一种钢桥梁构件焊接反变形控制工装的制作方法
1.本实用新型属于公路钢桥梁施工技术领域,具体涉及一种钢桥梁构件焊接反变形控制工装。
背景技术:
2.随着国家经济的高质量发展,科学技术不断进步,国家利民政策不断落实,特别是近几年来县县通高速政策的落实,加速了高速公路的建设工作。目前高速公路的建设技术成熟,部分地区的已由传统的混凝土浇筑道路转换为钢箱梁高速桥梁。钢箱梁因其具备箱梁抗压强度强,且内部空心,在满足质量要求同时比现浇混凝土自重轻;钢箱梁施工便捷,因钢箱梁制作在加工厂内完成,现场主要为吊装及组装焊接工序,减少了混凝土支设模板、绑扎钢筋等作业,缩短了现场安装施工周期;钢箱梁的制作费用相对现浇梁的制作费用较低;钢材能耗低、可回收利用,符合绿色经济发展等特点而受到广泛应用。钢箱梁制作过程中,为保证其整体刚性、抗压强度、抗震性等质量要求的同时具备减少钢材的损耗等要求,通常会在顶板、腹板、底板处增设间距为200~310mm左右的密集板以保证质量强度。因筋板布置较密集,每件筋板与钢板的角焊缝为2条,因此在增强了构件的整体强度的同时也增加了筋板与钢板的焊缝量,随之而来的焊接受热变形、焊接收缩、产品外观质量控制、构件尺寸控制等控制难点,构件成型效果不好的需进行构件大面积的烤火矫形或机械矫形以可达到质量要求。
3.因此,有必要提供一种钢桥梁构件焊接反变形控制工装,以控制焊接构件的形状不变。
技术实现要素:
4.针对背景技术中存在的问题,本实用新型提出了一种测量控制点保护装置,通过在测量点内设置了保护装置,且放大了测量点可见性,确保了测量点不受外界环境破坏,保障了测量点的稳定性。
5.为实现上述目的,本实用新型采用如下技术方案:焊接反变形控制工装包括反变形控制板、夹具、千斤顶、“l”型支架,变形控制板顶部设置为弧形,反变形控制板两侧对称安装夹具,夹具包括千斤顶和“l”型支架,“l”型支架顶端安装千斤顶。
6.作为优选,反变形控制板上设置多对螺栓孔,夹具通过螺栓安装在螺栓孔上。
7.作为优选,还包括摆动式自动焊接机移动平台,摆动式自动焊接机移动平台安装在平台支撑上,摆动式自动焊接机移动平台的下方等间距设置反变形控制板。
8.本实用新型的有益效果:
9.通过夹具和千斤顶加固设备固定钢桥梁焊接构件,对构件在焊接过程中受热收缩和变形进行有效控制,且工装操作方便、使用简单、性能安全可靠,保障了焊接件的形状不变,提高了焊接效率。
附图说明
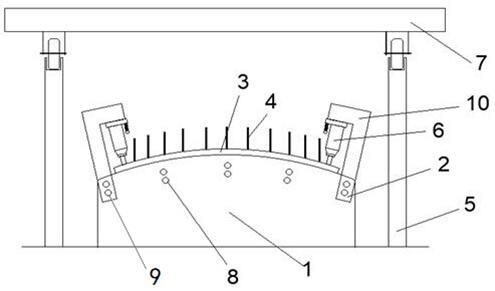
10.图1为本实用新型的主视图;
11.图中,1-反变形控制板;2-夹具;3-构件面板;4-构件筋板;5-平台支撑;6-千斤顶;7-摆动式自动焊接机移动平台;8-螺栓孔;9-螺栓;10
‑“
l”型支架;
具体实施方式
12.为了使本实用新型的目的技术方案和有益效果更加清楚,下面将结合附图,对本实用新型的优选实施例进行详细的说明,以方便技术人员理解。
13.如图1所示,一种钢桥梁构件焊接反变形控制工装包括:反变形控制板1、夹具2、千斤顶6、摆动式自动焊接机平台支撑5、摆动式自动焊接机移动平台7、螺栓孔8、螺栓9、“l”型支架10,反变形控制板1为t=20mm钢板制作的带有圆弧r的钢板,夹具2采用t=20mm的钢板制作通过螺栓9对称安装在反变形控制板1上,夹具2包括“l”型支架10和千斤顶6,千斤顶6采用5t液压千斤顶安装在“l”型支架10顶端,反变形控制板1上设置有多对螺栓孔8,两个夹具2可根据构件面板3大小通过螺栓9安装在反变形控制板1不同位置,摆动式自动焊接机移动平台7安装在平台支撑5上,在移动平台上设置多台hcd500a-1自动焊接机,摆动式自动焊接机移动平台7的下方等间距设置反变形控制板1。
14.本实用新型使用时,将构件组合件点焊加固成整体后吊装到工装上,夹具2根据钢桥梁构件面板3规格大小通过螺栓9对称安装在反变形控制板1,采用千斤顶5将构件面板3加固在反变形控制板上进行焊接前反变形控制,工装可以根据组合件的构件筋板4密集程更换圆弧半径不同的反变形控制板1;摆动式自动焊接机布置于槽钢搭接的摆动式自动焊接机移动平台7上,可根据施焊范围布置两台及以上的焊接机,施工人员通过提前调试焊接机的焊接参数、摆动幅度、摆动速率等参数以保证焊接质量,焊接时施工人员通过观察焊接机的焊缝成型,焊缝融合,焊缝路径等控制要素来操控焊接机,焊接完成后待焊缝冷却后,取下加固设备。
15.最后说明的是,以上优选实施例仅用以说明本实用新型的技术方案而非限制,尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本实用新型权利要求书所限定的范围。
技术特征:
1.一种钢桥梁构件焊接反变形控制工装,其特征在于:焊接反变形控制工装包括反变形控制板(1)、夹具(2)、千斤顶(6)、“l”型支架(10),变形控制板(1)顶部设置为弧形,反变形控制板(1)两侧对称安装夹具(2),夹具(2)包括千斤顶(6)和“l”型支架(10),“l”型支架(10)顶端安装千斤顶(6)。2.根据权利要求1所述的一种钢桥梁构件焊接反变形控制工装,其特征在于:反变形控制板(1)上设置多对螺栓孔(8),夹具(2)通过螺栓(9)安装在螺栓孔(8)上。3.根据权利要求1所述的一种钢桥梁构件焊接反变形控制工装,其特征在于:还包括摆动式自动焊接机移动平台(7),摆动式自动焊接机移动平台(7)安装在平台支撑(5)上,摆动式自动焊接机移动平台(7)的下方等间距设置反变形控制板(1)。
技术总结
本实用新型公开了一种钢桥梁构件焊接反变形控制工装,属于公路桥梁施工技术领域,焊接反变形控制工装包括反变形控制板、夹具、千斤顶、“L”型支架,变形控制板顶部设置为弧形,反变形控制板两侧对称安装夹具,夹具包括千斤顶和“L”型支架,“L”型支架顶端安装千斤顶,反变形控制板上设置多对螺栓孔、螺栓,摆动式自动焊接机移动平台安装在平台支撑上,摆动式自动焊接机移动平台的下方等间距设置反变形控制板,本实用新型通过夹具和千斤顶加固设备固定钢桥梁焊接构件,对构件在焊接过程中受热收缩和变形进行有效控制,且工装操作方便、使用简单、性能安全可靠,保障了焊接件的形状不变,提高了焊接效率。提高了焊接效率。提高了焊接效率。
技术研发人员:赵田伟 余天才 王孟 汪剑东 杨鼎 杨佳佳 辛石镱 幸能旺 夏纯 杨森隆
受保护的技术使用者:中国水利水电第十四工程局有限公司
技术研发日:2022.06.28
技术公布日:2022/11/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1