一种薄管零件的车床紧固架的制作方法
1.本实用新型涉及一种薄管零件的车床紧固架,属于车床辅助工具技术领域。
背景技术:
2.针对薄管零件车削加工过程中的紧固,一直是行业内的一个难题。目前常用的方式是预先加工一个与其内径相同的支撑套,在零件内套入支撑套后才能实现车床卡盘的装卡。而管类零件尺寸较长时,则需要在两侧均套入支撑套,并在车床床身上加装另一套卡盘才能实现固定。
3.每种管径的零件都需要单独加工支撑套,增加了加工时长,也浪费了加工所需的材料,双侧支撑套的耗材量和加工时长则又增加一倍。安装副卡盘的同时,影响了生产效率,也增加了操作难度,而且由于零件的中部无法支撑,在车削过程中,薄管零件也容易发生变形,生产质量下降,成品率降低。
技术实现要素:
4.为了解决上述现有技术存在的不足,本实用新型提供了一种薄管零件的车床紧固架,能够满足紧固多种管径的薄管零件使用,降低加工难度、加工成本,提高生产效率,防止薄管零件在紧固过程中和加工过程中发生变形。
5.本实用新型解决其技术问题所采用的技术方案是:一种薄管零件的车床紧固架,包括主轴和筋板,主轴前端装卡在车床卡盘上,主轴后端通过车床尾座的回转顶尖顶紧,主轴中部侧壁上设有八个等角度阵列的筋板,筋板外套有薄管零件,筋板与薄管零件间设有膨胀支撑架,膨胀支撑架膨胀后将薄管零件的圆周内壁顶紧支撑,主轴尾端设有控制膨胀支撑架膨胀和收紧的膨胀架调节机构。
6.进一步的,膨胀支撑架由支撑横梁、平行支臂和支撑杆组成,在筋板外侧均设有与其平行的支撑横梁,支撑横梁与筋板间均铰接有数个等间距的平行支臂,平行支臂向主轴后端倾斜,在最后方的平行支臂中部均铰接有支撑杆,支撑杆后端铰接在膨胀架调节机构上。
7.进一步的,膨胀架调节机构由膨胀调节环、法兰盘和膨胀环平移调节机构组成,膨胀调节环套在筋板后方的主轴上,在其侧壁上设有与支撑杆尾端铰接的铰接座;在主轴尾端固定有法兰盘,在法兰盘与膨胀调节环间设有膨胀环平移调节机构。
8.进一步的,膨胀环平移调节机构由丝母、丝杠和丝杠轴座组成,丝杠上套有丝母,丝杠尾端套在丝杠轴座上,丝杠与主轴平行,丝母的侧壁与膨胀调节环固定连接在一起,丝杠轴座固定在法兰盘上,丝杠的方头从法兰盘的后端伸出。
9.本实用新型的有益效果是:解决了车削加工时薄管零件不易紧固和因紧固易变形的问题,该紧固架固定在车床卡盘和尾座回转顶尖间,通过在薄管零件内部的膨胀将薄管零件紧固,从而满足紧固薄管零件的要求;因为是采用膨胀紧固方式,所以可以适用于不同尺寸的管径。在回转过程中,离心力越大,顶紧效果越好,使薄管零件的轴线与车床卡盘轴
线能够在同一直线上,同时减小薄管零件局部的紧固力,防止薄管零件在紧固过程中发生变形;通过膨胀支撑架将薄管零件的通体内壁等间距的顶紧支撑,使薄管零件在车削加工过程中各段位置均能得到有效的支撑,防止薄管零件在加工过程中发生变形。在薄管零件外控制架体的膨胀、收紧,方便工人操作,同时采用外置平行丝杠的方式控制主轴上的膨胀调节环,使车床卡盘启动、停止过程中,不会发生位移,降低了加工难度,无需加工支撑套,降低了加工成本,也提高了生产效率。
附图说明
10.下面结合附图和具体实施方式对本实用新型进一步说明。
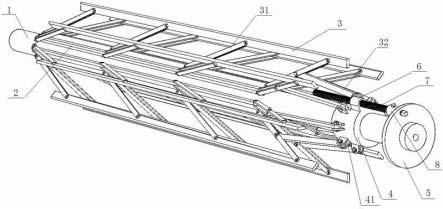
11.图1为本实用新型的结构示意图。
12.图2为本实用新型胀紧薄管零件的结构示意图。
13.图3为本实用新型的部分结构示意图。
14.图4为本实用新型的主轴结构示意图。
15.图5为本实用新型的部分结构剖视图。
16.图6为本实用新型胀紧薄管零件时的剖视图。
17.图中标号:
18.1、主轴,2、筋板,3、膨胀支撑架,4、膨胀调节环,5、法兰盘,6、丝母,7、丝杠,8、丝杠轴座,9、薄管零件,31、平行支臂,32、支撑杆,41、铰接座,71、限位顶丝。
具体实施方式
19.如图1-6所示,一种薄管零件的车床紧固架,包括主轴1和筋板2,主轴1为实心体,主轴1前端装卡在车床卡盘上,主轴1后端通过车床尾座的回转顶尖顶紧,车床卡盘运转,主轴1同步运转。
20.主轴1中部侧壁上设有八个等角度阵列的筋板2,薄管零件9套在筋板2外,筋板2与薄管零件9间设有膨胀支撑架3,膨胀支撑架3膨胀后将薄管零件9的圆周内壁顶紧支撑,车床卡盘运转,主轴1通过膨胀支撑架3带动薄管零件9同步运转。具体为,所述的膨胀支撑架3由支撑横梁、平行支臂31和支撑杆32组成,在筋板2外侧均设有与其平行的支撑横梁,支撑横梁长度大于薄管零件9的长度,支撑横梁的外侧壁与薄管零件9的内壁接触,接触面的支撑横梁两边倒角,避免压伤薄管零件9的内壁;支撑横梁与筋板2间均铰接有数个等间距的平行支臂31,平行支臂31由两个平行支杆组成,两平行支杆分别位于筋板2两侧,从而承载更大的切屑力,避免车削零件过程中,平行支臂31发生弯曲形变;平行支臂31向主轴1后端倾斜,在最后方的平行支臂31中部均铰接有支撑杆32,支撑杆32尾端铰接在膨胀架调节机构上,通过膨胀架调节机构顶、拉各支撑杆32,使八组支撑横梁将薄管零件9内壁通体顶紧或松开,使其能够适用于装卡不同管径的薄管零件9,无需加工支撑套,降低生产成本;等角度的阵列支撑,使得薄管零件9的内壁受力更加均匀,减轻单个接触面的承受力,防止装卡过程中发生变形,同时长度大于薄管零件9,也使得薄管零件9在各个位置上进行车削加工时均能得到有效的内壁支撑,防止加工过程中发生变形。
21.所述的膨胀架调节机构由膨胀调节环4、法兰盘5和膨胀环平移调节机构组成,膨胀调节环4套在筋板2后方的主轴1上,膨胀调节环4能够在主轴1上平移,筋板2后方的主轴1
为直线光轴,在其侧壁上设有与支撑杆32尾端铰接的铰接座41即八个支撑杆32分别与八个铰接座41铰接,平移膨胀调节环4可实现对支撑杆32的顶压或拉紧;在主轴1尾端开设有环形槽,法兰盘5套在主轴1尾端上,法兰盘5侧壁设有螺纹旋入环形槽的定位螺丝,在法兰盘5与膨胀调节环4间设有驱动膨胀调节环4的膨胀环平移调节机构。
22.所述的膨胀环平移调节机构由丝母6、丝杠7和丝杠轴座8组成,丝杠7上套有丝母6,丝杠7尾端套在丝杠轴座8上,丝杠轴座8内的丝杠7侧壁开设有环形槽,丝杠轴座8侧壁螺纹旋入卡入环形槽的限位顶丝71,丝杠7的前后方向得到限位,丝杠7与主轴1平行,丝母6的侧壁与膨胀调节环4固定连接在一起,旋拧丝杠7,丝母6带动膨胀调节环4前后位移,丝杠轴座8尾端焊接固定在法兰盘5的法兰端面上,丝杠7的方头从法兰盘5的后端伸出,法兰盘5的尾端接近主轴1的尾端,丝杠7的方头位于主轴1尾端外,通过棘轮扳手套在方头上,控制丝杠7的转动,采用外置丝杠的方式驱动膨胀调节环4,使调节更加省力,同时能够避免主轴1运转启动和停止时,丝杠7、丝母6在回转惯性条件下运转,避免膨胀调节环4发生前后移动,防止薄管零件9在此过程中发生松动或被顶压变形。
技术特征:
1.一种薄管零件的车床紧固架,其特征在于:包括主轴(1)和筋板(2),主轴(1)中部侧壁上设有八个等角度阵列的筋板(2),筋板(2)外部设有膨胀支撑架(3),主轴(1)尾端设有膨胀架调节机构。2.根据权利要求1所述的一种薄管零件的车床紧固架,其特征在于:所述的膨胀支撑架(3)由支撑横梁、平行支臂(31)和支撑杆(32)组成,在筋板(2)外侧均设有与其平行的支撑横梁,支撑横梁与筋板(2)间均铰接有数个等间距的平行支臂(31),平行支臂(31)向主轴(1)后端倾斜,在最后方的平行支臂(31)中部均铰接有支撑杆(32)。3.根据权利要求1所述的一种薄管零件的车床紧固架,其特征在于:所述的膨胀架调节机构由膨胀调节环(4)、法兰盘(5)和膨胀环平移调节机构组成,膨胀调节环(4)套在筋板(2)后方的主轴(1)上,在其侧壁上设有与支撑杆(32)尾端铰接的铰接座(41);在主轴(1)尾端固定有法兰盘(5),在法兰盘(5)与膨胀调节环(4)间设有膨胀环平移调节机构。4.根据权利要求3所述的一种薄管零件的车床紧固架,其特征在于:所述的膨胀环平移调节机构由丝母(6)、丝杠(7)和丝杠轴座(8)组成,丝杠(7)上套有丝母(6),丝杠(7)尾端套在丝杠轴座(8)上,丝杠(7)与主轴(1)平行,丝母(6)的侧壁与膨胀调节环(4)固定连接在一起,丝杠轴座(8)固定在法兰盘(5)上,丝杠(7)的方头从法兰盘(5)的后端伸出。
技术总结
本实用新型公开了一种薄管零件的车床紧固架,属于车床辅助支架技术领域。主轴中部侧壁上设有八个等角度阵列的筋板,薄管零件套在筋板外,筋板与薄管零件间设有膨胀支撑架,膨胀支撑架膨胀后将薄管零件的圆周内壁顶紧支撑,主轴尾端设有控制膨胀支撑架膨胀收紧的膨胀架调节机构,在主轴尾端外通过膨胀架调节机构控制膨胀支撑架,该装置通过在薄管零件内部的膨胀将其紧固,从而能够满足紧固多种管径的薄管零件使用;减小薄管零件局部的紧固力,避免管件变形,防止薄管零件在紧固过程中和加工过程中发生变形;方便工人操作,降低加工难度,降低加工成本,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:关哲刚 张士普
受保护的技术使用者:齐齐哈尔璞世科技有限公司
技术研发日:2022.07.15
技术公布日:2022/9/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1