一种零件正反锪孔加工用工装的制作方法
1.本实用新型涉及航空机械零件加工技术领域,具体为一种零件正反锪孔加工用工装。
背景技术:
2.锪孔为一种金属加工方法,是指在已加工的孔上加工圆柱形沉头孔、锥形沉头孔和凸台端面等。锪孔时使用的刀具称为锪钻,一般用高速钢制造。加工大直径凸台断面的锪钻,可用硬质合金重磨式刀片或可转位式刀片,用镶齿或机夹的方法,固定在刀体上制成。锪钻导柱的作用是导向,以保证被锪沉头孔与原有孔同轴。
3.在航空机械零件的加工生产中,往往遇到零件孔口需要正、反面锪孔这一结构特征加工需求。现有的装置对于零件外侧空口的锪孔加工时比较容易实现的,但是对于反锪孔时却较难实现,特别是封闭腔体内侧壁的锪孔更难实现;首先,反锪孔时零件不方便装夹和定位,零件装夹不稳不利于反锪孔的加工,反锪孔钻头也不易装夹,导致反锪孔加工更加危险,锪孔加工难度增加;第二,封闭腔体内侧的锪孔加工深度不易保证,使用传统钻床进行锪孔时,操作工人需要多次锪孔,每次测量锪孔的深度才能保证尺寸正确,稍不注意就会导致锪孔尺寸过大,操作费时费力效率低且零件加工合格率不能保证,严重拖累零件交付周期。
技术实现要素:
4.本实用新型目的是针对背景技术中存在的问题,提出一种零件正反锪孔加工用工装。
5.本实用新型的技术方案:一种零件正反锪孔加工用工装,包括工装主体、定位销a、压块、螺栓a、定位销b和螺栓b;
6.定位销a设有多个,多个定位销a均与工装主体连接,多个定位销a依次分布;
7.定位销b设有多个,多个定位销b均与工装主体连接,多个定位销a的中轴线与多个定位销b的连线相垂直;多个定位销a连线形成的直线a、多个定位销b连线形成的直线b和工装主体相互垂直的两个侧边线围成用于放置底座零件的放置空间;
8.工装主体上设有多个螺栓孔,螺栓a设有多个,多个螺栓a分别与多个螺栓孔相连接;
9.工装主体上设有辅助螺栓孔,辅助螺栓孔设有多个,螺栓b设有多个,压块上设有通孔,螺栓b穿过压块上的通孔与辅助螺栓孔相连接。
10.优选的,工装主体的侧端面设有槽口。
11.优选的,工装主体的上端面设有定位销孔a,定位销孔a设有多个,多个定位销孔a依次分布,多个定位销a分别与多个定位销孔a螺纹连接。
12.优选的,底座零件放置在工装主体的上端面,底座零件上设有待加工的正面锪孔和反面锪孔。
13.优选的,工装主体上端面设有定位销孔b,定位销孔b设有多个,多个定位销孔b并排分布,多个定位销b分别与多个定位销孔b螺纹连接。
14.优选的,螺栓孔选用沉头螺栓孔。
15.优选的,压块的投影形状为倒“凵”形。
16.与现有技术相比,本实用新型的上述技术方案具有如下有益的技术效果:
17.本实用新型中,对底座零件上的正反锪孔进行加工时,首先确定工装主体在工作台面上的位置,使用螺栓a穿过螺栓孔与工作台面螺纹配合连接,将底座零件放置在工装主体上端面,使用定位销a与工装主体上的定位销孔a相配合固定底座零件的一端,定位销a的外周面压紧底座零件的侧面,定位销b与定位销孔b相配合固定底座零件的另一端,定位销b的外周面压紧底座零件的侧面,压块与工装主体通过螺栓b连接,压块的一端压紧工装主体的上端面,另一端压紧底座零件的端面,将底座零件压紧在工装主体上;工装主体上的槽口用于安装反锪钻头;对正面锪孔进行加工时,直接安装锪孔钻头开始加工即可,钻头贴紧底座零件的端面,锪孔深度即为机床移动z值;人为干扰较少,锪孔精度高,零件加工合格率高本实用新型中工装结构简单操作方便,针对底座零件实用性强。
附图说明
18.图1为底座零件一个视角的立体图。
19.图2为底座零件另一视角的立体图。
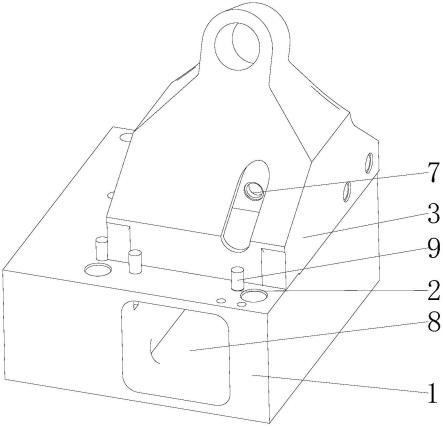
20.图3和图4均为本实用新型提出的一种实施例的立体图。
21.附图标记:1、工装主体;2、定位销孔a;3、底座零件;4、正面锪孔;5、螺栓孔;6、辅助螺栓孔;7、反面锪孔;8、槽口;9、定位销a;10、螺栓a;11、定位销孔b;12、定位销b。
具体实施方式
22.如图1-4所示,本实用新型提出的一种零件正反锪孔加工用工装,包括工装主体1、定位销a9、压块、螺栓a10、定位销b12和螺栓b;
23.定位销a9设有多个,多个定位销a9均与工装主体1连接,多个定位销a9依次分布;
24.进一步的,工装主体1的上端面设有定位销孔a2,定位销孔a2设有多个,多个定位销孔a2依次分布,多个定位销a9分别与多个定位销孔a2螺纹连接;
25.定位销b12设有多个,多个定位销b12均与工装主体1连接,多个定位销a9的中轴线与多个定位销b12的连线相垂直;多个定位销a9连线形成的直线a、多个定位销b12连线形成的直线b和工装主体1相互垂直的两个侧边线围成用于放置底座零件3的放置空间;
26.进一步的,工装主体1上端面设有定位销孔b11,定位销孔b11设有多个,多个定位销孔b11并排分布,多个定位销b12分别与多个定位销孔b11螺纹连接;
27.工装主体1上设有多个螺栓孔5,螺栓a10设有多个,多个螺栓a10分别与多个螺栓孔5相连接;
28.进一步的,螺栓孔5选用沉头螺栓孔;
29.工装主体1上设有辅助螺栓孔6,辅助螺栓孔6设有多个,螺栓b设有多个,压块上设有通孔,螺栓b穿过压块上的通孔与辅助螺栓孔6相连接;
30.进一步的,压块的投影形状为倒“凵”形,“凵”一端压紧工装主体1,另一端压紧底
座零件3;
31.进一步的,工装主体1的侧端面设有槽口8,槽口8用于安装反锪钻头;
32.进一步的,底座零件3放置在工装主体的上端面,底座零件3上设有待加工的正面锪孔4和反面锪孔7。
33.本实用新型中,对底座零件上的正反锪孔进行加工时,首先确定工装主体1在工作台面上的位置,使用螺栓a10穿过螺栓孔5与工作台面螺纹配合连接,将底座零件3放置在工装主体1上端面,使用定位销a9与工装主体1上的定位销孔a2相配合固定底座零件3的一端,定位销a9的外周面压紧底座零件3的侧面,定位销b12与定位销孔b11相配合固定底座零件3的另一端,定位销b12的外周面压紧底座零件3的侧面,压块与工装主体1通过螺栓b连接,压块的一端压紧工装主体1的上端面,另一端压紧底座零件3的端面,采用“两孔定两边,两边定两面”加零件的底平面实现底座零件3的最终定位;工装主体1上的槽口8用于安装反锪钻头;对正面锪孔进行加工时,直接安装锪孔钻头开始加工即可,钻头贴紧底座零件3的端面,锪孔深度即为机床移动z值;人为干扰较少,锪孔精度高,零件加工合格率高本实用新型中工装结构简单操作方便,针对底座零件3实用性强。
34.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
技术特征:
1.一种零件正反锪孔加工用工装,其特征在于,包括工装主体(1)、定位销a(9)、压块、螺栓a(10)、定位销b(12)和螺栓b;定位销a(9)设有多个,多个定位销a(9)均与工装主体(1)连接,多个定位销a(9)依次分布;定位销b(12)设有多个,多个定位销b(12)均与工装主体(1)连接,多个定位销a(9)的中轴线与多个定位销b(12)的连线相垂直;多个定位销a(9)连线形成的直线a、多个定位销b(12)连线形成的直线b和工装主体(1)相互垂直的两个侧边线围成用于放置底座零件(3)的放置空间;工装主体(1)上设有多个螺栓孔(5),螺栓a(10)设有多个,多个螺栓a(10)分别与多个螺栓孔(5)相连接;工装主体(1)上设有辅助螺栓孔(6),辅助螺栓孔(6)设有多个,螺栓b设有多个,压块上设有通孔,螺栓b穿过压块上的通孔与辅助螺栓孔(6)相连接。2.根据权利要求1所述的一种零件正反锪孔加工用工装,其特征在于,工装主体(1)的侧端面设有槽口(8)。3.根据权利要求1所述的一种零件正反锪孔加工用工装,其特征在于,工装主体(1)的上端面设有定位销孔a(2),定位销孔a(2)设有多个,多个定位销孔a(2)依次分布,多个定位销a(9)分别与多个定位销孔a(2)螺纹连接。4.根据权利要求1所述的一种零件正反锪孔加工用工装,其特征在于,底座零件(3)放置在工装主体的上端面,底座零件(3)上设有待加工的正面锪孔(4)和反面锪孔(7)。5.根据权利要求1所述的一种零件正反锪孔加工用工装,其特征在于,工装主体(1)上端面设有定位销孔b(11),定位销孔b(11)设有多个,多个定位销孔b(11)并排分布,多个定位销b(12)分别与多个定位销孔b(11)螺纹连接。6.根据权利要求1所述的一种零件正反锪孔加工用工装,其特征在于,螺栓孔(5)选用沉头螺栓孔。7.根据权利要求1所述的一种零件正反锪孔加工用工装,其特征在于,压块的投影形状为倒“凵”形。
技术总结
本实用新型涉及航空机械零件加工技术领域,具体为一种零件正反锪孔加工用工装,包括工装主体、定位销a、压块、螺栓a、定位销b和螺栓b;工装主体上设有多个定位销孔a,多个定位销孔a依次分布,定位销a与定位销孔a连接;工装主体设有多个定位销孔b,多个定位销孔b并排分布,定位销b与定位销孔b连接;工装主体上设有多个沉头螺栓孔,螺栓a与沉头螺栓孔相连接;工装主体上设有辅助螺栓孔,多个螺栓b穿过压块与辅助螺栓孔相连接。本实用新型人为干扰较少,锪孔精度高,零件加工合格率高本实用新型中工装结构简单操作方便,针对底座零件实用性强。强。强。
技术研发人员:石鑫 熊云 郑铠东 敖晓晖 梁明 孟金金
受保护的技术使用者:南昌新宝路航空科技有限公司
技术研发日:2022.08.09
技术公布日:2022/10/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1