一种导电嘴的制作方法
1.本实用新型涉及焊枪技术领域,具体涉及一种导电嘴。
背景技术:
2.焊枪是一种焊接工具,在熔化极气体保护焊中,焊枪前端的导电嘴是消耗最快的易损件,其基本结构通常是一种带有通孔的导电率铜材,在焊接的过程中,焊丝穿过导电嘴的内孔输送至工件,焊接电流通过焊机阳极、焊枪枪体、导电嘴座、导电嘴、焊丝、工件、焊机阴极后构成导电回路。当前市场上导电嘴的结构通常是在圆柱结构上进行车铣后形成,由于导电嘴的长度通常是30-50mm,而导电嘴中的内孔的直径仅仅有1.0-1.8mm,这就导致在加工内孔时非常困难。现有的加工方式通常有两种,一种是采用钻孔的形式进行加工,由于内径较小,且深度较大,导致钻孔时极易导致钻头的损坏,很难满足大批量高效生产;另一种是采用带有较大内孔的管材,逐步拉伸使内孔逐渐减小至所需要的孔径,该方式形成的导电嘴内孔的内壁不够光滑,使用过程会阻碍焊丝的正常穿行,使用效果不理想。
技术实现要素:
3.本实用新型的目的是提供一种导电嘴,以解决传统的导电嘴不易加工的问题。
4.为实现上述目的,本实用新型采用如下技术方案:
5.一种导电嘴,包括第一半圆柱体、第二半圆柱体和套管;
6.所述第一半圆柱体上设有第一半焊丝槽,所述第二半圆柱体上设有第二半焊丝槽;
7.所述第一半焊丝槽轴向贯穿所述第一半圆柱体设置,所述第二半焊丝槽轴向贯穿所述第二半圆柱体设置;
8.所述第一半圆柱体与所述第二半圆柱体相互契合,所述第一半焊丝槽与所述第二半焊丝槽相互契合;
9.所述第一半圆柱体与所述第二半圆柱体契合后套设在所述套管内
10.进一步地,所述第一半焊丝槽与所述第二半焊丝槽均对应设有两个。
11.进一步地,所述第一半焊丝槽与所述第二半焊丝槽均为半圆形槽。
12.进一步地,所述第一半焊丝槽与所述第二半焊丝槽均为椭圆形槽。
13.进一步地,所述第一半焊丝槽与所述第二半焊丝槽契合形成焊丝通道;所述焊丝通道的进口端设有便于焊丝进入的锥度导向孔。
14.进一步地,所述焊丝通道的出口端嵌设有耐磨合金块。
15.进一步地,所述第一半圆柱体与所述第二半圆柱体契合形成导电体,所述导电体的进口端外缘上设有键槽。
16.进一步地,所述套管的出口端外缘锥度设置。
17.进一步地,所述套管上设有便于限位卡接的卡接台阶;所述卡接台阶与所述套管一体成型。
18.本实用新型的有益效果:
19.本实用新型中,导电嘴不再像传统的一体设置的导电嘴一样,而是将导电嘴设置为两个半圆柱的结构,即第一半圆柱体和第二半圆柱体,焊丝通道设置为第一半焊丝槽和第二半焊丝槽,之后再将第一半圆柱和第二半圆柱契合后套设在套管中,该种结构的导电嘴,在制作过程中无需再进行传统的钻孔工序,使得导电嘴的加工更加简单,同时也能保证第一半焊丝槽和第二半焊丝槽内部的光滑程度,避免内部过于粗糙影响焊丝的顺利穿行。
20.进一步的,该新型中还采用了双焊丝通道的结构,以此来保证焊接时的焊接效率。
附图说明
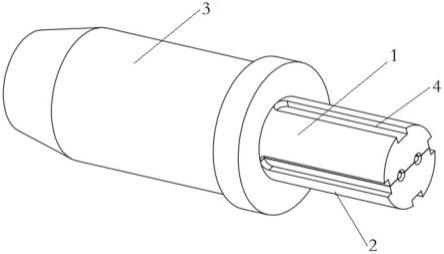
21.图1是该实用新型整体结构示意图;
22.图2是该实用新型整体爆炸结构示意图;
23.图3是该实用新型中第一半圆柱体与第二半圆柱体结构示意图;
24.图4是该实用新型中第二半圆柱体进丝端局部放大示意图。
25.图中各标记对应的名称:
26.1、第一半圆柱体,10、第一半焊丝槽,2、第二半圆柱体,20、第二半焊丝槽,21、锥度导向孔,3、套管,30、卡接台阶,4、键槽,5、耐磨合金块。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
28.本实用新型的实施例1:
29.如图1-2所示,一种导电嘴,包括第一半圆柱体1、第二半圆柱体2和套管3。
30.第一半圆柱体1上设有第一半焊丝槽10,第二半圆柱体2上设有第二半焊丝槽20;第一半焊丝槽10轴向贯穿第一半圆柱体1设置,第二半焊丝槽20轴向贯穿第二半圆柱体2设置;第一半圆柱体1外轮廓规格尺寸与第二半圆柱体2的规格尺寸相同,当两者中的平面部分贴合在一起时,两者形成一个完整的圆柱状结构,记为导电体;第一半焊丝槽10与第二半焊丝槽20的规格尺寸也完全相同,当第一半圆柱体1与第二半圆柱体2完全契合在一起后,第一半焊丝槽10和第二半焊丝槽20也将同步契合在一起;使得导电体的内部形成一个完整的内孔,记为焊丝通道,焊丝通道的两端分别于导电体的两端开口;其中右端记为进口端,左端记为出口端。
31.第一半圆柱体1与第二半圆柱体2契合后形成的导电体套设在套管3内,导电体与套管3的套设为过盈配合,为了保证三者之间连接的牢固性,在过盈配合以后,第一半圆柱体1与第二半圆柱体2的接缝处、导电体与套管3两端的接触沿都采用焊接的方式将其进行焊接。
32.如图3所示,在本实施例中,第一半焊丝槽10与第二半焊丝槽20均对应设有两组,当第一半圆柱体1与第二半圆柱体2契合时,相互对应的两组第一半焊丝槽10和第二半焊丝槽20也将分别对应契合,形成两个相互平行的焊丝通道。在本实施例中,第一半焊丝槽10与
第二半焊丝槽20为半圆形槽。在其他实施例中,也可以设置为适用于特殊焊接要求如绞股焊丝、异形焊丝的半多边形槽。
33.如图4所示,在焊丝通道的进口端设有便于焊丝进入的锥度导向孔21。焊丝通道的出口端嵌设有耐磨合金块5,耐磨合金快嵌套设置在焊丝通道的出口端上。
34.在导电体的进口端外缘上设置了键槽4,用于与导电嘴座相互连接。采用键槽与键的连接方式,可以避免导电嘴和导电嘴座之间的相对转动,从而避免双焊丝发生缠绕的问题。在本实施例中,键槽4沿着导电体的外缘周向间隔设置了四个,在其他实施例中,也可以根据实际情况设置两个、三个或其他数量。
35.套管3的出口端外缘锥度设置,使在焊接时导电嘴的出口端可以更好地应对狭窄的环境。
36.在套管3的进口端外缘上设置了卡接台阶30,当导电嘴和与焊枪配合时,导电嘴中的导电体插接在焊枪中,卡接台阶30的右侧面与焊枪的头部相互抵接,导电嘴座内部设置的内台阶将会与卡接台阶30的左侧面相互抵接,随着导电嘴座和焊枪的不断旋紧,导电嘴将会被牢牢固定,从而保证焊接的精确性。在本实施例中,套管3与卡接台阶30一体成型。
37.在本实施例中,第一半圆柱体1和第二半圆柱体2采用模具拉拔的方式来进行制作;其上设置的第一半焊丝槽10和第二半焊丝槽20通过球头铣刀进行加工,在其他实施例中,也可以采用冷挤压的方式进行加工。
38.实施例2
39.实施例2与实施例1的区别之处在于,第一半焊丝槽与第二半焊丝槽均为半椭圆形槽,其余结构均相同。
技术特征:
1.一种导电嘴,其特征在于:包括第一半圆柱体、第二半圆柱体和套管;所述第一半圆柱体上设有第一半焊丝槽,所述第二半圆柱体上设有第二半焊丝槽;所述第一半焊丝槽轴向贯穿所述第一半圆柱体设置,所述第二半焊丝槽轴向贯穿所述第二半圆柱体设置;所述第一半圆柱体与所述第二半圆柱体相互契合,所述第一半焊丝槽与所述第二半焊丝槽相互契合;所述第一半圆柱体与所述第二半圆柱体契合后套设在所述套管内。2.根据权利要求1所述的一种导电嘴,其特征在于:所述第一半焊丝槽与所述第二半焊丝槽均对应设有两个。3.根据权利要求2所述的一种导电嘴,其特征在于:所述第一半焊丝槽与所述第二半焊丝槽均为半圆形槽。4.根据权利要求2所述的一种导电嘴,其特征在于:所述第一半焊丝槽与所述第二半焊丝槽均为椭圆形槽。5.根据权利要求3或4所述的一种导电嘴,其特征在于:所述第一半焊丝槽与所述第二半焊丝槽契合形成焊丝通道;所述焊丝通道的进口端设有便于焊丝进入的锥度导向孔。6.根据权利要求5所述的一种导电嘴,其特征在于:所述焊丝通道的出口端嵌设有耐磨合金块。7.根据权利要求5所述的一种导电嘴,其特征在于:所述第一半圆柱体与所述第二半圆柱体契合形成导电体,所述导电体的进口端外缘上设有键槽。8.根据权利要求1所述的一种导电嘴,其特征在于:所述套管的出口端外缘锥度设置。9.根据权利要求1所述的一种导电嘴,其特征在于:所述套管上设有便于限位卡接的卡接台阶;所述卡接台阶与所述套管一体成型。
技术总结
本实用新型涉及一种导电嘴,包括第一半圆柱体、第二半圆柱体和套管;第一半圆柱体上设有第一半焊丝槽,第二半圆柱体上设有第二半焊丝槽;第一半焊丝槽轴向贯穿第一半圆柱体设置,第二半焊丝槽轴向贯穿第二半圆柱体设置;第一半圆柱体与第二半圆柱体相互契合,第一半焊丝槽与第二半焊丝槽相互契合;第一半圆柱体与第二半圆柱体契合后套设在套管内。该种结构的导电嘴,在制作过程中无需再进行传统的钻孔工序,使得导电嘴的加工更加简单,同时也能保证第一半焊丝槽和第二半焊丝槽内部的光滑程度,避免内部过于粗糙影响焊丝的顺利穿行。避免内部过于粗糙影响焊丝的顺利穿行。避免内部过于粗糙影响焊丝的顺利穿行。
技术研发人员:孙晓松
受保护的技术使用者:郑州阿波罗机器人辅具有限公司
技术研发日:2022.08.09
技术公布日:2022/11/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1