热轧工作辊换辊装置的制作方法
本申请属于热轧辅助设备,具体涉及一种热轧工作辊换辊装置。
背景技术:
1、热轧带钢厂换辊一般均采用滑轨轨道进行,现有轨道为一平滑轨、一凸滑轨组成。但实际生产过程中,这种轨道经常发生轧辊在轨道上跑偏、倾斜。造成轧辊装不进轧机或犯卡,耽误换辊时间。一平、一凸滑轨在使用过程中所发生磨损、锈蚀的程度不同,导致轧辊轴承座下面的平、v铜滑块磨损不同步,致使轧辊在轨道上跑偏、倾斜,是轧辊装不进轧机或犯卡的主要原因。
技术实现思路
1、本申请旨在至少能够在一定程度上解决热轧更换辊跑偏、轨道滑轨磨损及轧辊倾斜造成的轧辊装不进轧机、犯卡的技术问题。为此,本申请提供了一种热轧工作辊换辊装置。
2、本申请的技术方案为:
3、本申请提供了一种热轧工作辊换辊装置,包括:
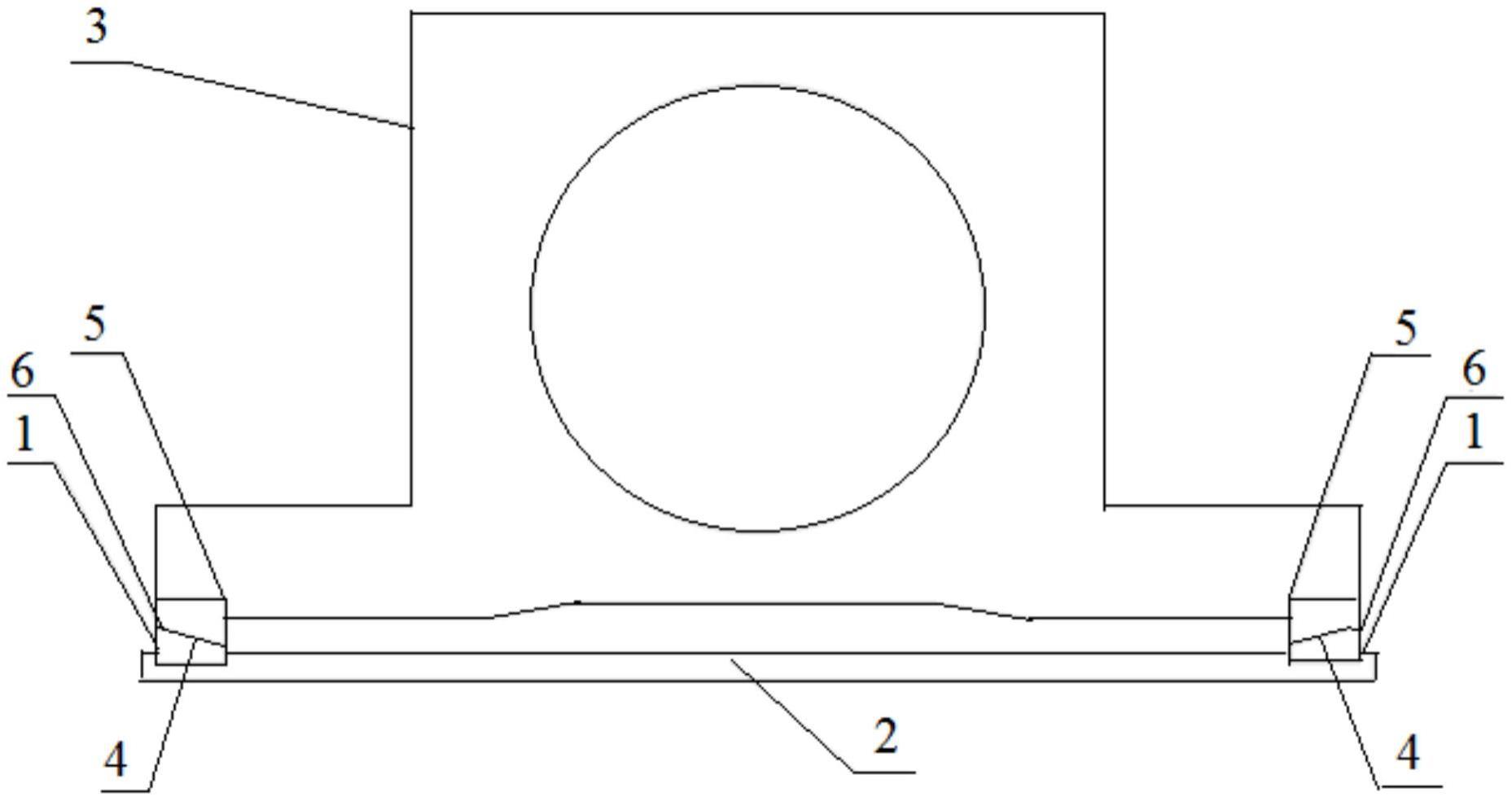
4、限位滑轨,所述限位滑轨沿轴承座本体的长度方向设置在所述轴承座本体的底部的两端,所述限位滑轨上设有限位斜面,所述限位滑轨通过所述限位斜面与轴承座滑块可滑动的配合连接;
5、底座,所述限位滑轨固定设置在所述底座上。
6、进一步地,所述限位斜面设置在所述限位滑轨的上部;
7、所述限位斜面的第一端为内侧的一端,所述限位斜面的第二端为外侧的一端;
8、所述第二端高于所述第一端。
9、进一步地,所述限位滑轨上还设有小平面,所述小平面设置在所述限位滑轨的上部,且位于所述第二端的外侧。
10、进一步地,所述限位滑轨的宽度为l,所述小平面的宽度为1/8l-1/2l;
11、所述小平面的表面的磨削粗糙度为0.8μm以上;
12、所述小平面采用渗碳、渗氮或碳氮双渗处理。
13、进一步地,所述限位斜面与所述限位滑轨底面的夹角呈15°-16°。
14、进一步地,所述限位斜面采用渗碳、渗氮或碳氮双渗处理。
15、进一步地,所述限位斜面的表面的磨削粗糙度为0.8μm以上。
16、进一步地,所述限位滑轨采用35crmo钢。
17、进一步地,所述限位滑轨上等间距设有第一螺钉孔,所述第一螺钉孔与所述底座上的第二螺钉孔对应设置。
18、进一步地,所述的热轧工作辊换辊装置还包括:沉头螺钉,所述第一螺钉孔为沉头螺钉孔,所述限位滑轨与所述底座通过所述沉头螺钉固定连接。
19、本申请实施例至少具有如下有益效果:
20、本申请提出一种热轧工作辊换辊装置,把轧辊轴承座上的两侧轴承座滑块看做一个定位体,在限位滑轨上设置限位斜面与轴承座配合连接的结构设计,解决了热轧更换辊因跑偏、轨道滑轨磨损、轧辊倾斜造成的轧辊装不进轧机、犯卡等问题,保障了更换棍的定位精度,缩短了换辊时间,提高了轧机作业率。
技术特征:
1.一种热轧工作辊换辊装置,其特征在于,包括:
2.如权利要求1所述的热轧工作辊换辊装置,其特征在于:
3.如权利要求2所述的热轧工作辊换辊装置,其特征在于:
4.如权利要求3所述的热轧工作辊换辊装置,其特征在于:
5.如权利要求1所述的热轧工作辊换辊装置,其特征在于:
6.如权利要求1所述的热轧工作辊换辊装置,其特征在于:
7.如权利要求1所述的热轧工作辊换辊装置,其特征在于:
8.如权利要求1-7任一项所述的热轧工作辊换辊装置,其特征在于:
9.如权利要求8所述的热轧工作辊换辊装置,其特征在于,还包括:
技术总结
本申请公开了一种热轧工作辊换辊装置,包括:限位滑轨,所述限位滑轨沿轴承的长度方向设置在轴承座本体的底部的两端,所述限位滑轨上设有限位斜面,所述限位滑轨通过所述限位斜面与轴承座滑块可滑动的配合连接;底座,所述限位滑轨固定设置在所述底座上。本申请实施例提供了一种热轧工作辊换辊装置,解决了热轧更换辊跑偏、轨道滑轨磨损及轧辊倾斜造成的轧辊装不进轧机、犯卡的问题。
技术研发人员:王洪鹏,王文忠,左晓军,秦小龙,黄爽,柴志祥,孟庆龙,吉亦轩
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:20220804
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!