两刃钻铣倒角刀的制作方法
1.本实用新型涉及一种刀具,具体涉及一种用于型材加工的钻铣刀具。
背景技术:
2.现有技术中,钻铣刀具被广泛应用于材料的加工,例如在型材上钻孔等。如果要在同一条铝型材同一个面上加工出圆孔、槽孔,沉头孔等多种型号的孔,用传统的普通刀具就需要准备多种型号的刀具(钻头、铣刀,倒角刀等),并且每加工一种孔,就要更换相应的刀具,这在正常生产时,不仅增加了成本,而且也增加了加工时间,此外,由于铝型材材质较软的特性,用普通刀具在钻孔完成后,孔内很容易产生披锋。
技术实现要素:
3.本实用新型要解决的技术问题在于提供一种可以加工出两种不同尺寸的孔或槽孔以及沉头孔的两刃钻铣倒角刀,从而减少加工时间,降低加工成本。
4.本实用新型的技术方案如下:一种两刃钻铣倒角刀,包括:位于前部的刀身和位于后部的刀柄;所述刀身前部设有钻铣刃,刀身的侧壁上开设有排屑槽;
5.所述钻铣刃设有前后两个直径不同的部分,前部钻铣刃处的直径小于后部钻铣刃处的直径,所述后部钻铣刃后端还连接有倒角刃。
6.所述钻铣刃的前端设有三个钻尖,其中一个钻尖位于所述刀身的中心轴位置,另外两个钻尖对称分布在中部的钻尖两侧。
7.中部的所述钻尖设有对称的两个切削刃以及位于中部的横刃,两侧的钻尖各设有一个切削刃。
8.三个钻尖的前端位于垂直所述刀身中心轴的同一个平面上。
9.所述前部钻铣刃处的直径为4.2毫米,后部钻铣刃处的直径为5.1毫米。
10.所述钻铣刃沿周向设有两个以上,所述排屑槽成型于相邻钻铣刃之间。
11.与现有技术相比较,本实用新型的两刃钻铣倒角刀在刀身上设有两个不同直径部分的钻铣刃,并在钻铣刃后部设有倒角刃,可以钻出两种不同尺寸的孔,或者铣削出两种不同尺寸的槽孔,需要时还可同时加工出沉头孔,可减少更换刀具的情况,能有效减少加工时间、降低加工成本;此外,钻尖设有三个,具有特殊设计的形状,在很大程度上增加了钻孔的品质,能保证钻孔过后孔的光滑度,孔内无披锋。
附图说明
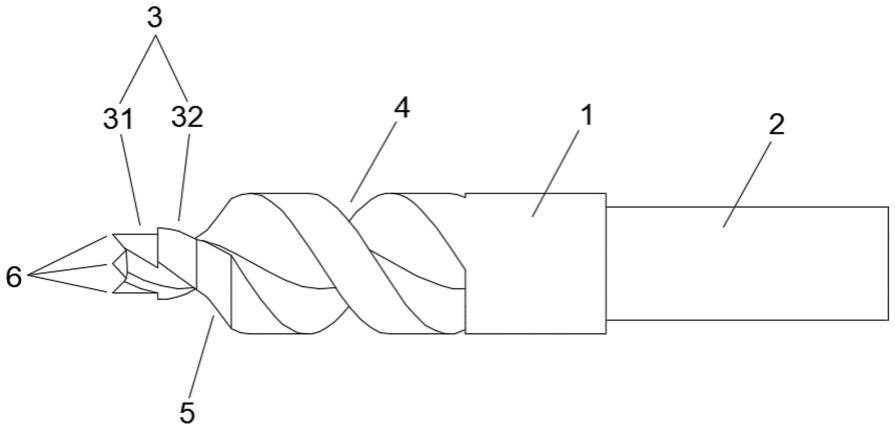
12.图1为本实用新型两刃钻铣倒角刀的主视图;
13.图2为本实用新型两刃钻铣倒角刀的左视图。
具体实施方式
14.下面结合实施例和附图对本实用新型作进一步的详细说明。
15.如图1所示,本实用新型的两刃钻铣倒角刀包括:位于前部的刀身1和位于后部的刀柄2。其中,所述刀柄2主要用于固定在钻机的钻夹头上。所述刀身1前部设有钻铣刃3,该钻铣刃3的前端成型有钻尖6、后端还连接有倒角刃5。所述钻铣刃3和倒角刃5沿周向分别设有两个以上,相邻的钻铣刃3之间的刀身1侧壁上成型有排屑槽4,主要用于排出工件加工过程中产生的金属屑等。
16.本实用新型中,所述钻铣刃3设有前后两个直径不同的部分,前部钻铣刃31处的直径小于后部钻铣刃32处的直径。本实施例中,所述前部钻铣刃31处的直径为4.2毫米,后部钻铣刃32处的直径为5.1毫米。由此,钻铣刃3可以钻出两种不同尺寸的孔,同时,钻铣刃3还可以铣削出两种不同尺寸的槽孔。由此,可以少更换刀具的情况,能有效减少加工时间、降低加工成本。
17.所述倒角刃5与后部钻铣刃32的后端相连,该倒角刃5的设计与传统的倒角刀类似,当需要加工沉头孔时,由该倒角刃5起作用。
18.如图1和图2所示,本实用新型中,所述钻铣刃3的前端设有三个钻尖6,其中一个钻尖6位于所述刀身1的中心轴位置,另外两个钻尖6对称分布在中部的钻尖6两侧,由钻铣刃3前端上下两侧向前延伸而成。其中,中部的所述钻尖6设有对称的两个中部切削刃61以及位于中间尖部很短的横刃62,两侧的钻尖6各设有一个侧边切削刃63。此外,三个钻尖6的前端位于垂直所述刀身1中心轴的同一个平面上。这与传统钻头只设有一个钻尖、由两个切削刃及一个横刃组成的设计不同。在钻孔时,中间钻尖钻削工件的孔,在钻孔的过程中通过两侧的两个尖的侧边切削刃63切削孔壁,并且在钻削排屑时能在两侧侧边切削刃63的切削力的导向作用下,金属屑会顺着排屑槽4排出到孔外,通过这种特别的设计,保证了钻孔过后孔的光滑度,孔内无披锋,并且还可以达到很好的排屑效果。
19.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种两刃钻铣倒角刀,包括:位于前部的刀身(1)和位于后部的刀柄(2);所述刀身(1)前部设有钻铣刃(3),刀身(1)的侧壁上开设有排屑槽(4);其特征在于:所述钻铣刃(3)设有前后两个直径不同的部分,前部钻铣刃(31)处的直径小于后部钻铣刃(32)处的直径,所述后部钻铣刃(32)后端还连接有倒角刃(5)。2.根据权利要求1所述的两刃钻铣倒角刀, 其特征在于:所述钻铣刃(3)的前端设有三个钻尖(6),其中一个钻尖(6)位于所述刀身(1)的中心轴位置,另外两个钻尖(6)对称分布在中部的钻尖(6)两侧。3.根据权利要求2所述的两刃钻铣倒角刀, 其特征在于:中部的所述钻尖(6)设有对称的两个切削刃以及位于中部的横刃,两侧的钻尖(6)各设有一个切削刃。4.根据权利要求2或3所述的两刃钻铣倒角刀, 其特征在于:三个钻尖(6)的前端位于垂直所述刀身(1)中心轴的同一个平面上。5.根据权利要求1、2或3所述的两刃钻铣倒角刀, 其特征在于:所述前部钻铣刃(31)处的直径为4.2毫米,后部钻铣刃(32)处的直径为5.1毫米。6.根据权利要求1、2或3所述的两刃钻铣倒角刀, 其特征在于:所述钻铣刃(3)沿周向设有两个以上,所述排屑槽(4)成型于相邻钻铣刃(3)之间。
技术总结
本实用新型公开了一种两刃钻铣倒角刀,包括:位于前部的刀身(1)和位于后部的刀柄(2);所述刀身(1)前部设有钻铣刃(3),刀身(1)的侧壁上开设有排屑槽(4);所述钻铣刃(3)设有前后两个直径不同的部分,前部钻铣刃(31)处的直径小于后部钻铣刃(32)处的直径,所述后部钻铣刃(32)后端还连接有倒角刃(5)。本实用新型的两刃钻铣倒角刀可加工两种不同尺寸的孔或槽孔,还可同时加工沉头孔,可有效减少工件的加工时间、降低加工成本。降低加工成本。降低加工成本。
技术研发人员:黄天祥 黄慧敏
受保护的技术使用者:有利华建材(惠州)有限公司
技术研发日:2022.07.04
技术公布日:2023/1/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1