上的压装工装本体,压装工装本体包括自下而上依次设置的压装底座、支撑套筒和支撑体;支撑套筒安装在压装底座上,支撑体安装在压装底座上,在支撑体和安装底座中间装有圆柱压缩弹簧;所述支撑体上装有支撑垫块和防护树脂套ⅰ,支撑垫块上装有防护树脂套ⅱ。
6.本实用新型中间轴放置于支撑体上,盘齿轮按装配方向放置于中间轴上,转动工件花键找正放平,进行工件压装时,支撑体受压力圆柱压缩弹簧并向下移动,当支撑体下端面和压装底座贴合后,受到向上的支撑力,盘齿轮逐渐压入到中间轴上,在保压一段时间后,上压头开始上升回位,工件随支撑体开始回弹上升,到一定位置后紧固螺钉卡住支撑体恢复原位,此时可方便取下工件,一次压装操作完成。
7.本实用新型所述支撑体通过圆柱螺旋压缩弹簧、导向结构与压装底座之间弹性连接。防止工件在压装过程中歪斜,轴齿轮端面受力不均衡,在支撑体和压装底座上设置有导向结构,保证工件在压装过程中处于中心位置。
8.本实用新型防护树脂套ⅰ与支撑垫块安装在支撑体上,与工件外圆单边预留有0.4mm左右的间隙,方便零件限位和取放。
9.本实用新型所述压装底座、支撑套筒、支撑体和支撑垫块均由渗碳钢制成。
10.本实用新型的工装本体根据工件压装高度h1,精确设计压装底座、支撑体和支撑套筒之间的高度关系,h1(工件压装高度)=h2(支撑垫块到支撑套筒上端面距离)+h3(支撑体下表面和支撑套筒上表面接触间隙为零后支撑套筒上表面和中间轴齿轮下端面距离),h3取值范围在0.03~0.10mm之间(参考图2)。确保支撑体下表面和支撑套筒上表面接触间隙为零后支撑套筒上表面和中间轴齿轮下端面预留约0.03~0.10mm的左右的间隙,确保在一
定公差变动范围内的工件均能压装到位。
11.本实用新型与现有技术相比,具有以下优点和效果:1、工装定位性好,可防止工件倾斜等造成的压装接触面受力不均衡现象,在压装极限位置支撑套筒可对盘齿轮进行支撑缓冲,改善轴齿轮端面受力过大发生严重变形影响产品精度,进而提升了生产合格率;2、工装结构紧凑,制作成本低,重量适中,具有一定通用性,通过更换不同的支撑垫块、树脂防护套及压盖,可压装不同的齿轮轴组件,可实现快速换线。
附图说明
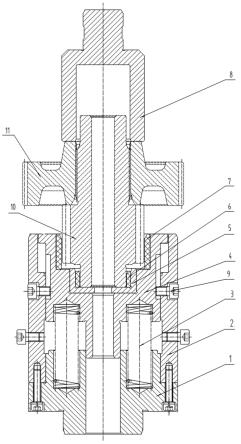
12.图1为本实用新型实施实例的结构示意图。
13.图2为本实用新型实施实例的压装结构示意图。
14.图中:压装底座1、支撑套筒2、圆柱压缩弹簧3、支撑体4、支撑垫块5、树脂防护套ⅰ6、树脂防护套ⅱ7、上压盖8、紧固螺钉9、中间轴10、轴齿轮11。
具体实施方式
15.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实例是对本实用新型的解释而本实用新型并不局限于以下实例。
16.参见图1-2,本实例中的高精度齿轮轴组件的压装工装,包括安装在油压机工作台上的压装工装本体和安装于液压柱上的上压盖8,压装工装本体自下而上依次包括压装底座1、支撑套筒2、圆柱压缩弹簧3、支撑体4、可调节支撑垫块5、树脂防护套ⅰ6、树脂防护套ⅱ7;压装底座1安装在支撑套筒2上,用4个内六角螺栓固定,支撑体4装在压装底座1上,通过导向孔小间隙配合,在支撑体4和安装底座1中间装有4个等高圆柱压缩弹簧3,支撑体4通过紧固螺钉9和支撑套筒2限位连接防止转动,在支撑体4上装有可更换调节高度的支撑垫块5和防护树脂套ⅱ7,支撑垫块5上装有防护树脂套ⅰ6,起到防磕碰和工件限位的作用,在正常状态时,弹簧将支撑体4弹起,通过紧固螺钉9限位。
17.本实施例操作流程:调整好程序后进行压装作业,将中间轴10大头向下放置于支撑体4中,盘齿轮按正确的压装方向放置在中间轴齿轮11上导向对正,如图1所示。启动压机后,压机上压头向下移动,当上压头和盘齿轮上端面开始接触时,支撑体4受到向下的压力,圆柱压缩弹簧3开始压缩进行缓冲,支撑体4随工件一起向下位移。当支撑体4下端面和压装底座1贴合后,受到向上的支撑力,盘齿轮逐渐压入到中间轴10上(如图-2所示),当压入到位后,盘齿轮下端面基本和支撑套筒2上端面贴合或有003~0.10mm左右的微小间隙,当压装力过大时,支撑套筒2上端面对盘齿轮下端面有一定的缓冲支撑或校正作用,防止因压力过大导致工件齿部变形影响精度,在保压一段时间后,上压头开始上升回位,工件随支撑体4开始回弹上升,到一定位置后紧固螺钉9卡住支撑体4恢复原位,此时可方便取下工件,一次压装操作完成,即可进入下次压装操作。
18.本实施例可以根据不同的零件,制作不同的支撑套筒、上压盖、支撑体、支撑垫块或防护树脂套,工装结构不变,适用于类似中间轴组件齿轮的大批量压装加工。
19.此外,需要说明的是,凡依据本实用新型专利构思的构造、特征及原理所做的等效变化或者简单变化,均包括于本实用新型专利的保护范围内。
技术特征:
1.一种高精度齿轮轴组件的压装工装,包括压装工装本体,所述压装工装本体通过定位结构安装在工作台上,其特征在于:还包括固定在压机上的上压盖,所述压装工装本体包括自下而上依次设置的压装底座、支撑套筒和支撑体;所述支撑套筒安装在压装底座上,所述支撑体安装在压装底座上,在支撑体和安装底座中间装有圆柱压缩弹簧;所述支撑体上装有支撑垫块和防护树脂套ⅰ,所述支撑垫块上装有防护树脂套ⅱ。2.根据权利要求1所述的高精度齿轮轴组件的压装工装,其特征在于:所述支撑体通过圆柱螺旋压缩弹簧、导向结构与压装底座之间弹性连接。3.根据权利要求1所述的高精度齿轮轴组件的压装工装,其特征在于:所述压装底座、支撑套筒、支撑体和支撑垫块均由渗碳钢制成。
技术总结
本实用新型涉及一种高精度齿轮轴组件的压装工装,包括通过螺栓固定在压机上的上压盖和通过定位结构安装在工作台上的压装工装本体,压装工装本体包括自下而上依次设置的压装底座、支撑套筒和支撑体;支撑套筒安装在压装底座上,支撑体安装在压装底座上,在支撑体和安装底座中间装有圆柱压缩弹簧;支撑体上装有支撑垫块和防护树脂套Ⅰ,支撑垫块上装有防护树脂套Ⅱ。压装底座通过定位结构安装在工作台上工件放置在支撑体中,开始压装后,支撑体在压力的作用下向下位移,到达极限位置时,工件盘齿轮端面与支撑套筒接触,同时承受压机施加的过大的压力,确保工件轴齿轮不发生严重变形,提高了加工良品率。提高了加工良品率。提高了加工良品率。
技术研发人员:张相蔚 裘剑 李增荣
受保护的技术使用者:双环传动(嘉兴)精密制造有限公司
技术研发日:2022.06.24
技术公布日:2022/9/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1