一种用于大切深重型机床的车刀的制作方法
1.本实用新型属于重型机床加工领域,尤其涉及一种用于大切深重型机床的车刀。
背景技术:
2.目前,在重型机床(大型立车)的工作中,被加工工件多数有着毛坯体积大、余量多、加工表面质量不好等特征。而尽可能的提升金属切除率是提升工件粗加工效率的唯一途径,但由于加工工件的质量和体积巨大,所以在加工时的线速度就会很低,只能通过加大刀具切深来提升金属切除率从而达到提升粗加工效率的目的。之前现场一直使用a130或a330等焊接刀具,切深为15mm左右,若提升金属切除率,需要选用a160等焊接刀具,现有车刀无法满足安装要求。
技术实现要素:
3.为克服现有技术的不足,本实用新型的目的是提供一种结构精简稳固的用于大切深重型机床的车刀,安装方便快捷,提升刀具切深,提高立车的粗加工效率。
4.为实现上述目的,本实用新型通过以下技术方案实现:
5.一种用于大切深重型机床的车刀,由刀块、刀杆组成,所述的刀杆前端设有定位槽,定位槽内通过螺栓与刀块固定连接,刀块用于安装刀片,定位槽底面与侧面夹角为锐角,定位槽侧面开有螺纹孔,刀杆上开有减重孔;所述的刀块上开有螺栓安装孔,刀块顶部开有刀片槽。
6.所述的定位槽底面与侧面夹角为45
°
~80
°
。
7.所述的刀块底面、侧面和定位槽相匹配。
8.所述的刀杆横截面为正方形。
9.所述的刀杆横截面为60mm
×
60mm的正方形。
10.与现有技术相比,本实用新型的有益效果是:
11.1)用于大切深重型机床的车刀为分体式结构,刀块与刀杆前端采用螺栓固定,安装拆卸方便快捷,只需更换刀块就可以继续作业,提升经济性的同时依然能够保持较高的加工效率。
12.2)刀杆增大,采用横截面为60mm
×
60mm的正方形,整体锻造加工而成,大幅增加刚性,满足大切深的需求,且刀杆配有减重孔,大幅减轻重量,方便安装。
13.3)刀块与刀杆通过锐角定位,并通过螺栓固定,稳固性好,并且刀块通过刀片槽与a160刀片焊接,与以往的a130刀片相比,吃刀量大幅提升。
附图说明
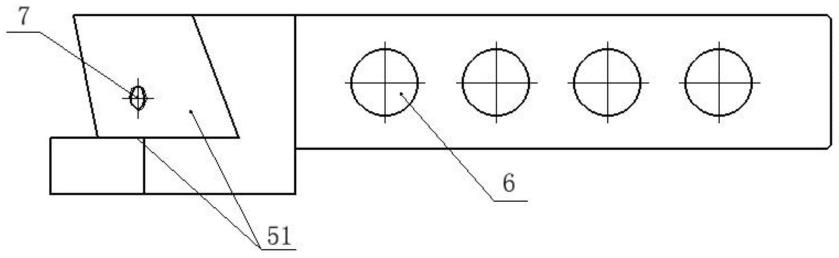
14.图1是刀杆的主视图;
15.图2是刀杆的俯视图;
16.图3是刀块的主视图;
17.图4是刀块的剖视图。
18.图中:1-刀杆2-刀块3-刀片槽4-螺栓安装孔51-定位面52-定位面6-减重孔7-螺纹孔。
具体实施方式
19.下面结合说明书附图对本实用新型进行详细地描述,但是应该指出本实用新型的实施不限于以下的实施方式。
20.见图1-图4,一种用于大切深重型机床的车刀为分体式结构,由刀块2、刀杆1组成,刀杆1前端设有定位槽,定位槽内通过螺栓与刀块2固定连接,刀块2用于安装刀片,定位槽底面与侧面(定位面51)夹角为锐角,定位槽侧面开有螺纹孔7,用于固定刀块2,刀杆1上开有若干个减重孔6,减轻刀杆1重量,方便操作人员装夹;刀块2上开有螺栓安装孔4(沉头孔),刀块2顶部开有刀片槽3。
21.定位槽底面与侧面夹角为45
°
~80
°
,优选75
°
,刀块2底面、侧面(定位面52)和定位槽相匹配,与刀杆1形成定位结构。刀杆1横截面为正方形,优选横截面为60mm
×
60mm的正方形,增加刀杆1强度。刀块2在刀片槽3上焊接a160刀片,车刀可直接装夹在立车等设备上。
22.具体安装时,将刀块2的定位面32与刀杆1的定位面31对准,用m12的内六角螺栓将刀块2与刀杆1连接并达到紧固状态。刀块2的刀片槽3,槽的长度、宽度和角度都与合金刀片a160大小一致刚性更好,将刀片放置到刀片槽3中进行焊接,冷却后即可使用。由于采用了形状更大的a160刀片,使其加工时的吃刀深度可以达到30mm。比以往的传统焊接刀具(a130等)切深增加了一倍还多,大幅提升金属切除率,因而加工效率也有了非常显著的提升。
23.本实用新型结构精简,在保证刀杆1刚性的同时重量大幅减少,安装方便快捷,同时还可以设计成不同角度的刀杆1来满足不同加工需求,超大的吃刀深度极大的提高了加工效率。
技术特征:
1.一种用于大切深重型机床的车刀,其特征在于,由刀块、刀杆组成,所述的刀杆前端设有定位槽,定位槽内通过螺栓与刀块固定连接,刀块用于安装刀片,定位槽底面与侧面夹角为锐角,定位槽侧面开有螺纹孔,刀杆上开有减重孔;所述的刀块上开有螺栓安装孔,刀块顶部开有刀片槽。2.根据权利要求1所述的一种用于大切深重型机床的车刀,其特征在于,所述的定位槽底面与侧面夹角为45
°
~80
°
。3.根据权利要求1所述的一种用于大切深重型机床的车刀,其特征在于,所述的刀块底面、侧面和定位槽相匹配。4.根据权利要求1所述的一种用于大切深重型机床的车刀,其特征在于,所述的刀杆横截面为正方形。5.根据权利要求1所述的一种用于大切深重型机床的车刀,其特征在于,所述的刀杆横截面为60mm
×
60mm的正方形。
技术总结
本实用新型涉及一种用于大切深重型机床的车刀,由刀块、刀杆组成,所述的刀杆前端设有定位槽,定位槽内通过螺栓与刀块固定连接,刀块用于安装刀片,定位槽底面与侧面夹角为锐角,定位槽侧面开有螺纹孔,刀杆上开有减重孔;所述的刀块上开有螺栓安装孔,刀块顶部开有刀片槽。优点是:采用分体式结构,刀块与刀杆前端采用螺栓固定,安装拆卸方便快捷,只需更换刀块就可以继续作业,提升经济性的同时依然能够保持较高的加工效率。保持较高的加工效率。保持较高的加工效率。
技术研发人员:董太龙 刘健 汤杨 张淳 谷会斌 苗娜
受保护的技术使用者:辽宁福鞍机械制造有限公司
技术研发日:2022.07.08
技术公布日:2022/12/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1