一种电机螺旋式冷却水路隔水筋加工装置的制作方法
1.本实用新型涉及机械领域,具体是一种电机的冷却水路结构。
背景技术:
2.电机的冷却关乎电机的使用性能,为达到更好的冷却效果,现在电机经常在壳体上设置冷却水路,通常的冷却水路结构如图3所示,隔水筋沿轴向交错设置,这样设置尽管也能带来一定的冷却效果,但由于冷却水的流通通道为来回180度折返,增加了流动阻力,影响了水流速度,最终影响了冷却效果;此外,在加工冷却水路时,需要先将隔水筋焊接在内筒上,然后用车床加工以保证隔水筋的外侧与支环的外径相同,在加工过程中,壳体旋转,而隔水筋轴向设置,因此,隔水筋与车刀垂直,是一种间断切割,加工时隔水筋会对车刀具有一定的冲击,该冲击不仅容易损坏车刀,而且影响加工质量。
3.为解决上述技术问题,申请人设计了一种螺旋式电机冷却水路结构,包括壳体,壳体内设置电机铁芯,壳体外表设置冷却水路,所述冷却水路包括设置在壳体外侧的内筒,所述内筒的两端设置环状的支环,两端支环间螺旋设置隔水筋,两端支环的外侧设置外筒,隔水筋径向两端分别与内筒和外筒抵接;外筒上设置进水通道和出水通道;外筒的两端与壳体焊接固定。隔水筋采用圆钢筋,隔水筋与内筒焊接固定成一体。
4.采用上述结构的冷却水路是一种螺旋状,减小了水流阻力,提高了水流速度,进而保证了冷却效果;此外,由于隔水筋是螺旋固定在内筒外壁上,因此,车削加工时,隔水筋与切刀并非垂直关系,而是具有一定的倾斜角度,切削时车刀沿一定角度切削隔水筋,而非现有技术的垂直切削,因此,减小了切削冲击,提高了加工质量。但现有技术并没有一种设备可以方便快捷,保质保量地生产加工上面所述的冷却水路结构,因此,迫切需要设计一种设备来解决上述问题。
技术实现要素:
5.为解决上述技术问题,本实用新型的目的是提供一种电机螺旋式冷却水路隔水筋加工装置,底座上设置焊机、固定杆、滑道及丝杠座;丝杠座上设置丝杠电机,丝杠电机输出轴通过减速器及联轴器与丝杠连接,丝杠与滑座上的丝母孔连接;滑座设置在所述滑道上,滑座上设置转动电机、变速箱及卡盘,转动电机与变速箱连接,变速箱与卡盘连接,卡盘的卡爪嵌入壳体的内孔中;钢筋盘中的钢筋穿过设置在固定杆上端的导向槽后,由焊机的焊接头焊接在内筒上。
6.所述焊机包括两个焊接头,分别对应钢筋同一截面的两侧。
7.所述滑道截面为梯形,滑块底部设置与所述梯形对应的梯形凸块,所述梯形凸块嵌入滑道内。
8.所述导向槽为弧形,并且出口方向与隔水筋的螺旋方向一致。
9.还包括控制中心,所述控制中心通过电机控制器与丝杠电机和旋转电机连接;控制中心还与焊机连接。
10.本实用新型的优点是:可方便快捷地加工冷却水路结构的隔水筋结构。
附图说明
11.图1为冷却水路的结构示意图;
12.图2为内筒加工面与车刀位置示意图;
13.图3为现有技术的加工面与车刀位置示意图;
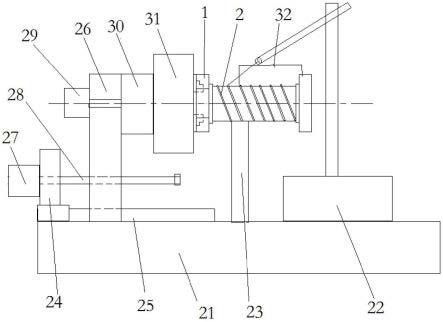
14.图4为本实用新型的结构示意图;
15.图5为图4的俯视图;
16.图6为导向槽的示意图;
17.图2和图3中的箭头为冷却水流动方向。
具体实施方式
18.下面结合附图具体说明本实用新型,如图所示,电机的壳体1内设置电机铁芯10,壳体1外表设置冷却水路,所述冷却水路包括设置在壳体外侧的内筒11,所述内筒的两端设置环状的支环,分别为靠近壳体的内侧支环3和靠近外侧的外侧支环4(图1的左侧为内,右侧为外),两端的支环间螺旋设置隔水筋2,两端支环的外侧设置外筒5,隔水筋2径向两端分别与内筒11和外筒5抵接;外筒上设置进水通道和出水通道;外筒5的两端与壳体焊接固定。
19.隔水筋截面为圆形,隔水筋与内筒固定成一体。优选地,隔水筋可采用圆钢筋,这样可大大降低成本。
20.为保证电机壳体的整体性,外筒的外径与壳体外径相同。
21.优选地,内筒外侧支环4外侧与内筒11和外筒5形成焊缝8。
22.外筒的进水通道外设置进水嘴6,出水通道外侧设置出水嘴7。
23.图4所示的是本实用新型的加工装置,底座21上设置焊机22、固定杆23、滑道25及丝杠座24;丝杠座上设置丝杠电机27,丝杠电机输出轴通过减速器及联轴器与丝杠28连接,丝杠与滑座26上的丝母孔连接;滑座26设置在所述滑道25上,滑座上设置转动电机29、变速箱30及卡盘31,转动电机与变速箱连接,变速箱与卡盘连接,卡盘的卡爪嵌入壳体1的内孔中;钢筋盘32中的钢筋穿过设置在固定杆上端的导向槽33后,由焊机的焊接头焊接在内筒上。
24.所述焊机包括两个焊接头,分别对应钢筋同一截面的两侧。
25.所述滑道截面为梯形,滑块底部设置与所述梯形对应的梯形凸块,所述梯形凸块嵌入滑道内。
26.所述导向槽为弧形,由卡环34固定在固定杆23的顶部,并且出口方向与隔水筋2的螺旋方向一致,这样设置的目的是便于钢筋的定位,便于焊接。
27.为了实现自动控制,还包括控制中心,控制中心可采用单片机,所述控制中心通过电机控制器与丝杠电机和旋转电机连接;控制中心还与焊机连接,以便于控制焊接电流等参数。焊接的焊接头固定在焊臂上,所述焊臂可采用分节设置,每节之间可相互转动及伸缩。
28.本实用新型的加工方法是:将预先加工好的壳体放置在卡盘上,卡盘由转动机构驱动旋转,卡盘在旋转的同时被轴向驱动装置驱动,而钢筋盘上的圆钢筋的端部首先焊接
在内筒上,因此,钢筋不断缠绕在内筒上形成螺旋状;边成型边焊接,焊接可采用人工方法或焊接机械;缠绕至外侧支环处,由卡钳将钢筋切断;然后将焊接完钢筋的内筒固定在车床卡盘上,进行车削加工,保证加工后钢筋的外表面与内支环和外支环为同一个加工平面,这样可保证钢筋与外筒的抵接;再将外筒套装在内筒上,外筒的一端与壳体焊接,另外一端内筒外侧支环外侧与内筒和外筒形成焊缝。
技术特征:
1.一种电机螺旋式冷却水路隔水筋加工装置,其特征在于:底座上设置焊机、固定杆、滑道及丝杠座;丝杠座上设置丝杠电机,丝杠电机输出轴通过减速器及联轴器与丝杠连接,丝杠与滑座上的丝母孔连接;滑座设置在所述滑道上,滑座上设置转动电机、变速箱及卡盘,转动电机与变速箱连接,变速箱与卡盘连接,卡盘的卡爪嵌入壳体的内孔中;钢筋盘中的钢筋穿过设置在固定杆上端的导向槽后,由焊机的焊接头焊接在内筒上。2.根据权利要求1所述的电机螺旋式冷却水路隔水筋加工装置,其特征在于:所述焊机包括两个焊接头,分别对应钢筋同一截面的两侧。3.根据权利要求1所述的电机螺旋式冷却水路隔水筋加工装置,其特征在于:所述滑道截面为梯形,滑块底部设置与所述梯形对应的梯形凸块,所述梯形凸块嵌入滑道内。4.根据权利要求1所述的电机螺旋式冷却水路隔水筋加工装置,其特征在于:所述导向槽为弧形,并且出口方向与隔水筋的螺旋方向一致。
技术总结
本实用新型公开一种电机螺旋式冷却水路隔水筋加工装置,底座上设置焊机、固定杆、滑道及丝杠座;丝杠座上设置丝杠电机,丝杠电机输出轴通过减速器及联轴器与丝杠连接,丝杠与滑座上的丝母孔连接;滑座设置在所述滑道上,滑座上设置转动电机、变速箱及卡盘,转动电机与变速箱连接,变速箱与卡盘连接,卡盘的卡爪嵌入壳体的内孔中;钢筋盘中的钢筋穿过设置在固定杆上端的导向槽后,由焊机的焊接头焊接在内筒上。本实用新型的优点是:可方便快捷地加工冷却水路结构的隔水筋结构。冷却水路结构的隔水筋结构。冷却水路结构的隔水筋结构。
技术研发人员:王春雨 闻健 王成伟 孙玉江
受保护的技术使用者:抚顺煤矿电机制造有限责任公司
技术研发日:2022.07.27
技术公布日:2022/10/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1